1.本发明涉及航空发动机技术领域,尤其涉及一种航空发动机燃油喷嘴壳体精密深孔加工装置及方法。
背景技术:
2.航空发动机(aero-engine)是一种高度复杂和精密的热力机械,作为飞机的心脏,不仅是飞机飞行的动力,也是促进航空事业发展的重要推动力,人类航空史上的每一次重要变革都与航空发动机的技术进步密不可分。
3.航空发动机燃油喷嘴壳体孔深l=(145mm)与孔径d=(6mm)之比达24倍,孔径公差在0.01mm以内,孔壁粗糙度大ra0.8,属于典型的超精密深孔,在实际加工深孔中,采用加长钻加工底孔后,再使用加长铰刀进行铰削,由于孔长且孔壁薄易振动,冷却不充分,排屑不畅。而采用传统装夹方法和传统刀具加工后的深孔几乎不能实现产品的工艺要求,其生产现状和加工频繁出现以下难题:1.孔壁薄易热胀冷缩,造成孔径缩小或增大误差大。
4.2.孔壁长且振动大,铰刀刀头磨损后铰出的内孔不圆。
5.3.孔深排屑不畅,孔表面有明显的棱面。
6.4.冷却不充分铰削余量不均匀,铰刀的使用寿命低。
7.5.绞孔前的钻孔偏斜,造成铰孔后的孔中心线不直。
技术实现要素:
8.本发明的目的在于提供一种航空发动机燃油喷嘴壳体精密深孔加工装置及方法,以解决燃油喷嘴壳体精密深孔在实际加工中,存在孔壁长易振动,孔表面有明显的棱面,排屑不畅冷却不充分刀具磨损快,导致粗糙度值高,孔壁薄加工前热胀加工后冷缩,造成孔径误差大的技术问题。
9.本发明的目的是采用以下技术方案实现的:一种航空发动机燃油喷嘴壳体精密深孔加工装置,包括底座和减振轴向套,所述底座上设置有用以放置喷嘴壳体的基面a和开口,所述减振轴向套上设置有用以放置喷嘴壳体的基面b和孔洞,还包括固定部件,所述固定部件将底座和减振轴向套连接起来形成加工平台,通过调整固定部件的扭力大小,对放置在加工平台内部的喷嘴壳体进行加工。
10.进一步的,所述固定部件包括加工平台固定部件和喷嘴壳体固定部件,所述加工平台固定部件包括多个轴肩限位螺栓,所述轴肩限位螺栓用以固定底座和减振轴向套;所述喷嘴壳体固定部件包括螺母,所述螺母设置于减振轴向套顶部,用以固定喷嘴壳体。
11.进一步的,所述减振轴向套顶部还设置有开口锁紧环,螺母通过开口锁紧环锁紧喷嘴壳体的加工部位。
12.进一步的,所述减振轴向套上设置有肩位孔洞,轴肩限位螺栓穿过肩位孔洞与底座相连接。
13.进一步的,底座上对应肩位孔洞的位置设置有螺孔,轴肩限位螺栓通过螺孔实现对底座和减振轴向套的固定。
14.进一步的,所述喷嘴壳体呈“l”型,“l”型底部设置有放置平台,所述放置平台设置于底座的基面a与减振轴向套的基面b之间。
15.进一步的,所述“l”型顶部穿过减振轴向套的孔洞与固定部件相连接。
16.进一步的,所述“l”型底部放置于底座的开口处,便于加工。
17.一种航空发动机燃油喷嘴壳体精密深孔加工方法,包括如下步骤:s1:将喷嘴壳体安装在底座和减振轴向套之间,并通过轴肩限位螺栓对底座和减振轴向套进行固定;s2:将螺母的扭力大小调整为a,然后用d毫米的钻头,对喷嘴壳体进行加工;s3:将螺母的扭力大小调整为b,然后用e毫米的钻头,对喷嘴壳体进行加工;s4:将螺母的扭力大小调整为c,然后用f毫米的铰刀,对喷嘴壳体进行加工。
18.进一步的,a、b、c的数值大小关系为:a》b》c;d、e、f的数值大小关系为:d《e《f。
19.本发明的有益效果在于:通过轴肩限位螺栓可限制喷嘴壳体的6个自由度,通过螺母可重复将喷嘴壳体分解释放加工应力与散热减少变形误差,且重复装夹孔位置度可达0.01mm;在加工深孔中,减振轴向套可随孔的深入或刀具的轴向进给而减少振动,避免在加工后孔壁产生棱面;减振轴向套上的开口锁紧环,有效避免在第三次加工时由于孔壁薄,造成加工前后热胀冷缩孔径误差大,或夹紧力过大或过小而产生振动应力集中而呈现喇叭口;本发明可有效解决喷嘴壳体在加工中孔壁易振动,孔表面有明显的棱面,排屑不畅冷却不充分刀具磨损快,导致粗糙度值高,孔壁薄加工前热胀加工后冷缩,造成孔径误差大的技术瓶颈。
附图说明
20.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图示出的结构获得其他的附图。
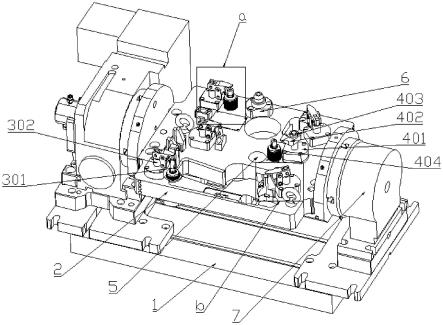
21.图1为本发明正视图;图2为本发明剖视图;图3为喷嘴壳体结构示意图;图中,1-底座,2-喷嘴壳体,3-轴肩限位螺栓,4-减振轴向套,5-螺母,6-开口锁紧环。
具体实施方式
22.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本发明实施例的组件可以以各种不同的配置来布置和设计。
23.应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一
个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
24.下面结合附图,对本发明的一些实施方式作详细说明。在不冲突的情况下,下述的实施例及实施例中的特征可以相互组合。
25.本发明为了解决燃油喷嘴壳体精密深孔在实际加工中的难题,如:孔壁长易振动,孔表面有明显的棱面,排屑不畅冷却不充分刀具磨损快,导致粗糙度值高,孔壁薄加工前热胀加工后冷缩,造成孔径误差大等技术问题,提出了一种解决方案,具体参见本发明的实施例。
26.实施例1:参阅图1至图3,一种航空发动机燃油喷嘴壳体精密深孔加工装置,包括底座1和减振轴向套4,所述底座1上设置有用以放置喷嘴壳体2的基面a和开口,所述减振轴向套4上设置有用以放置喷嘴壳体2的基面b和孔洞,还包括固定部件,所述固定部件将底座1和减振轴向套4连接起来形成加工平台,通过调整固定部件的扭力大小,对放置在加工平台内部的喷嘴壳体2进行加工。
27.在本实施例当中,所述固定部件包括加工平台固定部件和喷嘴壳体固定部件,所述加工平台固定部件包括2个轴肩限位螺栓3,所述轴肩限位螺栓3用以固定底座1和减振轴向套4;所述喷嘴壳体固定部件包括螺母5,所述螺母5设置于减振轴向套4顶部,用以固定喷嘴壳体2。所述减振轴向套4顶部还设置有开口锁紧环6,螺母5通过开口锁紧环6锁紧喷嘴壳体2的加工部位。所述减振轴向套4上设置有肩位孔洞,轴肩限位螺栓3穿过肩位孔洞与底座1相连接。底座1上对应肩位孔洞的位置设置有螺孔,轴肩限位螺栓3通过螺孔实现对底座1和减振轴向套4的固定。所述喷嘴壳体2呈“l”型,“l”型底部设置有放置平台,所述放置平台设置于底座1的基面a与减振轴向套4的基面b之间。所述“l”型顶部穿过减振轴向套4的孔洞与固定部件相连接。所述“l”型底部放置于底座1的开口处,便于加工。
28.进一步的,将喷嘴壳体2的放置平台平放在底座1的基面a上,再将减振轴向套4放置在喷嘴壳体2的放置平台上,此时减振轴向套4的基面b位于喷嘴壳体2放置平台上方,然后利用轴肩限位螺栓3将喷嘴壳体2锁紧在底座1和减振轴向套4之间,由于喷嘴壳体2放置在底座1和减振轴向套4之间,并通过轴肩限位螺栓3进行限位,可限制喷嘴壳体2的六个自由度,防止产品在加工中和二次装夹产生位移,最后利用螺母5通过减振轴向套4上的开口锁紧环6,锁紧喷嘴壳体2的加工部位,进行加工。
29.进一步的,本发明的加工方法为通过发明原理和装夹原理,将底座1和喷嘴壳体2竖直安装在加工中心工作台面上,即将喷嘴壳体2安装在底座1和减振轴向套4之间,并通过轴肩限位螺栓3对底座1和减振轴向套4进行固定,然后使用扭矩扳手锁紧喷嘴壳体2加工部位,然后分3次将孔加工至尺寸要求,具体包括如下步骤:s1:将螺母5的扭力大小调整为14nm,然后用4毫米的钻头,将喷嘴壳体2孔深度加工至145毫米,对螺母5进行分解,释放加工应力;s2:将螺母5的扭力大小调整为12nm,然后用5.8毫米的钻头,将喷嘴壳体2孔深度加工至145毫米,对螺母5进行分解,减少热胀冷缩的变形;s3:将螺母5的扭力大小调整为10nm,然后用6毫米的铰刀,将喷嘴壳体2孔深度加工至145毫米,对螺母5进行分解,最终达到工艺要求。
30.通过以上方式的装夹和加工方法,有效解决在加工中孔壁易振动,孔表面有明显
的棱面,排屑不畅冷却不充分刀具磨损快,导致粗糙度值高,孔壁薄加工前热胀加工后冷缩,造成孔径误差大的技术瓶颈。
31.实践中,结合深孔和孔径公差小等工艺要求在加工中面临的难题:如装夹欠定位、欠锁紧力或过于用力,会造成装夹不牢固增加振动频率或过于施加夹持力造成装夹应力变形。针对此问题,本发明采用扭矩扳手进行装夹,不同的刀具使用不同的扭力进行锁紧,有效避免在加工中的振动与应力集中产生变形;本发明通过三次加工至工艺尺寸要求,第一次和第二次加工后进行分解释放加工与装夹应力,有效避免一次性加工至工艺要求后,因加工应力释放造成孔径局部变形超差。
32.本发明至少具有以下技术效果:通过轴肩限位螺栓3限制喷嘴壳体2的6个自由度,通过螺母5可重复将喷嘴壳体2分解释放加工应力与散热减少变形误差,且重复装夹孔位置度可达0.01mm;在加工深孔中,减振轴向套4可随孔的深入或刀具的轴向进给而减少振动,避免在加工后孔壁产生棱面;减振轴向套上的开口锁紧环,有效避免在第三次加工时由于孔壁薄,造成加工前后热胀冷缩孔径误差大,或夹紧力过大或过小而产生振动应力集中而呈现喇叭口;本发明可有效解决喷嘴壳体2在加工中孔壁易振动,孔表面有明显的棱面,排屑不畅冷却不充分刀具磨损快,导致粗糙度值高,孔壁薄加工前热胀加工后冷缩,造成孔径误差大的技术瓶颈。
33.需要说明的是,对于前述的实施例,为了简单描述,故将其都表述为一系列的动作组合,但是本领域技术人员应该知悉,本技术并不受所描述的动作顺序的限制,因为依据本技术,某一些步骤可以采用其他顺序或者同时进行。其次,本领域技术人员也应该知悉,说明书中所描述的实施例属于优选实施例,所涉及的动作并不一定是本技术所必须的。
34.上述实施例中,描述了本发明的基本原理和主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本领域人员所进行的改动和变化不脱离本发明的精神和范围,则都应在本发明所附权利要求的保护范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。