1.本实用新型涉及浮法玻璃生产技术领域,具体涉及一种浮法玻璃生产配合料加蒸汽系统。
背景技术:
2.在浮法玻璃生产过程中,需要对配合料加热,以避免配合料温度低形成结晶水、避免配合料发干飞散及混合不均匀分层等问题。目前对配合料升温的方式主要为加蒸汽和热水组合升温。其中包括加热水和加蒸汽。
3.通过单独的锅炉制备蒸汽供应原料配合料加蒸汽的方式能耗较高。而一般大型浮法玻璃厂都建有余热发电系统,可直接将蒸汽通过管道输送至原料车间,供原料配合料加蒸汽使用。
4.但是大型浮法玻璃生产线为多条,在原料车间供应蒸汽时因输送管道过长,在蒸汽用量较大时,蒸汽输送量不足,压力变化大。影响配合料制备质量,影响玻璃生产。
技术实现要素:
5.本实用新型的目的在于:针对现有技术存在的大型浮法玻璃生产线上,采用余热发电系统的余热蒸汽输送至原料配合料混合机时,蒸汽压力变化大的问题,提供一种浮法玻璃生产配合料加蒸汽系统,通过在原料车间设置缓冲罐,并在主管道上设置减压阀和压力表,使得该系统能够提供压力稳定的蒸汽。
6.为了实现上述目的,本实用新型采用的技术方案为:
7.一种浮法玻璃生产配合料加蒸汽系统,包括主管,所述主管的进口与余热发电系统的余热蒸汽管道连接,所述主管的出口与原料混合机的加蒸汽接口连接;所述主管在原料车间的部分具有第一连接口和第二连接口,所述第一连接口和所述第二连接口沿供汽方向设置;所述原料车间内设有蒸汽缓冲罐,所述蒸汽缓冲罐包括进汽管和出汽管;所述进汽管与所述第一连接口连接,所述出汽管与所述第二连接口连接;所述第一连接口和所述第二连接口之间设置有第一截止阀;所述蒸汽缓冲罐设置有第一压力表;所述主管上,在所述第二连接口和所述原料混合机之间设有减压阀,在所述减压阀远离所述第二连接口的一侧设有第二压力表。
8.通过在原料车间设置蒸汽缓冲罐,靠近原料混合机,蒸汽在缓冲罐内缓冲后利于蒸汽压力稳定的输送至原料混合机。第一压力表和第二压力表以及和主管上的减压阀,便于操作人员观察蒸汽压力和调整供汽蒸汽压力大小,利于保持蒸汽压力稳定。在第一连接口和第二连接口之间设置的第一截止阀,在蒸汽缓冲罐维修时,可利用主管直接供汽,保障该系统具备应急加蒸汽的功能,为系统运行稳定提供基础保障。
9.作为本实用新型的优选方案,所述蒸汽缓冲罐设有第一压力安全阀;所述第二压力表远离所述减压阀的一侧设有第二压力安全阀。通过设置压力安全阀,便于压力过大时进行自动保护。
10.作为本实用新型的优选方案,所述主管上,在所述第二压力安全阀远离所述第二压力表的一侧设有气动薄膜调节阀,所述气动薄膜调节阀连接有电磁继电器。气动薄膜调节阀采用继电器控制,根据原料混合机需要进行间断的供汽。
11.作为本实用新型的优选方案,该系统还包括控制器,所述控制器的输出端与所述电磁继电器连接作为本实用新型的优选方案,所述气动薄膜调节阀包括行程杆,所述行程杆连接有挡片;沿所述行程杆移动方向上设有第一接近开关和第二接近开关,所述第一接近开关和所述第二接近开关与所述挡片位置适配;所述第一接近开关和所述第二接近开关均连接于所述控制器的输入端。
12.plc控制器输出控制电磁继电器,电磁继电器控制气动薄膜调节阀,接近开关检测到信号后反馈给plc控制器,程序逻辑判断阀门开关是否正常,若异常,则通过人机界面报警告知操作人员。
13.作为本实用新型的优选方案,所述行程杆上连接有指针,所述指针外部设有参照标尺。指针和参照标尺辅助指示气动薄膜调节阀阀门开关是否到位是否正常。
14.作为本实用新型的优选方案,所述主管上,所述气动薄膜调节阀上游和下游分别设有第二截止阀和第三截止阀;在所述第二截止阀上游和所述第三截止阀下游连接有旁通管道,所述旁通管道上设有旁通阀门。可关闭第二截止阀和第三截止阀,以对气动薄膜阀进行维修,在维修时,需要将旁通管道的阀门打开。
15.作为本实用新型的优选方案,所述蒸汽缓冲罐设有排汽管,所述排汽管上设有排汽阀。排汽阀为手动排汽阀,在蒸汽缓冲罐检修时,用于排出蒸汽。
16.作为本实用新型的优选方案,所述蒸汽缓冲罐为卧式蒸汽缓冲罐。蒸汽缓冲罐卧式安装,进汽管和出汽管设置在蒸汽缓冲罐的上侧,与现有供汽的主管位置适配,利于现有生产线的改造。
17.作为本实用新型的优选方案,所述蒸汽缓冲罐的容积为10-20立方米。容积根据每个生产线的蒸汽用量进行适应性调整。多个生产线中,每个生产线的原料车间均设置蒸汽缓冲罐。
18.作为本实用新型的优选方案,所述蒸汽缓冲罐底部设有第一疏水管道,所述第一疏水管道上设有第一疏水阀。蒸汽缓冲罐内的冷凝水通过第一疏水管道排出。
19.作为本实用新型的优选方案,所述主管上,靠近所述原料混合机位置设有第二疏水管道,所述第二疏水管道上设有第二疏水阀。第二疏水管道便于主管中的冷凝水排出,避免冷凝水进入到原料混合机中,影响原料的温度和含水量。
20.作为本实用新型的优选方案,所述主管上,在所述第二连接口和所述减压阀之间设有检修总阀。在整个系统进行维护时,关闭检修总阀,以对第二连接口至原料混合机之间的管道进行系统维修。
21.综上所述,由于采用了上述技术方案,本实用新型的有益效果是:
22.1、本实用新型的浮法玻璃生产配合料加蒸汽系统,使通过在原料车间设置蒸汽缓冲罐,靠近原料混合机,蒸汽在缓冲罐内缓冲后利于蒸汽压力稳定的输送至原料混合机。第一压力表和第二压力表以及和主管上的减压阀,便于操作人员观察蒸汽压力和调整供汽蒸汽压力大小,利于保持蒸汽压力稳定。在第一连接口和第二连接口之间设置的第一截止阀,在蒸汽缓冲罐维修时,可利用主管直接供汽,保障该系统具备应急加蒸汽的功能,为系统运
行稳定提供基础保障。
23.2、本实用新型的浮法玻璃生产配合料加蒸汽系统,通过设置压力表便于观察蒸汽缓冲管和主管的蒸汽压力,设置的压力安全阀能够在压力过大时自动排气减压;通过气动薄膜调节阀利于采用继电器自动控制;设置的三个截止阀与旁通等管路配合,在系统维修时能够保证系统的应急功能,为系统的整体稳定提供保障。
24.3、本实用新型的浮法玻璃生产配合料加蒸汽系统,通过设置plc控制器、电磁继电器和接近开关,plc控制器输出控制电磁继电器,电磁继电器控制气动薄膜调节阀,接近开关检测到信号后反馈给plc控制器,程序逻辑判断阀门开关是否正常,若异常,则通过人机界面报警告知操作人员。另外设置的指针和参照标尺辅助指示气动薄膜调节阀阀门开关是否到位是否正常。
25.4、本实用新型的浮法玻璃生产配合料加蒸汽系统,通过设置疏水管道,避免冷凝水进入到原料混合机中,影响原料的温度和含水量,保证配合料的温度控制,减少因加蒸汽引起的水分波动,提升配合料质量,为高品质玻璃生产提供保障。
附图说明
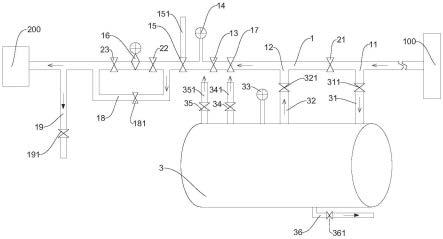
26.图1是实施例1的浮法玻璃生产配合料加蒸汽系统结构示意图。
27.图2是实施例2的浮法玻璃生产配合料加蒸汽系统中的气动薄膜调节阀的结构示意图。
28.图3是实施例2的控制器的连接关系示意图。
29.图4是实施例2的控制器的电气连接示意图。
30.图标:100-余热蒸汽管道;200-原料混合机;
31.301-第一接近开关;302-第二接近开关;303-电磁继电器;304-控制器;
32.1-主管;11-第一连接口;12-第二连接口;13-减压阀;14-第二气压表;15-第二压力安全阀;151-第二排压管;16-气动薄膜调节阀;161-行程杆;162-支架;163-挡片;164-指针;165-参照标尺;
33.17-检修总阀;18-旁通管道;181-旁通阀门;19-第二疏水管道;191-第二疏水阀;
34.21-第一截止阀;22-第二截止阀;23-第三截止阀;
35.3-蒸汽缓冲罐;31-进汽管;311-进汽阀;32-出汽管;321-出汽阀;33-第一压力表;34-第一压力安全阀;341-第一排压管;35-排汽阀;351-排汽管;36-第一疏水管道;361-第一疏水阀。
具体实施方式
36.下面结合附图,对本实用新型作详细的说明。
37.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本实用新型,并不用于限定本实用新型。
38.实施例1
39.一种浮法玻璃生产配合料加蒸汽系统,如图1所示,包括主管1,所述主管1的进口与余热发电系统的余热蒸汽管道100连接,所述主管1的出口与原料混合机200的加蒸汽接
口连接;所述主管1在原料车间的部分具有第一连接口11和第二连接口12,所述第一连接口11和所述第二连接口12沿供汽方向设置;供汽方向从右向左。所述原料车间内设有蒸汽缓冲罐3,所述蒸汽缓冲罐3包括进汽管31和出汽管32;所述进汽管31与所述第一连接口11连接,所述出汽管32与所述第二连接口12连接;所述第一连接口11和所述第二连接点12之间设置有第一截止阀21;所述进汽管31上设有进汽阀311,所述出汽管32上设有出汽阀321。
40.所述蒸汽缓冲罐3设置有第一压力表33;所述主管2上,在所述第二连接口12和所述原料混合机200之间设有减压阀13,在所述减压阀13远离所述第二连接口12的一侧设有第二压力表14。
41.所述蒸汽缓冲罐3设有第一压力安全阀34;所述第一压力安全阀34连接有第一排压管341;所述第二压力表14远离所述减压阀13的一侧设有第二压力安全阀15,所述第二压力安全阀连接有第二排压管151。通过设置压力安全阀,便于压力过大时进行自动保护。
42.所述蒸汽缓冲罐3设有排汽管351,所述排汽管351上设有排汽阀35。排汽阀35为手动排汽阀,在蒸汽缓冲罐3检修时,用于排出蒸汽。
43.所述蒸汽缓冲罐3为卧式蒸汽缓冲罐。蒸汽缓冲罐卧式安装,进汽管31和出汽管32设置在蒸汽缓冲罐3的上侧,与现有供汽的主管1位置适配,利于现有生产线的改造。所述蒸汽缓冲罐3的容积为10-20立方米。容积根据每个生产线的蒸汽用量进行适应性调整。多个生产线中,每个生产线的原料车间均设置蒸汽缓冲罐。所述蒸汽缓冲罐3底部设有第一疏水管道36,所述第一疏水管道36上设有第一疏水阀361。蒸汽缓冲罐3内的冷凝水通过第一疏水管道36排出。
44.所述主管1上,在所述第二压力安全阀15远离所述第二压力表14的一侧设有气动薄膜调节阀16。气动薄膜调节阀16采用继电器控制。
45.所述气动薄膜调节阀16上游和下游分别设有第二截止阀22和第三截止阀23;在所述第二截止阀22上游和所述第三截止阀23下游连接有旁通管道18,所述旁通管道18上设有旁通阀门181。可关闭第二截止阀22和第三截止阀23,以对气动薄膜阀进行维修,在维修时,需要将旁通管道18的旁通阀门181打开。第二截止阀22在所述气动薄膜调节阀16和所述第二压力安全阀15之间。旁通管道18的一端连接于所述主管上第二截止阀22和所述第二压力安全阀15之间。
46.所述主管1上,靠近所述原料混合机100位置设有第二疏水管道19,所述第二疏水管道19上设有第二疏水阀191。具体的,所述第二疏水管道19连接于所述第三截止阀23和所述原料混合机200之间的主管1上,且所述第二疏水管道19连接于所述旁通管道18和所述原料混合机200之间的主管1上。第二疏水管19道便于主管1中的冷凝水排出,避免冷凝水进入到原料混合机100中,影响原料的温度和含水量。
47.所述主管上,在所述第二连接口12和所述减压阀13之间设有检修总阀17。在整个系统进行维护时,关闭检修总阀17,以对第二连接口12至原料混合机100之间的管道进行系统维修。
48.通过在原料车间设置蒸汽缓冲罐3,使用余热发电系统的余热蒸汽,利用蒸汽缓冲罐3向原料混合机加蒸汽,蒸汽在缓冲罐3内缓冲平稳利于蒸汽压力稳定。蒸汽缓冲罐3上的第一压力表33和主管1上的减压阀13,运行时,便于操作人员在观察蒸汽缓冲罐内的压力和调整供汽蒸汽压力大小,利于保持蒸汽压力稳定。在第一连接口11和第二连接口12之间设
置的第一截止阀21,在蒸汽缓冲罐3维修时,可利用主管1直接供汽,保障该系统具备应急加蒸汽的功能,为系统运行稳定提供基础保障。在应急加蒸汽时,蒸汽的稳定性虽收到一定影响,但不会影响整条生产线的运行,避免生产线停线。
49.实施例2
50.一种浮法玻璃生产配合料加蒸汽系统,在实施例1的基础上,对气动薄膜调节阀16的控制方式进行设置。
51.结构上如图2所示,所述气动薄膜调节阀16包括行程杆161,行程杆161外围设有支架162,所述行程杆161连接有挡片163;沿所述行程杆161移动方向上设有第一接近开关301和第二接近开关302,所述第一接近开关301和所述第二接近开关302与所述挡片163位置适配;挡片163随着行程杆161移动;当气动薄膜调节阀16打开时,第一接近开关301与挡片163位置相对;当气动薄膜调节阀16关闭时,第二接近开关302与挡片163位置相对。
52.所述气动薄膜调节阀16连接有电磁继电器303。如图3所示,该系统还包括控制器304,所述控制器304的输出端与所述电磁继电器303连接。所述第一接近开关161和所述第二接近开关162均连接于所述控制器304的输入端。
53.plc控制器304输出控制电磁继电器303,电磁继电器303控制气动薄膜调节阀16,接近开关检测到信号后反馈给plc控制器304,程序逻辑判断阀门开关是否正常,若异常,则通过人机界面报警告知操作人员。具体的plc型号为sm321-16di,第一接近开关为p-sq01,第二接近开关为p-sq02。plc和接近开关的连接方式如图4所示。
54.回到图2,所述行程杆161上连接有指针164,所述指针164外部设有参照标尺165。具体的,参照标尺165连接在支架162上。指针164和参照标尺165辅助指示气动薄膜调节阀阀门开关是否到位是否正常。
55.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。