1.本实用新型属于一种大口径螺旋钢管喷漆打码输送装置,特别是属于一种大口径螺旋钢管喷漆打码转运拨料设备。
背景技术:
2.大口径螺旋钢管是指管径dn800-1000的大口径螺旋钢管。大口径螺旋钢管标识通常是人工使用毛刷在其管口内壁一侧先刷上一层清漆,再使用字板喷上大口径螺旋钢管标识,大口径螺旋钢管人工刷漆喷码效率低,劳动强度大,由于重复劳动且存在人工喷码出现错误的质量风险;同时刷漆喷码完成的大口径螺旋钢管由辊道线转运拨料至大口径螺旋钢管储料台架储存时由于大口径螺旋钢管自重大,大口径螺旋钢管对大口径螺旋钢管储料台架容易发生滚动碰撞,有时对大口径螺旋钢管外表面及大口径螺旋钢管储料台架造成损伤。如何方便的实现大口径螺旋钢管喷漆打码,提高大口径螺旋钢管喷漆打码效率和质量,降低职工劳动强度;如何方便实现将喷漆、打码完成的大口径螺旋钢管滚动拨料至大口径螺旋钢管储料台架,如何防止对大口径螺旋钢管外表面及大口径螺旋钢管储料台架造成损伤是需要解决的问题。
技术实现要素:
3.本实用新型所要解决的技术问题是:提供一种大口径螺旋钢管喷漆打码转运拨料设备。使用该大口径螺旋钢管喷漆打码转运拨料设备能方便实现对大口径螺旋钢管喷漆打码,提高大口径螺旋钢管喷漆打码效率和质量,降低职工劳动强度;还能方便实现将喷漆、打码完成的大口径螺旋钢管滚动拨料至大口径螺旋钢管储料台架,还能防止对大口径螺旋钢管外表面及大口径螺旋钢管储料台架造成损伤。
4.本实用新型解决上述技术问题的技术方案是:一种大口径螺旋钢管喷漆打码转运拨料设备,包括大口径螺旋钢管辊道纵向输送线,构成大口径螺旋钢管辊道纵向输送线的v型辊分别具有v型辊安装座,相对应大口径螺旋钢管辊道纵向输送线设置的大口径螺旋钢管储料台架,大口径螺旋钢管储料台架上顶面依次前、后横向设置有横梁,其特征是:还包括使用喷漆打码机械手安装座安装在大口径螺旋钢管辊道纵向输送线右侧钢混地台顶面上的喷漆打码机械手,喷漆打码机械手与大口径螺旋钢管储料台架相对应,还包括大口径螺旋钢管减震滚动拨料装置,大口径螺旋钢管沿大口径螺旋钢管辊道纵向输送线运行行程限位开关装置,气压和电器控制装置;
5.所述喷漆打码机械手具有6轴机械臂、喷漆打码连杆、喷漆头、打码头、喷漆打码安装头,6轴机械臂底端部使用连接件与安装在钢混地台顶面上的喷漆打码机械手安装座相连接、顶端部使用连接件与喷漆打码连杆右端部相连接,喷漆打码连杆左端部使用连接件与喷漆打码安装头相连接,喷漆头、打码头分别使用连接件依次固定安装在喷漆打码安装头上。
6.作为本技术方案的进一步优选,所述大口径螺旋钢管减震滚动拨料装置包括分别
依次对称安装在大口径螺旋钢管辊道纵向输送线1前部2个v型辊的v型辊安装座前、后两侧钢混地台上的2个大口径螺旋钢管滚动拨料装置,前、后2个大口径螺旋钢管滚动拨料装置分别靠近着大口径螺旋钢管储料台架,前、后对称设置在大口径螺旋钢管储料台架右端部具有的第一根横梁和第二根横梁之间钢混结构地台上的2个大口径螺旋钢管滚动减震装置;
7.所述大口径螺旋钢管滚动拨料装置包括拨料臂、拨料臂顶升气缸、安装座,拨料臂呈厂字形,呈厂字形拨料臂具有较长的部分和较短的部分,安装座为竖直截面呈二台阶形条形块安装座,竖直截面呈二台阶形条形块安装座具有一体成型的较高条形块部分和较低条形块部分,2个竖直截面呈二台阶形条形块安装座对称安装在大口径螺旋钢管辊道纵向输送线前部2个v型辊的v型辊安装座前、后两侧的钢混地台上,前、后2个竖直截面呈二台阶形条形块安装座较高条形块部分靠近着大口径螺旋钢管储料台架右侧立面,前、后2个竖直截面呈二台阶形条形块安装座较高条形块部分顶面前、后两侧位置上分别使用安装座相对应依次安装着一对成对带座轴承,2条呈厂字形拨料臂分别使用其具有较长部分端部分别依次与前、后2个竖直截面呈二台阶形条形块安装座较高条形块部分顶面一对成对带座轴承及安装在一对成对带座轴承之间的转转轴活动连接,2个拨料臂顶升气缸分别使用安装座和销轴依次相对应安装在前、后2个竖直截面呈二台阶形条形块安装座较低条形块部分顶面右侧的位置上,2个拨料臂顶升气缸杠杆端部分别使用v形气缸接头和铰接板依次相对应与2条呈厂字形拨料臂具有较长部分和较短部分结合部的下立面铰接连接。
8.作为本技术方案的进一步优选,所述大口径螺旋钢管滚动减震装置包括硬质弹簧、大口径螺旋钢管顶接板、硬质弹簧安装底座,2个硬质弹簧安装底座前、后对称安装在大口径螺旋钢管储料台架右端部第一根横梁和第二根横梁之间的钢混结构地台上,2条硬质弹簧分别使用硬质弹簧导向套依次安装在硬质弹簧安装底座顶面上,使用硬质弹簧导向套依次安装在硬质弹簧安装底座顶面上的2条硬质弹簧分别具有伸出硬质弹簧导向套上顶面的部分,2条硬质弹簧伸出硬质弹簧导向套上顶面部分的端部顶面分别依次与2块大口径螺旋钢管顶接板下底面固定连接。
9.作为本技术方案的进一步优选,初始状态下,2条硬质弹簧伸出硬质弹簧导向套上顶面部分端部顶面分别依次固定连接的2块大口径螺旋钢管顶接板上顶面与相对应大口径螺旋钢管储料台架右端部上顶面之间的距离为6-10
㎜
;2块大口径螺旋钢管顶接板下底面分别依次与硬质弹簧导向套上顶面之间的距离为10-15
㎜
。
10.作为本技术方案的进一步优选,所述行程限位开关装置为光电开关、光电开关安装座,光电开关安装座相对应大口径螺旋钢管辊道纵向输送线前端部一个v型辊的v型辊安装座安装在靠近喷漆打码机械手安装座左侧立面前部的钢混地台顶面上,光电开关使用安装件安装在光电开关安装座顶面上。
11.所述喷漆打码机械手、大口径螺旋钢管辊道纵向输送线、大口径螺旋钢管储料台架、光电开关均采用现有技术。
12.所述气压和电器控制装置采用现有技术,由plc控制柜控制。
13.本实用新型的有益效果是:由于本实用新型设置了大口径螺旋钢管辊道纵向输送线,大口径螺旋钢管储料台架,还设置了喷漆打码机械手,大口径螺旋钢管减震滚动拨料装置,大口径螺旋钢管沿大口径螺旋钢管辊道纵向输送线运行行程限位开关装置,气压和电
器控制装置;气压和电器控制装置由plc控制柜控制;喷漆打码机械手具有6轴机械臂、喷漆打码连杆、喷漆头、打码头、喷漆打码安装头,plc控制柜发出信号,通过喷漆头喷漆、打码头打码工作转换实现对大口径螺旋钢管喷漆、打码;大口径螺旋钢管减震滚动拨料装置包括分别依次对称安装在大口径螺旋钢管辊道纵向输送线1前端部一个v型辊1a的v型辊安装座前、后两侧钢混地台上的2个大口径螺旋钢管滚动拨料装置,前、后2个大口径螺旋钢管滚动拨料装置分别靠近着大口径螺旋钢管储料台架,前、后对称设置在大口径螺旋钢管储料台架右端部具有的第一根横梁和第二根横梁之间钢混结构地台上的2个大口径螺旋钢管滚动减震装置;大口径螺旋钢管滚动拨料装置包括拨料臂、拨料臂顶升气缸、安装座。使用本实用新型大口径螺旋钢管喷漆打码转运拨料设备方便实现了对大口径螺旋钢管喷漆打码,提高大口径螺旋钢管喷漆打码效率和质量,降低职工劳动强度;还方便实现了将喷漆、打码完成的大口径螺旋钢管滚动拨料至大口径螺旋钢管储料台架;还防止了大口径螺旋钢管对大口径螺旋钢管储料台架的滚动碰撞,对大口径螺旋钢管储料台架及大口径螺旋钢管实现了有效保护。
附图说明
14.下面结合附图和实施例对本实用新型进一步说明;
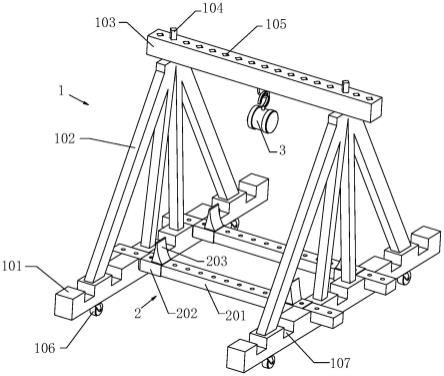
15.图1是本实用新型的结构示意图;
16.图2是本实用新型的俯视图;
17.图3是本实用新型右视图;
18.图4是本实用新型立体图;
19.附图中:1.大口径螺旋钢管辊道纵向输送线、2.大口径螺旋钢管储料台架、3.喷漆打码机械手、31.6轴机械臂、32.喷漆打码连杆、33.喷漆头、34.打码头、35.喷漆打码安装头、36.喷漆打码机械手安装座、1a、前端部一个v型辊、4.呈厂字形拨料臂、5.拨料臂顶升气缸、6.安装座、7.成对带座轴承、8.v形气缸接头、9.硬质弹簧、10.大口径螺旋钢管顶接板、11.硬质弹簧安装底座、12.硬质弹簧导向套、13.光电开关安装座。
具体实施方式
20.下面结合附图1-4,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
21.如图1-4所示,一种大口径螺旋钢管喷漆打码转运拨料设备,包括大口径螺旋钢管辊道纵向输送线1,构成大口径螺旋钢管辊道纵向输送线1的v型辊分别具有v型辊安装座,相对应大口径螺旋钢管辊道纵向输送线1设置的大口径螺旋钢管储料台架2,大口径螺旋钢管储料台架2上顶面依次前、后横向设置有横梁(观察者面对该实用新型说明书附图2,靠近大口径螺旋钢管储料台架一侧为大口径螺旋钢管储料台架前侧,远离大口径螺旋钢管储料台架一侧为大口径螺旋钢管储料台架后侧;观察者左侧为大口径螺旋钢管储料台架左侧、观察者右侧为大口径螺旋钢管储料台架右侧),其特征是:还包括使用喷漆打码机械手安装座36安装在大口径螺旋钢管辊道纵向输送线1右侧钢混地台顶面上的喷漆打码机械手3,喷
漆打码机械手3与大口径螺旋钢管储料台架2相对应,还包括大口径螺旋钢管减震滚动拨料装置,大口径螺旋钢管沿大口径螺旋钢管辊道纵向输送线运行行程限位开关装置,气压和电器控制装置;
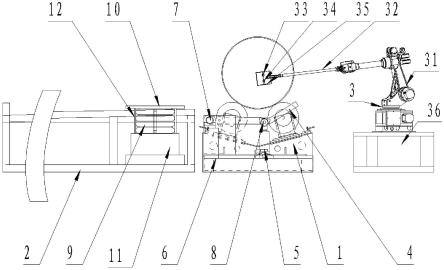
22.所述喷漆打码机械手3具有6轴机械臂31、喷漆打码连杆32、喷漆头33、打码头34、喷漆打码安装头35,6轴机械臂31底端部使用连接件与安装在钢混地台顶面上的喷漆打码机械手安装座36相连接、顶端部使用连接件与喷漆打码连杆32右端部相连接,喷漆打码连杆32左端部使用连接件与喷漆打码安装头35相连接,喷漆头33、打码头34分别使用连接件依次固定安装在喷漆打码安装头35上;plc控制柜发出信号,通过喷漆头33喷漆、打码头34打码工作转换实现对大口径螺旋钢管喷漆、打码。
23.如图1-4所示,在优选实施例中,所述大口径螺旋钢管减震滚动拨料装置包括分别依次对称安装在大口径螺旋钢管辊道纵向输送线1前部2个v型辊的v型辊安装座前、后两侧钢混地台上的2个大口径螺旋钢管滚动拨料装置,前、后2个大口径螺旋钢管滚动拨料装置分别靠近着大口径螺旋钢管储料台架,前、后对称设置在大口径螺旋钢管储料台架2右端部具有的第一根横梁和第二根横梁之间钢混结构地台上的2个大口径螺旋钢管滚动减震装置;
24.所述大口径螺旋钢管滚动拨料装置包括拨料臂、拨料臂顶升气缸5、安装座6,拨料臂呈厂字形,呈厂字形拨料臂4具有较长的部分和较短的部分,安装座6为竖直截面呈二台阶形条形块安装座,竖直截面呈二台阶形条形块安装座具有一体成型的较高条形块部分和较低条形块部分,2个竖直截面呈二台阶形条形块安装座对称安装在大口径螺旋钢管辊道纵向输送线1前部2个v型辊的v型辊安装座前、后两侧的钢混地台上,对称安装在大口径螺旋钢管辊道纵向输送线1前部2个v型辊的v型辊安装座前、后两侧钢混地台上的前、后2个竖直截面呈二台阶形条形块安装座较高条形块部分靠近着大口径螺旋钢管储料台架2右侧立面,前、后2个竖直截面呈二台阶形条形块安装座较高条形块部分顶面前、后两侧位置上分别使用安装座相对应依次安装着一对成对带座轴承7,2条呈厂字形拨料臂4分别使用其具有较长部分端部分别依次与前、后2个竖直截面呈二台阶形条形块安装座较高条形块部分顶面一对成对带座轴承7及安装在一对成对带座轴承7之间的转转轴活动连接,2个拨料臂顶升气缸5分别使用安装座和销轴依次相对应安装在前、后2个竖直截面呈二台阶形条形块安装座较低条形块部分顶面右侧的位置上,2个拨料臂顶升气缸5杠杆端部分别使用v形气缸接头8和铰接板依次相对应与2条呈厂字形拨料臂4具有较长部分和较短部分结合部的下立面铰接连接;同时启动2个大口径螺旋钢管滚动拨料装置的拨料臂顶升气缸5,2个拨料臂顶升气缸5分别同时顶升呈厂字形拨料臂4,2条呈厂字形拨料臂4可方便的将停放在大口径螺旋钢管辊道纵向输送线1前端部v型辊上的完成喷漆、打码大口径螺旋钢管滚动拨动至大口径螺旋钢管储料台架2内储存。
25.如图1-2所示,在优选实施例中,所述大口径螺旋钢管滚动减震装置包括硬质弹簧9、大口径螺旋钢管顶接板10、硬质弹簧安装底座11,2个硬质弹簧安装底座11前、后对称安装在大口径螺旋钢管储料台架2右端部第一根横梁和第二根横梁之间的钢混结构地台上,2条硬质弹簧9分别使用硬质弹簧导向套12依次安装在硬质弹簧安装底座11顶面上,使用硬质弹簧导向套12依次安装在硬质弹簧安装底座11顶面上的2条硬质弹簧9分别具有伸出硬质弹簧导向套12上顶面的部分,2条硬质弹簧9伸出硬质弹簧导向套12上顶面部分的端部顶
面分别依次与2块大口径螺旋钢管顶接板10下底面固定连接;前、后对称设置在大口径螺旋钢管储料台架2右端部具有的第一根横梁和第二根横梁之间钢混结构地台上的2个大口径螺旋钢管滚动减震装置的2块大口径螺旋钢管顶接板10实现了对喷漆、打码完成大口径螺旋钢管滚动拨料至大口径螺旋钢管储料台架2时的减震滚动拨料。
26.如图1所示,在优选实施例中,初始状态下,2条硬质弹簧6伸出硬质弹簧导向套12上顶面部分端部顶面分别依次固定连接的2块大口径螺旋钢管顶接板10上顶面与相对应大口径螺旋钢管储料台架3右端部上顶面之间的距离为6-10
㎜
;2块大口径螺旋钢管顶接板10下底面分别依次与硬质弹簧导向套12上顶面之间的距离为10-15
㎜
;
27.如图2所示,在优选实施例中,所述行程限位开关装置为光电开关(说明书附图中未画出)、光电开关安装座13,光电开关安装座13相对应大口径螺旋钢管辊道纵向输送线1前端部一个v型辊1a的v型辊安装座安装在靠近喷漆打码机械手安装座36左侧立面前部的钢混地台顶面上,光电开关使用安装件安装在光电开关安装座13顶面上;当待喷漆打码大口径螺旋钢管沿大口径螺旋钢管辊道纵向输送线1运行至大口径螺旋钢管辊道纵向输送线前端部一个v型辊并伸出安装在该前端部一个v型辊的v型辊安装座前侧钢混地台上的大口径螺旋钢管滚动拨料装置的呈厂字形拨料臂4前侧立面时,光电开关可及时发出信号给plc控制柜,plc控制柜发出信号停止大口径螺旋钢管辊道纵向输送线1运行。
28.具体使用时,待喷漆打码大口径螺旋钢管沿大口径螺旋钢管辊道纵向输送线1运行至大口径螺旋钢管辊道纵向输送线前端部一个v型辊1a并伸出安装在该前端部一个v型辊的v型辊安装座前侧钢混地台上的大口径螺旋钢管滚动拨料装置的呈厂字形拨料臂4前侧立面时,光电开关发出信号给plc控制柜,plc控制柜发出信号停止大口径螺旋钢管辊道纵向输送线1运行,同时plc控制柜发出信号给喷漆打码机械手3,喷漆打码机械手3转动其6轴机械臂31,6轴机械臂31依次旋转转动带动喷漆打码连杆32、喷漆打码安装头35使喷漆打码安装头35与大口径螺旋钢管辊道纵向输送线1上的待待喷漆打码大口径螺旋钢管内壁高度相距20-25cm、与管口相距15-20cm位置时,plc控制柜发出信号停止喷漆打码机械手的6轴机械臂31转动,plc控制柜发出信号,依次启动喷漆头33为大口径螺旋钢管内表面喷漆、打码头34在大口径螺旋钢管内表面喷漆部位打码,通过喷漆头33喷漆、打码头34打码工作切换实现对大口径螺旋钢管喷漆、打码;喷漆打码机械手3喷漆、打码结束;plc控制柜发出信号,喷漆打码机械手复位;
29.大口径螺旋钢管喷漆、打码完成,plc控制柜发出信号,同时启动2个大口径螺旋钢管滚动拨料装置的拨料臂顶升气缸5,2个拨料臂顶升气缸5分别同时顶升呈厂字形拨料臂4,2条呈厂字形拨料臂4将停放在大口径螺旋钢管辊道纵向输送线前端部v型辊上的完成喷漆、打码大口径螺旋钢管滚动拨动至大口径螺旋钢管储料台架2内储存;plc控制柜发出信号,2个大口径螺旋钢管滚动拨料装置的拨料臂顶升气缸5分别带动呈厂字形拨料臂4复位;重复上述过程,完成下一根大口径螺旋钢管沿大口径螺旋钢管辊道纵向输送线运行、停止过程,完成下一根待喷漆打码大口径螺旋钢管喷漆、打码过程;重复下一根完成喷漆、打码完成的大口径螺旋钢管沿滚动拨料过程;前、后对称设置在大口径螺旋钢管储料台架2右端部具有的第一根横梁和第二根横梁之间钢混结构地台上的2个大口径螺旋钢管滚动减震装置的2块大口径螺旋钢管顶接板10实现对喷漆、打码完成大口径螺旋钢管滚动拨料至大口径螺旋钢管储料台架2时的减震滚动拨料。
30.通过上述的说明内容,本领域技术人员完全可以在不偏离本项发明技术思想的范围内,进行多样的变更以及修改都在本实用新型的保护范围之内。本实用新型的未尽事宜,属于本领域技术人员的公知常识。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。