1.本发明涉及压缩机技术领域,尤其涉及一种螺杆转子型线设计方法和螺杆压缩机。
背景技术:
2.螺杆压缩机凭借着结构简单、动力平衡性好和节能高效等优点,已成为近年来发展最快的一种容积式压缩机械,被广泛地应用于空气动力、制冷空调、石油化工、工艺流程及燃料电池等工业领域。
3.螺杆压缩机的工作过程是依靠阴阳转子螺旋齿面的周期性啮合旋转完成。作为螺杆压缩机的核心部件,阴、阳转子型线(截面为齿形)决定了螺杆压缩机的整体性能。但是传统的设计方法是通过转子法同时设计出阴转子型线和阳转子型线,其计算量较大且时常会出现型线修改、实验搭建不便等问题,因此其设计效率低下。
技术实现要素:
4.本发明提供一种螺杆转子型线设计方法和螺杆压缩机,用以解决现有技术中阴、阳转子型线设计效率低下的问题。
5.第一方面,本发明提供一种螺杆转子型线设计方法,所述方法包括:
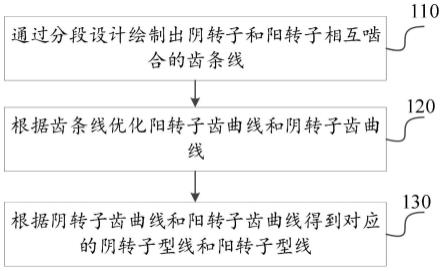
6.通过分段设计绘制出阴转子和阳转子相互啮合的齿条线,所述齿条线是由七段曲线首尾光滑连接而成,该七段曲线依次包括ab段、bc段、cd段、de段、ef段、fg段以及gh段;
7.根据所述齿条线优化阳转子齿曲线和阴转子齿曲线,所述阳转子齿曲线包括顺序光滑连接的a1b1段、b1c1段、c1d1段、d1e1段、e1f1段、f1g1段以及g1h1段,所述阴转子齿曲线包括顺序光滑连接的a2b2段、b2c2段、c2d2段、d2e2段、e2f2段、f2g2段以及g2h2段;
8.根据所述阴转子齿曲线和所述阳转子齿曲线得到对应的阴转子型线和阳转子型线。
9.在本发明一实施例中,根据所述齿条线通过坐标转换公式生成所述阳转子齿曲线和所述阴转子齿曲线,所述坐标转换公式为:
[0010][0011]
其中,xc,yc为阴转子或阳转子的齿条坐标,μ1为齿条坐标变化到型线坐标的角度,r
p1
为转子的节圆半径,x1,y1为阴转子或阳转子的齿形坐标。
[0012]
在本发明一实施例中,所述根据所述齿条线优化阳转子齿曲线和阴转子齿曲线的步骤包括:
[0013]
将所述齿条线的ab段、bc段、cd段、de段、ef段、fg段以及gh段由齿条坐标系转换为阳转子的齿形坐标系,得到所述阳转子齿曲线;和
[0014]
将所述齿条线的ab段、bc段、cd段、de段、ef段、fg段以及gh段由齿条坐标系转换为阴转子的齿形坐标系,得到所述阴转子齿曲线;
[0015]
其中,ab段是以o3为圆心,半径为n1倍阴转子节圆半径的一段圆弧,n1为大于0.1且小于等于0.15的正数,ab段在起点处与hb段光滑连接,在终点处与bc段相切;
[0016]
bc段是以o4为圆心,半径为n2倍阴转子节圆半径的一段圆弧,n2为大于0.1且小于等于0.2的正数,bc段在起点处与ab段光滑连接,在终点处与cd段相切;
[0017]
cd段是以o5为圆心,半径为n3倍阴转子节圆半径的一段椭圆弧,n3为大于0.5且小于等于0.7的正数,cd段在起点处与bc段光滑连接,在终点处与de段相切;
[0018]
de段是以o6为圆心,半径为n4倍阴转子节圆半径的一段圆弧,n4为大于0.8且小于等于1.1的正数,de段在起点处与cd段光滑连接,在终点处与ef段相切;
[0019]
ef段是以o7为中心,以长径为n5倍阴转子节圆半径和短径为n6倍阴转子节圆半径的一段椭圆曲线,n5为大于0.6且小于等于0.8的正数,n6为大于0.3且小于等于0.5的正数,ef段在起点处与de段光滑连接,在终点处与fg段相切;
[0020]
fg段是以o8为圆心,半径为n7倍阴转子节圆半径的一段圆弧,n7为大于0.1且小于等于0.5的正数,fg段在起点处与ef段光滑连接,在终点处与gh段相切;
[0021]
gh段是长度为n8倍阴转子节圆半径的直线段,n8为大于0.1且小于等于0.3的正数,gh段在起点处与fg段光滑连接,在终点处与ha段相切的。
[0022]
在本发明一实施例中,所述阴转子和所述阳转子的齿数比为5:3。
[0023]
在本发明一实施例中,所述阴转子型线和所述阳转子型线的外接圆直径相等。
[0024]
第二方面,本发明还提供一种螺杆压缩机,包括阴转子和阳转子,所述阴转子和所述阳转子相互啮合的齿条线是由七段曲线首尾光滑连接而成,该七段曲线依次包括ab段、bc段、cd段、de段、ef段、fg段以及gh段;
[0025]
根据所述齿条线生成的阳转子齿曲线包括顺序光滑连接的a1b1段、b1c1段、c1d1段、d1e1段、e1f1段、f1g1段以及g1h1段;
[0026]
根据所述齿条线生成的阴转子齿曲线包括顺序光滑连接的a2b2段、b2c2段、c2d2段、d2e2段、e2f2段、f2g2段以及g2h2段;
[0027]
所述阳转子齿曲线用于生成阳转子型线,所述阴转子齿曲线用于生成阴转子型线。
[0028]
在本发明一实施例中,根据所述齿条线通过坐标转换公式生成所述阳转子齿曲线和所述阴转子齿曲线,所述坐标转换公式为:
[0029][0030]
其中,xc,yc为阴转子或阳转子的齿条坐标,μ1为齿条坐标变化到型线坐标的角度,r
p1
为转子的节圆半径,x1,y1为阴转子或阳转子的齿形坐标。
[0031]
在本发明一实施例中,
[0032]
所述阳转子齿曲线是将所述齿条线的ab段、bc段、cd段、de段、ef段、fg段以及gh段由齿条坐标系转换为阳转子的齿形坐标系而得到的;
[0033]
所述阴转子齿曲线是将所述齿条线的ab段、bc段、cd段、de段、ef段、fg段以及gh段由齿条坐标系转换为阴转子的齿形坐标系而得到的;
[0034]
其中,ab段是以o3为圆心,半径为n1倍阴转子节圆半径的一段圆弧,n1为大于0.1且小于等于0.15的正数,ab段在起点处与hb段光滑连接,在终点处与bc段相切;
[0035]
bc段是以o4为圆心,半径为n2倍阴转子节圆半径的一段圆弧,n2为大于0.1且小于等于0.2的正数,bc段在起点处与ab段光滑连接,在终点处与cd段相切;
[0036]
cd段是以o5为圆心,半径为n3倍阴转子节圆半径的一段椭圆弧,n3为大于0.5且小于等于0.7的正数,cd段在起点处与bc段光滑连接,在终点处与de段相切;
[0037]
de段是以o6为圆心,半径为n4倍阴转子节圆半径的一段圆弧,n4为大于0.8且小于等于1.1的正数,de段在起点处与cd段光滑连接,在终点处与ef段相切;
[0038]
ef段是以o7为中心,以长径为n5倍阴转子节圆半径和短径为n6倍阴转子节圆半径的一段椭圆曲线,n5为大于0.6且小于等于0.8的正数,n6为大于0.3且小于等于0.5的正数,ef段在起点处与de段光滑连接,在终点处与fg段相切;
[0039]
fg段是以o8为圆心,半径为n7倍阴转子节圆半径的一段圆弧,n7为大于0.1且小于等于0.5的正数,fg段在起点处与ef段光滑连接,在终点处与gh段相切;
[0040]
gh段是长度为n8倍阴转子节圆半径的直线段,n8为大于0.1且小于等于0.3的正数,gh段在起点处与fg段光滑连接,在终点处与ha段相切的。
[0041]
在本发明一实施例中,所述阴转子型线和所述阳转子型线的齿数比为5:3。
[0042]
在本发明一实施例中,所述阴转子型线和所述阳转子型线的外接圆直径相等。
[0043]
本发明提供的一种螺杆转子型线设计方法和螺杆压缩机,通过分段设计绘制出阴转子和阳转子相互啮合的齿条线,并根据所述齿条线优化阳转子齿曲线和阴转子齿曲线,再由所述阴转子齿曲线和所述阳转子齿曲线得到对应的阴转子型线和阳转子型线,由于齿条可以反映螺杆压缩机的性能,通过分段设计齿条线来生成转子型线,然后再分段优化齿条线来达到优化转子型线的目的,可避免直接优化阴转子型线和阳转子型线而带来的较大计算量,从而提高转子型线的设计效率。
附图说明
[0044]
为了更清楚地说明本发明或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作一简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
[0045]
图1是本发明提供的螺杆转子型线设计方法的流程示意图;
[0046]
图2是本发明提供的阴阳转子相互啮合时的齿条线示意图;
[0047]
图3是本发明提供的阳转子齿曲线示意图;
[0048]
图4是本发明提供的阴转子齿曲线示意图;
[0049]
图5是本发明提供的阴阳转子相互啮合时的型线示意图。
[0050]
上述图2~图5中:o是齿条坐标系的轴心,o1是阳转子的齿形坐标系的轴心,o2是阴转子的齿形坐标系的轴心;
[0051]
r1是阳转子齿顶圆的半径,r2是阴转子齿顶圆的半径;
[0052]
mj是阳转子节圆,r1j是阳转子节圆半径;
[0053]
fj是阴转子节圆,r2j是阴转子节圆半径,r2j=r2;
[0054]
a是两转子的中心距,a=r1j r2j;
[0055]
o3是ab段的圆心,r3是ab段的半径;
[0056]
o4是bc段的圆心,r4是bc段的半径;
[0057]
o5是cd段的圆心,r5是cd段的半径;
[0058]
o6是de段的圆心,r6是de段的半径;
[0059]
o7是ef段的中心,r7-1是ef段的长径,r7-2是ef段的短径;
[0060]
o8是fg段的圆心,r8是fg段的半径;
[0061]
l是gh段的长度。
具体实施方式
[0062]
为使本发明的目的、技术方案和优点更加清楚,下面将结合本发明中的附图,对本发明中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0063]
本发明的说明书和权利要求书及上述附图中的术语“第一”、“第二”等是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。应该理解这样使用的数据在适当情况下可以互换,以便这里描述的实施例能够以除了在这里图示或描述的内容以外的顺序实施。
[0064]
以下对本发明涉及的技术术语进行描述:
[0065]
螺杆压缩机的核心零件是转子,其型线(型线的截面为齿形)要求具有尽量大的齿间容积、良好的啮合特性和较小的气体动力损失。其中,转子的齿面与转子轴线垂直面得到的截交线称为型线。
[0066]
一种优秀的转子型线要求齿形光滑(流动损失小)、接触线连续且尽可能短(密封效果好)、泄漏三角形小(减少内泄漏)、封闭容积小,磨削加工性好(易于加工)。本发明的型线设计已经摒弃了早期的点(直线)摆线(对啮合性、加工性比较敏感)而全部采用光滑的数学曲线(如圆弧、椭圆、抛物线等),将转子密封边侧的密封方式由传统的点(线)-弧线密封转化为弧线-弧线密封带,减少了内泄漏,提高了容积效率。
[0067]
因此,为了解决现有技术中阴、阳转子型线设计效率低下的问题,本发明提供的一种螺杆转子型线设计方法和螺杆压缩机,通过分段设计绘制出阴转子和阳转子相互啮合的齿条线,并根据所述齿条线优化阳转子齿曲线和阴转子齿曲线,再由所述阴转子齿曲线和所述阳转子齿曲线得到对应的阴转子型线和阳转子型线,由于齿条可以反映螺杆压缩机的性能,通过分段设计齿条线来生成转子型线,然后再分段优化齿条线来达到优化转子型线的目的,可避免直接优化阴转子型线和阳转子型线而带来的较大计算量,从而提高转子型线的设计效率。
[0068]
下面结合图1-图5描述本发明的螺杆转子型线设计方法。
[0069]
请参考图1,图1是本发明提供的螺杆转子型线设计方法的流程示意图。一种螺杆转子型线设计方法,所述方法包括:
[0070]
步骤110,通过分段设计绘制出阴转子和阳转子相互啮合的齿条线。
[0071]
示例性地,齿条线是由七段曲线首尾光滑连接而成,该七段曲线依次包括ab段、bc段、cd段、de段、ef段、fg段以及gh段。
[0072]
由于双螺杆压缩机的性能主要是通过齿条来反映的,可以首先通过分段设计齿条
来生成转子型线,然后再分段优化齿条线来达到优化转子型线的目的,这样避免了同时设计阴阳转子型线,减少了优化设计的计算量,提高转子型线的设计效率。
[0073]
例如,可通过齿条分段并结合直线段、圆弧段、椭圆曲线以及抛物线段的一种或多种组合绘制出阴转子和阳转子相互啮合的齿条线。
[0074]
步骤120,根据齿条线生成阳转子齿曲线和阴转子齿曲线。
[0075]
示例性地,所述阳转子齿曲线包括顺序光滑连接的a1b1段、b1c1段、c1d1段、d1e1段、e1f1段、f1g1段以及g1h1段;所述阴转子齿曲线包括顺序光滑连接的:a2b2段、b2c2段、c2d2段、d2e2段、e2f2段、f2g2段以及g2h2段。
[0076]
步骤130,根据阴转子齿曲线和阳转子齿曲线得到对应的阴转子型线和阳转子型线。
[0077]
本发明采用基于齿条线的转子型线设计方法,与传统型线设计方法相比,齿条线法具有型线设计过程简单、效率高等优点,可利用优化算法对生成的齿条轮廓进行优化。这里选用优化算法具有从输入到输出的映射功能,可以解决许多复杂的非线性问题还能够解决目标函数无法用解析式表达的问题,实现了齿条轮廓的优化和转子型线的改进,使得接触线长度达到比较小情况下,尽量减少泄露三角形面积,较大程度减少了压缩机的泄露,相对容积效率达到比较高。
[0078]
以下通过实施例对上述步骤进行具体描述。
[0079]
请参考图2,图2是本发明提供的阴阳转子相互啮合时的齿条线示意图。图2示出了一组绘制的齿条线,该齿条线是由七段曲线首尾光滑连接而成,该七段曲线依次包括ab段(可为齿条圆弧段)、bc段(可为齿条圆弧段)、cd段(可为齿条椭圆弧段)、de段(可为齿条圆弧段)、ef段(可为齿条圆弧段)、fg段(可为齿条三次样条曲线段)以及gh段(可为齿条曲线段)。
[0080]
其中,ab段是以o3为圆心,半径r3为n1倍阴转子节圆半径r2j(r2j=r2,即r3=n1*r2)的一段圆弧,n1为大于0.1且小于等于0.15的正数(即0.1《n1≤0.15),ab段在起点处与hb段光滑连接,在终点处与bc段相切。
[0081]
其中,bc段是以o4为圆心,半径r4为n2倍阴转子节圆半径r2j(r2j=r2,即r4=n2*r2)的一段圆弧,n2为大于0.1且小于等于0.2的正数(即0.1《n2≤0.2),bc段在起点处与ab段光滑连接,在终点处与cd段相切。
[0082]
其中,cd段是以o5为圆心,半径r5为n3倍阴转子节圆半径r2j(r2j=r2,即r5=n3*r2)的一段椭圆弧,n3为大于0.5且小于等于0.7的正数(即0.5《n3≤0.7),cd段在起点处与bc段光滑连接,在终点处与de段相切。
[0083]
其中,de段是以o6为圆心,半径r6为n4倍阴转子节圆半径r2j(r2j=r2,即r6=n4*r2)的一段圆弧,n4为大于0.8且小于等于1.1的正数(即0.8《n4≤1.1),de段在起点处与cd段光滑连接,在终点处与ef段相切。
[0084]
其中,ef段是以o7为中心,是以长径r7-1为n5倍阴转子节圆半径r2j(r2j=r2,即r7-1=n5*r2)和短径r7-2为n6倍阴转子节圆半径r2j(r2j=r2,即r7-2=n6*r2)的一段椭圆曲线,n5为大于0.6且小于等于0.8的正数(即0.6《n5≤0.8),n6为大于0.3且小于等于0.5的正数(即0.3《n6≤0.5),ef段在起点处与de段光滑连接,在终点处与fg段相切。
[0085]
其中,fg段是以o8为圆心,半径r8为n7倍阴转子节圆半径r2j(r2j=r2,即r8=n7*
r2)的一段圆弧,n7为大于0.1且小于等于0.5的正数(即0.1《n7≤0.5),fg段在起点处与ef段光滑连接,在终点处与gh段相切。
[0086]
其中,gh段是长度l为n8倍阴转子节圆半径r2j(r2j=r2,即l=n8*r2)的直线段,n8为大于0.1且小于等于0.3的正数(即0.1《n8≤0.3),gh段在起点处与fg段光滑连接,在终点处与ha段相切的。
[0087]
需要说明的是,转子型线的设计方法可由转子的加工方式决定。例如,转子的现代加工主要有成形刀具(包括铣削加工的铣刀、滚削加工的滚刀和磨削加工的砂轮)法和齿条法。成形刀具需要分别设计阴、阳转子的加工刀具。
[0088]
而设计或确定螺杆转子的型线,可将不同的基本曲线组合在一起,大致形成所需的形状。例如,转子间相互生成型线,亦可称为“转子法”。相对的齿条法则是将型线设计集中在加工齿条上,再由包络关系生成转子齿形。采用转子法设计时,某个转子(例如阴转子或阳转子)首先由确定的基本曲线组合完毕,对应的另一个转子(例如阳转子或阴转子)则由包络啮合原理确定求得。因此,转子法一般包括包络条件求取和坐标变换两个步骤。而采用齿条法设计时,除了包括这两个步骤,还需要合理选取坐标系,以高效便捷地实现计算过程。
[0089]
示例性地,根据所述齿条线通过坐标转换公式生成所述阳转子齿曲线和所述阴转子齿曲线,所述坐标转换公式为:
[0090][0091]
其中,xc,yc为阴转子或阳转子的齿条坐标,μ1为齿条坐标变化到型线坐标的角度,r
p1
为转子的节圆半径,x1,y1为阴转子或阳转子的齿形坐标。
[0092]
示例性地,将图2示出的齿条线的ab段、bc段、cd段、de段、ef段、fg段以及gh段通过上述坐标转换公式由齿条坐标系转换为阳转子的齿形坐标系,得到阳转子齿曲线。所述阳转子齿曲线包括顺序光滑连接的a1b1段、b1c1段、c1d1段、d1e1段、e1f1段、f1g1段以及g1h1段,如图3所示。
[0093]
示例地,将图2示出的齿条线的ab段、bc段、cd段、de段、ef段、fg段以及gh段通过上述坐标转换公式由齿条坐标系转换为阴转子的齿形坐标系,得到阴转子齿曲线。所述阴转子齿曲线包括顺序光滑连接的a2b2段、b2c2段、c2d2段、d2e2段、e2f2段、f2g2段以及g2h2段,如图4所示。
[0094]
具体地,上述阴转子齿曲线中:
[0095]
阴转子齿曲线的a2b2段是由齿条线的ab段通过齿条坐标系转换到阴转子的齿形坐标系的坐标转换公式获得。
[0096]
阴转子齿曲线的b2c2段是由齿条线的bc段通过齿条坐标系转换到阴转子的齿形坐标系的坐标转换公式获得。
[0097]
阴转子齿曲线的c2d2段是由齿条线的cd段通过齿条坐标系转换到阴转子的齿形坐标系的坐标转换公式获得。
[0098]
阴转子齿曲线的d2e2段是由齿条de段通过齿条坐标系转换到阴转子的齿形坐标系的坐标转换公式获得。
[0099]
阴转子齿曲线的e2f2段是由齿条线的ef段通过齿条坐标系转换到阴转子的齿形坐
标系的坐标转换公式获得。
[0100]
阴转子齿曲线的f2g2段是由齿条线的fg段通过齿条坐标系转换到阴转子的齿形坐标系的坐标转换公式获得。
[0101]
阴转子齿曲线的g2h2段是由齿条线的gh段通过齿条坐标系转换到阴转子的齿形坐标系的坐标转换公式获得。
[0102]
具体地,上述阳转子齿曲线中:
[0103]
阳转子齿曲线的a1b1段是由齿条线的ab段通过齿条坐标系转换到阳转子的齿形坐标系的坐标转换公式获得。
[0104]
阳转子齿曲线的b1c1段是由齿条线的bc段通过齿条坐标系转换到阳转子的齿形坐标系的坐标转换公式获得。
[0105]
阳转子齿曲线的c1d1段是由齿条线的cd段通过齿条坐标系转换到阳转子的齿形坐标系的坐标转换公式获得。
[0106]
阳转子齿曲线的d1e1段是由齿条线的de段通过齿条坐标系转换到阳转子的齿形坐标系的坐标转换公式获得。
[0107]
阳转子齿曲线的e1f1段是由齿条线的ef段通过齿条坐标系转换到阳转子的齿形坐标系的坐标转换公式获得。
[0108]
阳转子齿曲线的f1g1段是由齿条线的fg段通过齿条坐标系转换到阳转子的齿形坐标系的坐标转换公式获得。
[0109]
阳转子齿曲线的g1h1段是由齿条线的gh段通过齿条坐标系转换到阳转子的齿形坐标系的坐标转换公式获得。
[0110]
因此,通过优化齿条,使得阴转子的采用了比较合适的齿深半径,非常适合大流量的压缩机,同时又保留比较深的齿厚,使得阳转子达到比较好的刚性条件。
[0111]
请参考图5,图5是本发明提供的阴阳转子相互啮合时的型线示意图。根据上述的阴转子齿曲线和阳转子齿曲线得到对应的阴转子型线和阳转子型线。图5示出的下方的阴转子和上方的阳转子的齿数比为5:3,例如阴转子为5齿,阳转子为3齿。
[0112]
本发明的阴转子的型线设计成流线型,可减小了气流的扰动阻力,减少了损失,降低了噪音,提高了转子的运行效率。
[0113]
示例性地,阴转子型线和阳转子型线的外接圆直径相等。将阴阳转子的型线设计成一样大,使得阴阳转子的刚性一样,便于加工与装配,并且齿条优化后,型线齿面间光滑连接,便于采用加工和检测,使得螺杆转子刀具寿命大大增加。
[0114]
本发明还提供一种螺杆压缩机,包括阴转子和阳转子,所述阴转子和所述阳转子相互啮合的齿条线是由七段曲线首尾光滑连接而成,该七段曲线依次包括ab段、bc段、cd段、de段、ef段、fg段以及gh段;
[0115]
根据所述齿条线生成的阳转子齿曲线包括顺序光滑连接的a1b1段、b1c1段、c1d1段、d1e1段、e1f1段、f1g1段以及g1h1段;
[0116]
根据所述齿条线生成的阴转子齿曲线包括顺序光滑连接的a2b2段、b2c2段、c2d2段、d2e2段、e2f2段、f2g2段以及g2h2段;
[0117]
所述阳转子齿曲线用于生成阳转子型线,所述阴转子齿曲线用于生成阴转子型线。
[0118]
示例性地,根据所述齿条线通过坐标转换公式生成所述阳转子齿曲线和所述阴转子齿曲线,所述坐标转换公式为:
[0119][0120]
其中,xc,yc为阴转子或阳转子的齿条坐标,μ1为齿条坐标变化到型线坐标的角度,r
p1
为转子的节圆半径,x1,y1为阴转子或阳转子的齿形坐标。
[0121]
示例性地,所述阳转子齿曲线是将所述齿条线的ab段、bc段、cd段、de段、ef段、fg段以及gh段由齿条坐标系转换为阳转子的齿形坐标系而得到的;
[0122]
所述阴转子齿曲线是将所述齿条线的ab段、bc段、cd段、de段、ef段、fg段以及gh段由齿条坐标系转换为阴转子的齿形坐标系而得到的;
[0123]
其中,ab段是以o3为圆心,半径为n1倍阴转子节圆半径的一段圆弧,n1为大于0.1且小于等于0.15的正数,ab段在起点处与hb段光滑连接,在终点处与bc段相切;
[0124]
bc段是以o4为圆心,半径为n2倍阴转子节圆半径的一段圆弧,n2为大于0.1且小于等于0.2的正数,bc段在起点处与ab段光滑连接,在终点处与cd段相切;
[0125]
cd段是以o5为圆心,半径为n3倍阴转子节圆半径的一段椭圆弧,n3为大于0.5且小于等于0.7的正数,cd段在起点处与bc段光滑连接,在终点处与de段相切;
[0126]
de段是以o6为圆心,半径为n4倍阴转子节圆半径的一段圆弧,n4为大于0.8且小于等于1.1的正数,de段在起点处与cd段光滑连接,在终点处与ef段相切;
[0127]
ef段是以o7为中心,以长径为n5倍阴转子节圆半径和短径为n6倍阴转子节圆半径的一段椭圆曲线,n5为大于0.6且小于等于0.8的正数,n6为大于0.3且小于等于0.5的正数,ef段在起点处与de段光滑连接,在终点处与fg段相切;
[0128]
fg段是以o8为圆心,半径为n7倍阴转子节圆半径的一段圆弧,n7为大于0.1且小于等于0.5的正数,fg段在起点处与ef段光滑连接,在终点处与gh段相切;
[0129]
gh段是长度为n8倍阴转子节圆半径的直线段,n8为大于0.1且小于等于0.3的正数,gh段在起点处与fg段光滑连接,在终点处与ha段相切的。
[0130]
示例性地,所述阴转子型线和所述阳转子型线的齿数比为5:3。
[0131]
示例性地,所述阴转子型线和所述阳转子型线的外接圆直径相等。
[0132]
综上所述,本发明设计具有上述齿型线的螺杆压缩机,能使阳转子与阴转子在工作过程中实现最佳啮合,相邻两段组成齿曲线在连接点处光滑过渡,转子面积利用系数比较大,接触线较短和泄漏三角形相对较小,型线成流线型,并且阴阳转子一样大,具有好的压缩机热力学性能,从而提高螺杆压缩机的工作效率,并在加工过程中提高精度,延长刀具的寿命。
[0133]
在此需要说明的是,本发明实施例提供的上述螺杆压缩机,能够实现上述方法实施例所实现的所有方法步骤,且能够达到相同的技术效果,在此不再对本实施例中与方法实施例相同的部分及有益效果进行具体赘述。
[0134]
最后应说明的是:以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和
范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。