技术特征:
1.一种优化冷却成形的短纤维直纺工艺,其特征在于,包括以下步骤:s1:将聚酯熔融制备成聚酯熔体;s2:将聚酯熔体采用纺丝组件经在280-300℃下纺丝-冷却-卷绕-集束-牵伸-热定型-卷曲-切断-打包入库工艺制备成短纤维;所述冷却采用的是环吹风和中心吹风相结合,且所述环吹风温度等于所述中心吹风温度;所述冷却的风温为15-30℃。2.如权利要求1所述的优化冷却成形的短纤维直纺工艺,其特征在于,所述纺丝组件包括喷丝板(4),所述喷丝板(4)呈圆形,所述喷丝板(4)沿圆周方向上设有若干喷丝孔(10),且所述喷丝孔(10)从所述喷丝板(4)中心向所述喷丝板(4)边缘分布有若干圈;所述喷丝板(4)中心点上垂直于所述喷丝板(4)设有排风管(6),所述排风管(6)上设有若干排风孔(7);所述喷丝板(4)沿径向设有若干通风道(5),所述通风道(5)位于所述喷丝板(4)边缘一端连通外部,且所述通风道(5)位于所述喷丝板(4)中心点处与所述排风管(6)连通。3.如权利要求2所述的优化冷却成形的短纤维直纺工艺,其特征在于,所述排风孔(7)在所述排风管(6)上呈环状布置。4.如权利要求2或3所述的优化冷却成形的短纤维直纺工艺,其特征在于,所述排风管(6)从所述喷丝板(4)接触点向远离所述喷丝板(4)一端延伸的长度为至少20cm,且所述排风孔(7)在所述排风管(6)上沿所述排风管(6)轴向设置间距为0.5mm。5.如权利要求1所述的优化冷却成形的短纤维直纺工艺,其特征在于,所述冷却的风速为0.5-1.5m/s。6.如权利要求1所述的优化冷却成形的短纤维直纺工艺,其特征在于,所述卷绕的速度为1800-2300m/min。7.如权利要求1所述的优化冷却成形的短纤维直纺工艺,其特征在于,所述牵伸的倍数为1.5-2倍,且所述牵伸的温度为100-130℃,所述牵伸速度为100-150m/min。8.如权利要求1所述的优化冷却成形的短纤维直纺工艺,其特征在于,所述步骤s1,在将聚酯熔融制备成聚酯熔体前,向所述聚酯中加入有占聚酯质量0.01-0.05%的矿物填充剂。9.如权利要求8所述的优化冷却成形的短纤维直纺工艺,其特征在于,所述矿物填充剂是由硅藻泥与煅烧磷石膏按照质量比为1:0.05-0.1混合,再经球磨机球磨过4000目筛制备而成。10.如权利要求9所述的优化冷却成形的短纤维直纺工艺,其特征在于,所述煅烧石膏是在800℃下煅烧处理1h后,粉碎,过4000目筛而得。
技术总结
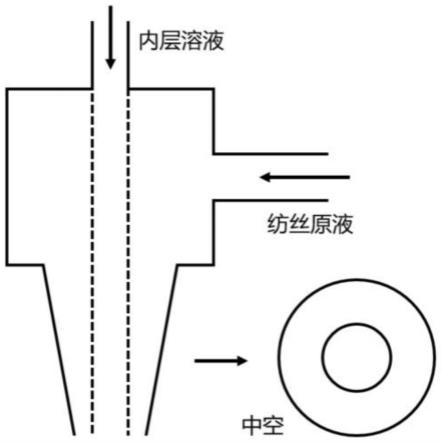
本发明涉及短纤维直纺技术领域,尤其是一种优化冷却成形的短纤维直纺工艺,采用环吹风和中心吹风相结合,实现从纺丝细流外部向中心吹冷却风,达到冷却纤维细丝目的的同时,从纺丝细流中心向外部也形成吹风冷却,实现从内向外扩散,继而实现环吹风所形成的气流与从中心吹风出来所形成气流相互碰撞,继而加快对纺丝细流的吹冷效果,提升吹冷速率和吹冷均匀性,继而提升纤维丝性能;且严格控制短纤维直纺工艺过程的参数,充分保障所得纤维丝的力学性能均较优,提升了短纤维品质。提升了短纤维品质。提升了短纤维品质。
技术研发人员:俞盛 俞新乐 罗厚忠 蒋兴
受保护的技术使用者:无锡市兴盛新材料科技有限公司
技术研发日:2022.10.08
技术公布日:2022/12/6
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。