1.本发明涉及小线径螺旋弹簧的自动化分选、装配技术领域,具体涉及一种小线径螺旋弹簧自动排序送料装置及方法。
背景技术:
2.制造业是我国国民经济的支柱性产业之一。产品加工过程中的自动化装配对于提升产品的质量和生产效率至关重要,已经成为体现一个企业是否有足够的竞争能力及其经营能力的关键。到目前为止,产品的加工技术较装配技术而言,已领先很多,两者之间已经产生了明显的差距,产品的装配在整个产品的生产周期中,已经是薄弱环节,制造技术的迅猛发展使得传统装配在产品生产中的发展面临巨大挑战。
3.螺旋弹簧在工业产品中大量应用,如汽车、家电、办公文具等产品中都有各种形状和性能的弹簧。其中,广泛应用的小线径螺旋弹簧因为其易相互缠绕、质量轻且尺寸较小,在实际产品装配过程中效率很低,从而导致此工序装配环节成为产品生产过程的瓶颈工艺,增加了整体产品的生产成本。
4.目前的对于小线径螺旋弹簧的装配方式大多数采用人工分拣后再进行手工装配,也有使用离心振动盘等设备对弹簧分选排序后再进行自动化装配的方式,但是这两种方式效率都不高,弹簧容易相互缠绕、聚集,尺寸小因而人手难以快速、准确地抓取,在实际生产过程中此问题难以解决,自动化设备的故障率也较高,对来料的状态要求很高。由于小线径螺旋弹簧在各行业产品中的应用越来越广泛,目前的分选/装配技术亟需要提高,所以实现小线径螺旋弹簧的高效自动排序送料成为亟待解决的工程技术问题。
技术实现要素:
5.为了解决在小线径螺旋弹簧因为易相互缠绕、聚集,以及由于质量轻且尺寸较小而导致的装配效率低、成本高的技术难题,本发明提供了一种能够快速、便捷且低成本的小线径螺旋弹簧自动排序送料方法及装置。
6.本发明解决其技术难题所采用的技术方案是:一种小线径螺旋弹簧自动排序送料装置,其特征在于,包括安装平台、透明圆柱形容器、气动控制系统、外接plc控制系统、弹簧分配器及塑料管;所述透明圆柱形容器安装在所述安装平台上层面板上,所述气动控制系统安装在所述安装平台下层面板上,所述弹簧分配器经由所述塑料管与所述透明圆柱形容器相连接,所述气动控制系统与透明圆柱形容器相连,所述外接plc控制系统与气动控制系统电信号连接,用于控制小线径螺旋弹簧自动排序送料。
7.进一步的,所述安装平台是铝合金材料制成的有两层安装板的箱式结构体,前侧的挡板为透明亚克力材料,方便观察内部气控系统部件的工作状态。
8.进一步的,所述透明圆柱形容器包括透明圆柱腔体、顶面端盖、端盖锁扣、底面端盖、轴向高速吹气管、切向高速吹气管、径向排气孔及底面端盖锁紧螺丝,所述顶面端盖由
端盖锁扣与透明圆柱腔体锁紧安装;所述底面端盖通过所述底面端盖锁紧螺丝与所述透明圆柱腔体锁紧安装,所述轴向高速吹气管设置在所述底面端盖中心位置,所述轴向高速吹气管底部安装有一个流速可调的气管接头;所述透明圆柱形容器侧壁上设有两对设置在不同高度位置且成180
°
夹角的切向高速吹气管,通过切向高速吹气管向所述透明圆柱形容器内壁面间歇地通入所述切向高速扰动气流。
9.进一步的,所述弹簧分配器包括弹簧分配器锥形出料口、自复位弹簧机构、下端两段弹簧限位弹片卡爪、上端两段弹簧限位弹片卡爪、塑料管连接接头、外套管及弹簧引导管;所述上端两段弹簧限位弹片卡爪、下端两段弹簧限位弹片卡爪分别固定设置在弹簧引导管外壁上端、下端位置处;所述自复位弹簧机构限位设置在外套管底部位置,所述弹簧自复位机构通过自复位弹簧实现所述下端两段弹簧限位弹片卡爪及上端两段弹簧限位弹片卡爪的间歇开合动作,所述弹簧分配器锥形出料口与弹簧引导管相连,将所述弹簧分配器锥形出料口对准所述引导管的入口位置进行按压,当所述弹簧自复位机构压缩到预定行程时即可排出一根小线径螺旋弹簧。
10.进一步的,所述气动控制系统包括气源压力控制阀、轴向扰动气流控制电磁阀、切向扰动气流控制电磁阀及多路气路连接管道,所述气源压力控制阀、轴向扰动气流控制电磁阀及切向扰动气流控制电磁阀均设置在多路气路连接管道上,且通过所述轴向扰动气流控制电磁阀、切向扰动气流控制电磁阀分别向所述透明圆柱形容器内通入轴向、切向高速扰动气流。
11.进一步的,所述外接plc控制系统包括plc控制器、外接控制电路、启停按钮开关、上限位置检测传感器及下限位置检测传感器,上限位置检测传感器及下限位置检测传感器,所述上限位置检测传感器设置在塑料管靠近透明圆柱形容器的进料口侧位置,所述下限位置检测传感器设置在塑料管靠近弹簧分配器的出料口侧位置;所述plc控制器中载入逻辑控制程序进而实现对系统的闭环控制,外接控制电路是将所有电器元器件进行连接的电路系统,启停按钮开关实现系统的启动和停止控制,上限位置检测传感器、下限位置检测传感器回传探测信号给所述plc控制器,进而通过所述plc控制系统判断是否停止或启动物料分选。
12.进一步的,所述容器底面端盖上设有微型轴向吹气通道群组,所述底面端盖的两侧连接有两个流速可调的气管接头;所述容器顶面端盖上设有所述带锥形引导角的弹簧通道。
13.进一步的,所述带锥形引导角的弹簧通道内设有辅助二次推动高速气流通道,且辅助二次推动高速气流通道与多路气路连接管道相连通,辅助二次推动高速气流通道中通入的高速气流在所述带锥形引导角的弹簧通道的前段通道内形成负压效果,进而在所述带锥形引导角的弹簧通道管口处形成负压吸附效果,提高弹簧进入所述带锥形引导角的弹簧通道的概率。
14.一种小线径螺旋弹簧自动排序送料方法,采用在透明圆柱形容器内按一定规律间歇性交替地通入切向和轴向高速扰动气流的方法,驱动小线径螺旋弹簧在所述容器内做间歇性切向搅拌分散和轴向高速无序弹跳运动,进而所述小线径螺旋弹簧在不断地无序撞击所述容器顶面端盖壁面时会按一定的频次进入所述容器顶面端盖带锥形引导角的弹簧通道内,所述小线径螺旋弹簧在所述弹簧通道内由所述容器底面安装的高速吹气管排出的轴
向高速推动气流和设置在所述弹簧通道内的辅助二次推动高速气流分段推送进入弹簧分配器中,所述弹簧分配器中的弹簧自复位机构和两段弹簧限位弹片卡爪将顺序排列在所述分配器后端接插的塑料管中的所述小线径螺旋弹簧依次排出;在所述弹簧分配器后端插接的塑料管上安装一对上、下限位置检测传感器来判断所述塑料管中所述弹簧存储数量,进而通过外接plc控制系统对所述弹簧排序送料过程进行自动控制;其中,透明圆柱形容器是两端装有金属密封端盖的透明聚甲基丙烯酸甲酯腔体;所述容器底面端盖设有微型轴向吹气通道群组,所述端盖中心位置处安装有一根轴向高速吹气管,所述微型轴向吹气通道群组和所述轴向高速吹气管均为从所述底面端盖下方气流入口按一定频率间歇地通入高速气流驱动所述弹簧在所述容器中做所述轴向高速无序弹跳运动;所述容器距离其底面35mm和85mm高度位置处分别设有两对成180
°
夹角的切向高速吹气管,所述切向高速吹气管可以向所述容器内壁面按一定频率间歇地通入所述切向高速扰动气流,驱动所述弹簧在所述容器内做所述间歇性切向搅拌分散运动;所述容器距离其顶面25mm高度位置径向均布8个径向排气孔,所述径向排气孔可以将所述容器内部通入的高速气流排出;所述容器顶面端盖设有所述带锥形引导角的弹簧通道,所述弹簧在所述轴向高速无序弹跳运动过程中经由所述弹簧通道按一定频次逐一进入所述弹簧分配器中;按间歇性交替地规律通入切向和轴向高速扰动气流的方法是在所述微型轴向吹气通道群组和所述轴向高速吹气管内通入高速轴向气流期间按间歇性通入与所述容器内壁面相切的所述切向高速扰动气流,在通入所述切向高速扰动气流的时间段内所述微型轴向吹气通道群组和所述轴向高速吹气管内停止通气;在通入所述轴向高速扰动气流的时间段内所述小线径弹簧在所述容器内做所述轴向高速无序弹跳运动,在通入所述切向高速扰动气流的时间段内所述小线径弹簧在所述容器内做切向旋转运动形成模拟人手拨动的所述切向搅拌分散效果,可以降低所述弹簧相互缠绕、聚集的概率,从而提高分选效率;容器顶面端盖带锥形引导角的弹簧通道是所述小线径螺旋弹簧在所述轴向高速无序弹跳运动过程中按一定频次进入所述塑料管的引导通道,所述锥形引导角的作用是提高所述小线径螺旋弹簧进入所述引导通道的几率。所述锥形引导角设定为60
°
,所述顶面端盖带锥形引导角的弹簧通道是直径比所述弹簧直径大0.2mm、长度与所述弹簧等长的圆柱形通道;轴向高速吹气管是安装在所述容器底面中心位置的外径10mm、内径6mm的一根竖直金属管;高速气流经所述轴向高速吹气管下端通入由顶端吹气出口排出,所述轴向高速吹气管的出口位置与所述容器顶面所述弹簧通道管口的距离约为所述弹簧长度的两倍,所述轴向高速吹气管在所述小型线径弹簧进入所述容器顶面弹簧通道内的过程中提供竖直向上的高速气流推力,所述高速气流推力可以帮助所述小线径弹簧进入所述弹簧通道约为所述弹簧自身长度的距离;顶面端盖带锥形引导角的弹簧通道内的辅助二次推动高速气流是所述弹簧通道内设有的一路与所述弹簧通道轴线夹30
°
角度的高速气流通道所通入的高速气流,所述通道中通入的高速气流可以在所述弹簧通道的前段通道内行成一定的负压效果,进而可以在所述弹簧通道管口处形成一定的负压吸附效果,进而提高所述弹簧进入所述弹簧通道的概率;当所述弹簧进入所述弹簧通道一段距离后所述辅助二次推动高速气流可以对所述弹簧进行二次推动,以保证所述弹簧能快速进入弹簧分配器中;所述辅助二次推动高速气流为
固定压力的气流,随系统开启后按一定规律通气,在所述弹簧通道内形成前段通道吸进、后段通道推出的效果;弹簧分配器是将所述塑料管中顺序排列的所述小线径螺旋弹簧逐一排出的装置,所述弹簧分配器可以为人工手持或者机械装置夹持的方式;所述分配器包括所述弹簧自复位机构和所述上端和下端两段弹簧限位弹片卡爪;通常需要制作弹簧引导管来将排出的所述弹簧引导到所需安装的位置,所述引导管的入口部分结构为与所述弹簧分配器锥形出料口匹配的锥形形状进而提高对位的准确性;将所述弹簧分配器的锥形出料口对准所述引导管的入口位置进行按压,当所述弹簧自复位机构压缩到预定行程时即可排出一根所述弹簧;弹簧自复位机构通过自复位弹簧实现所述限位弹片卡爪的间歇开合动作,当所述自复位弹簧被压缩时所述下端限位弹片卡爪张开,所述上端限位弹片卡爪闭合,所述分配器即可排出一根所述弹簧;当所述自复位弹簧回位时所述下端限位弹片卡爪闭合,所述上端限位弹片卡爪张开,所述分配器中顺序排列的后部所述弹簧向前补一位,进而实现所述弹簧逐一地排出所述分配器;两段弹簧限位弹片卡爪是可自复位的弹簧卡爪,其闭合时可卡住所述小线径螺旋弹簧,其张开时所述小线径螺旋弹簧可以在所述分配器中向弹簧排出方向运动;塑料管为半透明工程塑料材料,具有结构强度高、不易弯折且耐磨的特性,所述小线径螺旋弹簧在所述塑料管中运动可以人眼直接观察到,也可以被所述上、下限位置检测传感器探测到,从而可以提高所述弹簧分选过程的可视性。
15.微型轴向吹气通道群组和所述轴向高速吹气管内通入的高速气流通过一组电磁阀进行通、断气控制,所述电磁阀的通、断气信号输入来自于在所述弹簧分配器后端插接的弹簧存储塑料管上安装的一对上、下限位置检测传感器,所述传感器可以将判定信号传输给plc控制器,由所述plc控制器实现所述电磁阀的通、断气自动控制;所述切向高速扰动气流的通、断气由所述plc控制器和另一组电磁阀控制,所述间歇频率由所述plc中设定的程序进行确定;所述plc通过设定程序对所述两组电磁阀进行通、断气控制,进而实现交替进行通气进行所述弹簧的分选,直至所述上限位置检测传感器检测到所述塑料管中所述弹簧达到预设存储数量进而通过所述plc控制系统停止物料分选;当所述弹簧被排出所述弹簧分配器,下限位置检测传感器检测到缺失物料时,物料分选系统会重新启动,以此来达到系统的动态平衡状态。
16.本发明的技术构思为:高速气流可以将质量轻、尺寸小的弹簧轻易的吹起来达到分散的效果,进而在特定的容器内对分散运动的弹簧进行排序送料,最后再通过间歇开合的弹片卡爪实现顺序排列的弹簧一个一个的被排出弹簧分配器,可以有效的解决传统方法存在的问题。在透明圆柱形容器内按一定规律间歇性交替地通入切向和轴向高速扰动气流的方法,驱动小线径螺旋弹簧在所述容器内做间歇性切向搅拌分散和轴向高速无序弹跳运动,进而所述小线径螺旋弹簧在不断地无序撞击所述容器顶面端盖壁面时会按一定的频次进入所述容器顶面端盖带锥形引导角的弹簧通道内最后由弹簧分配器逐一的排出,此过程具有如下特点:
①
质量轻、尺寸小的小线径螺旋弹簧在人手或者其他固体结构进行抓取、搅拌的时候容易相互缠绕、聚集,但是在高速气流扰动的时候可以轻易的漂浮起来,在一定的空间内可以达到良好的分散效果;
②
按一定规律间歇性交替地通入切向和轴向高速扰动气
流的方法,可以使得弹簧在一定空间的容器内做间歇性切向搅拌分散和轴向高速无序弹跳运动,其中切向搅拌分散运动是类似人手的搅拌动作,但是使用的是更加柔性的气流,可以防止弹簧在切向运动时相互缠绕、聚集,此切向和轴向运动交替进行可以让初始状态下呈相互缠绕、聚集的弹簧团聚体逐渐分散开来;
③
轴向高速吹气管、顶面端盖带锥形引导角的弹簧通道和辅助二次推动高速气流通道三者相互配合,实现容器内分散无序运动的弹簧按一定的频率进入锥形引导通道,在锥形引导通道内由轴向高速吹气管和辅助二次推动高速气流在通道中形成推-吸-再推的送料效果,帮助弹簧高效、快速进入弹簧分配器中;
④
弹簧分配器利用弹簧自复位机构通过自复位弹簧实现限位弹片卡爪的间歇开合动作,从而实现顺序排列的弹簧一个一个的被排出,可以人手操作,也可以机器夹持操作,方便、快捷、高效。
17.本发明的有益效果主要表现在:1)采用在透明圆柱形容器内按一定规律间歇性交替地通入切向和轴向高速扰动气流的方法,驱动小线径螺旋弹簧在容器内做间歇性切向搅拌分散和轴向高速无序弹跳运动,在通入所述切向高速扰动气流的时间段内小线径弹簧在容器内做切向旋转运动形成模拟人手拨动的切向搅拌分散效果,可以降低弹簧相互缠绕、聚集的概率,从而提高分选效率;2)弹簧通道内的辅助二次推动高速气流可以在弹簧通道的前段通道内行成一定的负压效果,进而可以在弹簧通道管口处形成一定的负压吸附效果,在锥形引导通道内由轴向高速吹气管和辅助二次推动高速气流在通道中形成推-吸-再推的送料效果,帮助弹簧高效、快速进入弹簧分配器中;3)弹簧分配器中的弹簧自复位机构和两段弹簧限位弹片卡爪将顺序排列在分配器后端接插的塑料管中的小线径螺旋弹簧依次排出,弹簧分配器可以为人工手持或者机械装置夹持的方式,操作方便,通用性良好;4)本发明的新装置,在弹簧分配器后端插接的塑料管上安装一对上、下限位置检测传感器来判断塑料管中弹簧存储数量,进而通过外接plc控制系统对弹簧排序送料过程进行自动控制,进而可以很方便的将此装置接入自动化装配系统中,具有较为广泛的应用前景。
附图说明
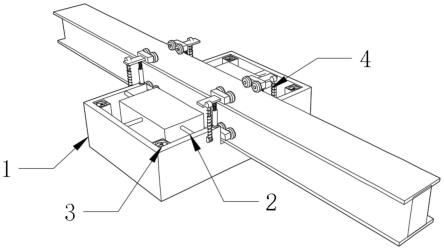
18.图1是本发明的方法流程图;图2是本发明的整体结构示意图;图中:1、安装平台;2、气源压力控制阀;3、启动开关;4、停止开关;5、弹簧分配器;6、上限位置传感器;7、塑料管;8、下限位置传感器;9、透明圆柱形容器;10、轴向扰动气流控制电磁阀;11、切向扰动气流控制电磁阀;12、多路气路连接管道;13、多路气管接头;图3是本发明的透明圆柱形容器结构示意图;图中:91、气管接头;92、底面端盖锁紧螺丝;93、微型轴向吹气通道群组;94、底面端盖;95、透明圆柱腔体;96、轴向高速吹气管;97、切向高速吹气管;98、径向排气孔;99、顶面端盖;910、辅助二次推动高速气流通道;911、带锥形引导角的弹簧通道;912、端盖锁扣;图4是本发明的弹簧分配器结构示意图;
图中:51、弹簧分配器锥形出料口;52、自复位弹簧机构;53、下端两段弹簧限位弹片卡爪;54、小线径螺旋弹簧;55、上端两段弹簧限位弹片卡爪;56、塑料管连接接头;57、外套管;58、弹簧引导管。
具体实施方式
19.结合附图,下面对本发明进行详细说明。
20.参照附图1~附图4,一种小线径螺旋弹簧自动排序送料方法,其技术思路如附图1~4所示,具体实施步骤可以描述如下:采用在透明圆柱形容器9内按一定规律间歇性交替地通入切向和轴向高速扰动气流的方法,驱动小线径螺旋弹簧54在所述容器9内做间歇性切向搅拌分散和轴向高速无序弹跳运动,进而所述小线径螺旋弹簧54在不断地无序撞击所述容器9顶面端盖99的壁面时会按一定的频次进入所述容器9顶面端盖带锥形引导角的弹簧通道911内,所述小线径螺旋弹簧54在所述弹簧通道911内由所述容器9底面安装的高速吹气管96排出的轴向高速推动气流和设置在所述弹簧通道911内的辅助二次推动高速气流分段推送进入弹簧分配器5中,所述弹簧分配器5中的弹簧自复位机构52和两段弹簧限位弹片卡爪(上端两段弹簧限位弹片卡爪53、上端两段弹簧限位弹片卡爪55)将顺序排列在所述分配器5后端接插的塑料管7中的所述小线径螺旋弹簧54依次排出;在所述弹簧分配器5后端插接的塑料管7上安装一对上、下限位置检测传感器6、8来判断所述塑料管7中所述弹簧54存储数量,进而通过外接plc控制系统对所述弹簧54排序送料过程进行自动控制。
21.上述方案所涉及的所述的按一定规律间歇性交替地通入切向和轴向高速扰动气流的方法是在所述微型轴向吹气通道群组93和所述轴向高速吹气管96内通入高速轴向气流期间按一定频率间歇性通入与所述容器9内壁面相切的所述切向高速扰动气流,在通入所述切向高速扰动气流的时间段内所述微型轴向吹气通道群组93和所述轴向高速吹气管96内停止通气;在通入所述轴向高速扰动气流的时间段内所述小线径弹簧54在所述容器9内做所述轴向高速无序弹跳运动,在通入所述切向高速扰动气流的时间段内所述小线径弹簧54在所述容器9内做切向旋转运动形成模拟人手拨动的所述切向搅拌分散效果,可以降低所述弹簧54相互缠绕、聚集的概率,从而提高分选效率,本实施例中轴向高速吹气管通气5秒,切向高速吹气管通气2秒。
22.一种小线径螺旋弹簧自动排序送料方法的装置,其组成结构如附图2所示,由所述安装平台1、气源压力控制阀2、启动开关3、停止开关4、弹簧分配器5、上限位置传感器6、塑料管7、下限位置传感器8、透明圆柱形容器9、轴向扰动气流控制电磁阀10、切向扰动气流控制电磁阀11、多路气路连接管道12和多路气管接头13组成。所述透明圆柱形容器9安装在所述安装平台1上层面板上,所述气动控制系统(包含气源压力控制阀2、轴向扰动气流控制电磁阀10、切向扰动气流控制电磁阀11、多路气路连接管道12、多路气管接头13)安装在所述安装平台1下层面板上,所述弹簧分配器5经由所述塑料管7与所述圆柱形容器9相连接,外接plc控制系统可以接收所述上限位置传感器6、下限位置传感器8等输入信号通过内部逻辑控制程序实现所述过程自动控制;安装平台1是铝合金材料制成的有两层安装板的箱式结构体,前侧的挡板为透明亚克力材料,方便观察内部气控系统部件的工作状态;弹簧分配器5,其组成结构如附图4所示,包括:弹簧分配器锥形出料口51、自复位
弹簧机构52、下端两段弹簧限位弹片卡爪53、小线径螺旋弹簧54、上端弹簧限位弹片卡爪55、塑料管连接接头56、外套管57、弹簧引导管58。所述的弹簧分配器5是将所述塑料管7中顺序排列的所述小线径螺旋弹簧54逐一排出的装置,所述弹簧分配器5可以为人工手持或者机械装置夹持的方式;所述弹簧分配器5包括所述弹簧自复位机构52和所述上端两段弹簧限位弹片卡爪55、下端两段弹簧限位弹片卡爪53;通常需要制作弹簧引导管58来将排出的所述小线径螺旋弹簧54引导到所需安装的位置,所述弹簧引导管58的入口部分结构为与所述弹簧分配器锥形出料口51匹配的锥形形状进而提高对位的准确性;将所述弹簧分配器5的锥形出料口51对准所述弹簧引导管58的入口位置进行按压,当所述弹簧自复位机构52压缩到预定行程时即可排出一根所述弹簧54;弹簧自复位机构52通过自复位弹簧实现所述上端两段弹簧限位弹片卡爪55、下端两段弹簧限位弹片卡爪53的间歇开合动作,当所述自复位弹簧被压缩时所述下端两段弹簧限位弹片卡爪53张开,所述上端弹簧限位弹片卡爪55闭合,所述弹簧分配器5即可排出一根所述弹簧54;当所述自复位弹簧回位时所述下端两段弹簧限位弹片卡爪53闭合,所述上端两段弹簧限位弹片卡爪55张开,所述分配器5中顺序排列的后部所述弹簧54向前补一位,进而实现所述弹簧54逐一地排出所述弹簧分配器5;上端两段弹簧限位弹片卡爪55和下端两段弹簧限位弹片卡爪53是可自复位的弹簧卡爪,其闭合时可卡住所述小线径螺旋弹簧54,其张开时所述小线径螺旋弹簧54可以在所述弹簧分配器5中向弹簧54排出方向运动;本实施例中弹簧分配器5的内腔(外套管57内壁)有两段锥形结构(锥形结构能够与上端两段弹簧限位弹片卡爪55和下端两段弹簧限位弹片卡爪53在滑动中配合,实现卡爪的张开与收缩),上端两段弹簧限位弹片卡爪55和下端两段弹簧限位弹片卡爪53分别焊接在弹簧引导管58上、下端对应位置处,当人工操作所述弹簧分配器5的时候,需要单手或者双手握住所述弹簧分配器5的外管,将所述弹簧分配器锥形出料口51与产品端的弹簧引导管口对准贴合,垂直施加下压力时,弹簧引导管58带动上端两段弹簧限位弹片卡爪55和下端两段弹簧限位弹片卡爪53垂直向上运动,一定压缩行程后所述下端两段弹簧限位弹片卡爪53张开,上端两段弹簧限位弹片卡爪55收紧,进而处在两个限位弹片卡爪中的一个弹簧被排出进入产品端引导管内完成弹簧装配;当人工操作所述弹簧分配器5垂直向上抬升时,所述弹簧复位机构52伸出回复原位,进而所述下端两段弹簧限位弹片卡爪53收缩,上端两段弹簧限位弹片卡爪55张开,后端排序的弹簧进而又可以向前运动,最终停留在所述两个限位弹片卡爪之间等待排出,进而实现所述弹簧一个个的被排出所述弹簧分配器5。所述弹簧分配器5可以由人工操作,也可以由自动化机械手臂操作,进而可以进行手动弹簧分配作业和机械自动式弹簧分配作业。
23.透明圆柱形容器9,其组成结构如附图3所示,包括:气管接头91、底面端盖锁紧螺丝92、微型轴向吹气通道群组93、底面端盖94、透明圆柱腔体95、轴向高速吹气管96、切向高速吹气管97、径向排气孔98、顶面端盖99、辅助二次推动高速气流通道910、顶面端盖带锥形引导角的弹簧通道911、端盖锁扣912。所述的透明圆柱形容器9是两端装有金属密封端盖94、99的透明聚甲基丙烯酸甲酯腔体;所述容器底面端盖94设有微型轴向吹气通道群组93,所述端盖94中心位置处安装有一根轴向高速吹气管96,所述微型轴向吹气通道群组93和所述轴向高速吹气管96均为从所述底面端盖94下方气流入口按一定频率间歇地通入高速气流驱动所述弹簧54在所述容器9中做所述轴向高速无序弹跳运动;所述容器9距离其底面
35mm和85mm高度位置处分别设有两对成180
°
夹角的切向高速吹气管97,所述切向高速吹气管97可以向所述容器9内壁面按一定频率间歇地通入所述切向高速扰动气流,驱动所述弹簧54在所述容器9内做所述间歇性切向搅拌分散运动;所述容器9距离其顶面25mm高度位置径向均布8个径向排气孔98,所述径向排气孔98可以将所述容器9内部通入的高速气流排出;所述容器顶面端盖99设有所述带锥形引导角的弹簧通道911,所述弹簧54在所述轴向高速无序弹跳运动过程中经由所述弹簧通道911按一定频次逐一进入所述弹簧分配器5中;透明圆柱形容器9顶面端盖带锥形引导角的弹簧通道911是所述小线径螺旋弹簧54在所述轴向高速无序弹跳运动过程中按一定频次进入所述塑料管7的引导通道,所述锥形引导角的作用是提高所述小线径螺旋弹簧54进入所述引导通道911的概率。所述锥形引导角设定为60
°
,所述弹簧通道911是直径比所述弹簧直径大0.2mm、长度与所述弹簧54等长的圆柱形通道;轴向高速吹气管96是安装在所述容器9底面中心位置的外径10mm、内径6mm的一根竖直金属管;高速气流经所述高速吹气管96下端通入由顶端吹气出口排出,所述高速吹气管96的出口位置与所述容器9顶面所述弹簧通道911管口的距离约为所述弹簧54长度的两倍,所述高速吹气管96在所述小型线径弹簧54进入所述透明圆柱形容器9顶面弹簧通道911内的过程中提供竖直向上的高速气流推力,所述高速气流推力可以帮助所述小线径弹簧54进入所述弹簧通道911约为所述弹簧54自身长度的距离;弹簧通道911内的辅助二次推动高速气流是所述弹簧通道911内设有的一路与所述弹簧通道911轴线夹30
°
角度的高速气流通道910所通入的高速气流,所述通道910中通入的高速气流可以在所述弹簧通道911的前段通道内行成一定的负压效果,进而可以在所述弹簧通道911管口处形成一定的负压吸附效果,进而提高所述弹簧54进入所述弹簧通道911的概率;当所述弹簧54进入所述弹簧通道911一段距离后所述辅助二次推动高速气流可以对所述弹簧54进行二次推动,以保证所述弹簧54能快速进入所述塑料管7和弹簧分配器5中;所述辅助二次推动高速气流为固定压力的气流,随系统开启后按一定规律通气,在所述弹簧通道911内形成前段通道吸进、后段通道推出的效果;弹簧分配器5进料口端和所述圆柱形容器9出料口端通过所述塑料管7连接,所述弹簧54会依次排列在所述塑料管7中,所述塑料管7的进料口侧安装有抱箍式锁紧的上限位置检测传感器6,所述塑料管7的出料口侧安装有抱箍式锁紧的下限位置检测传感器8,所述上限位置传感器6、下限位置传感器8可以对小线径螺旋弹簧54进行探测进而通过所述plc控制系统判断是否停止或启动物料分选。
24.微型轴向吹气通道群组93和所述轴向高速吹气管96内通入的高速气流通过轴向扰动气流控制电磁阀10进行通、断气控制,所述电磁阀10的通、断气信号输入来自于在所述弹簧分配器5后端插接的弹簧存储塑料管7上安装的一对上、下限位置检测传感器6、8,所述传感器6、8可以将判定信号传输给plc控制器,由所述plc控制器实现所述电磁阀10的通、断气自动控制;所述切向高速扰动气流的通、断气由所述plc控制器和切向扰动气流控制电磁阀11控制,所述间歇频率由所述plc中设定的程序进行确定;所述plc通过设定程序对所述两组电磁阀10、11进行通、断气控制,进而实现交替进行通气进行所述弹簧54的分选,直至所述上限位置检测传感器6检测到所述塑料管7中所述弹簧54达到预设存储数量进而通过所述plc控制系统停止物料分选;当所述弹簧54被排出所述弹簧分配器5,下限位置检测传
感器8检测到缺失物料时,物料分选系统会重新启动,以此来达到系统的动态平衡状态。
25.气动控制系统包括:气源压力控制阀2、两组电磁阀(轴向扰动气流控制电磁阀10;切向扰动气流控制电磁阀11)、多路气路连接管道12和气管接头13,气源压力控制阀2可以将输入系统的气压稳定在一定的数值以保证系统稳定工作,两组电磁阀10、11分别向所述容器9内通入所述切向和轴向高速扰动气流,所述辅助二次推动高速气流与所述切向高速扰动气流为同一个电磁阀11所控制,多路气路连接管道12为透明pu管,气管接头13均为气管连接专用插接式防松脱可调速接头;外接plc控制系统包括plc控制器、外接控制电路、启动和停止按钮开关3、4以及上、下限位置检测传感器6、8,plc控制器中可以载入编写好的逻辑控制程序进而实现对系统的闭环控制,外接电路是将所有电器元器件进行连接的电路系统,启动和停止按钮开关3、4可以实现系统的启动和停止控制,上、下限位置检测传感器6、8可以回传探测信号给所述plc控制器。
26.工作时,先进行设备初始化检查,打开所述端盖锁扣912手动添加一定量的所述弹簧54,按下启动按钮3启动系统,电磁阀10接通持续5秒,向所述圆柱形透明容器9中通入所述轴向高速扰动气流,此时间段内所述小线径弹簧54在所述容器9内做所述轴向高速无序弹跳运动,随后电磁阀10中断通气,电磁阀11接通持续2秒,向所述圆柱形透明容器9中通入所述切向高速扰动气流,此时间段内所述小线径弹簧54在所述容器9内做切向旋转运动形成模拟人手拨动的所述切向搅拌分散效果;以此频率进行循环交替通气对所述容器9中的所述弹簧54进行扰动,形成间歇性切向搅拌分散和轴向高速无序弹跳运动,进而所述小线径螺旋弹簧54在不断地无序撞击所述容器顶面端盖99壁面时会按一定的频次进入所述容器顶面端盖99带锥形引导角的弹簧通道911内,所述小线径螺旋弹簧54在所述弹簧通道911内由所述容器9底面安装的高速吹气管96排出的轴向高速推动气流和设置在所述弹簧通道911内的辅助二次推动高速气流分段推送进入所述塑料管7中,当所述上限位置检测传感器6探测判定所述弹簧54 存储量达到设定值时,plc控制系统停止所述轴向和切向扰动气流通气,进而停止所述容器9中的分选动作;当所述弹簧分配器5中的弹簧自复位机构52和两段弹簧限位弹片卡爪53、55将顺序排列在所述分配器5后端接插的塑料管7中的所述小线径螺旋弹簧54依次排出,至所述下限位置检测传感器8检测到弹簧缺失,plc控制系统则重新启动,向所述容器9内通入轴向和切向高速扰动气流进行所述弹簧54的分选动作,直至所添加的弹簧54使用完毕,一般每次添加的所述弹簧54量为所述容器内腔容积的50%左右。
27.最后,还需要注意的是,以上列举的仅是本发明的一个具体实施例。显然,本发明不限于以上实施例,还可以有许多变形。本领域的普通技术人员能从本发明公开的内容直接导出或者联想到的所有变形,均应认为是本发明的保护范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。