一种非pvc医用导管和接头的连接方法
技术领域
1.本发明涉及医用导管技术领域,具体涉及一种非pvc医用导管和接头连接方法。
背景技术:
2.目前,公知的医用导管连接是采用软pvc(聚氯乙烯)制成导管和同极性材料(薄膜,接头,导管)采用高频加压方式进行焊接,或者采用软pvc(聚氯乙烯)制成导管和同极性材料(如pc,abs,pvc等材质制成薄膜、接头、导管等)制成的管类或接头用化学溶剂(如环己酮,四氢呋喃等)作为粘接剂进行连接。由于pvc制导管存在有影响人体安全的问题,采用非pvc导管替代pvc导管是必然趋势。而现有的采用高频加压焊接的方式进行的导管连接存在焊接时高频因模具温度变化导致过流打火,加工不稳定,一是模具容易损坏,二是打火产生烟雾,对无尘车间环境有影响,三是工艺成本较高,不利于产品在市场上的竞争,四是高频对人体有辐射,对人体安全构成危害影响。此外,采用高频焊接或热熔焊接带来的微小颗粒或毛刺产生,在给患者输液或排液过程中,给病患者带来不可挽回的危害,以及工艺复杂带来成本增加。此外,塑料有极性和非极性之分,但两种材料极性不同的导管是很难相溶的,即使通过热熔焊接,超声波焊接,激光焊接,摩擦焊接,化学粘剂连接,其效果都不好。现有技术中也采用专用转接头作为中介,利用卡箍,或采用扎带等方式实现导管与转接头的连接,但现有技术在这种连接存在内径流通量会减小;另外也会带来生物相容性安全问题和增加制造成本的问题。
技术实现要素:
3.本发明所要解决的技术问题是:提供一种非pvc医用导管和接头连接方法,用以解决现有的导管与接头的连接方式不合理和成本高的问题。
4.为了达到上述技术效果,本发明采用的技术方案是:
5.一种非pvc医用导管和接头连接方法,其特征在于,包括一非pvc医用导管和一接头,所述接头的内径与导管内径相同或相近。所述接头与导管的连接端至少设有一个倒刺,所述连接方法包括以下步骤:
6.s1.将导管的连接端加热一定时间,并使导管的连接端呈非熔融的膨胀软化状态后取出;
7.s2.迅速将接头的连接端插入到膨胀软化状态的导管的连接端内,并保证导管的连接端完全覆盖最后一个倒刺的前立面,且在最后一个倒刺的过渡面上覆盖有一定距离;
8.s3.对连接接头后的导管的连接端再次加热至导管呈非熔融的膨胀软化状态;
9.s4.将加热后的导管及接头自然冷却至室温,使得导管收缩粘贴在接头表面形成一体结构。
10.进一步地,所述步骤s1及步骤s3中的加热均为非接触式加热,加热温度为70~250℃。
11.进一步地,所述接头的连接端具有锥状面,至少一所述倒刺位于锥状面的末端,所
述导管内径略小于接头锥状面的前端面直径,二者相差0.1~3.0mm,且导管外径大于接头锥状面前端面直径。
12.进一步地,所述接头的锥度为1:0.5~1:200,锥状面轴向长度为4~40mm,锥状面表面光滑,所述倒刺的立面高度大于0.1mm,倒刺所在的过渡面轴向长度至少为1mm。
13.进一步地,所述接头的连接端具有截面为圆形或椭圆形的柱状面,所述柱状面的轴向长度为4~40mm,柱状面表面光滑,至少一所述倒刺位于柱状面的末端,所述柱状面的横截面面积稍大于导管管口面积,所述倒刺的立面高度大于0.1mm,倒刺所在的过渡面轴向长度至少为1mm,所述接头连接端前端外边缘处设有倒角。
14.进一步地,所述导管内径为1~20mm,所述接头插入导管内的深度为导管内径的1~9倍,根据导管的具体使用情况,导管内径越大,接头插入导管内的深度越长。
15.进一步地,所述导管壁厚大于等于0.3mm至小于等于3.0mm。
16.进一步地,所述导管为硬度在33~95shore a或10~50shore d的弹性材料制成,所述接头为硬度在40~100shore d的高分子材料制成。
17.进一步地,所述导管采用以pp(聚丙烯)或pe(聚乙烯)为基材,加入弹性体成分的材料注塑形成,基材与弹性体的重量百分百为5-95%。
18.进一步地,所述弹性体为sebs(苯乙烯系热塑性弹性体)、eva(乙烯~醋酸乙烯共聚物)、poe(乙烯和丁烯的高聚物,或为乙烯和辛烯的高聚物)、sbs(苯乙烯与丁二烯的嵌段共聚物)、epr(乙丙橡胶)、epdm(三元乙丙橡胶)、或sis(苯乙烯~异戊二烯~苯乙烯)。
19.与现有技术相比,本发明的有益效果是:
20.本发明通过加热使非pvc导管使其管口膨胀软化,使接头容易插入导管内,而且未破坏导管内部结构,也不需要使用胶水或粘接剂,对人体无害,无残留,更不需要使用多余的卡箍或扎带,连接成本低,尤其适用于输液,人体体液导引之用。
21.上述说明仅是本发明技术方案的概述,为了能够更清楚了解本发明的技术手段,而可依照说明书的内容予以实施,并且为了让本发明的上述和其他目的、特征和优点能够更明显易懂,下面结合附图和实施例对本发明做进一步详细说明,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。
附图说明
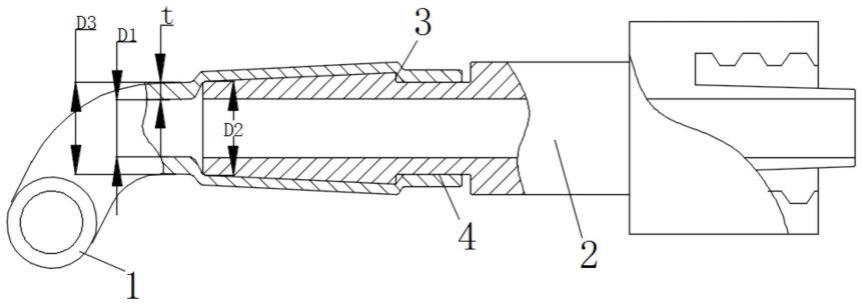
22.图1为本发明的导管与接头的连接结构示意图。
23.图中各标号和对应的名称为:
24.1.导管,2.接头,3.立面,4.过渡面。
具体实施方式
25.实施例一:
26.如图1所示,一种非pvc医用导管和接头连接方法,包括一非pvc医用导管1和一接头2,接头2的内径与导管1内径相同或相近,以保证连接后的导管1与接头2的流通量不会减小。接头2在与导管1相连接的连接端表面设有一个或多个倒刺,倒刺为设置在接头2外壁的环形槽形成。其中,倒刺的环形槽前壁为垂直于其轴线的立面3结构,倒刺的环形槽底壁为过渡面4,其在轴向上可为直线型、波浪型,或其它不规则形状。
27.该连接方法包括以下步骤:
28.s1.将导管1的连接端置于烘箱或其它加热工具中加热一定时间,并使导管1的连接端呈非熔融的膨胀软化状态后取出。加热时采用非接触式加热(即不直接接触火焰、电阻丝等热源),加热温度为70~250℃。
29.s2.迅速将接头2的连接端插入到膨胀软化状态的导管1的连接端内,并保证导管1的连接端完全覆盖最后一个倒刺的前立面3,且在最后一个倒刺的过渡面4上覆盖有一定距离,以保证导管1与接头2的连接牢固和可靠。
30.s3.对连接接头2后的导管1的连接端再次加热至导管1呈非熔融的膨胀软化状态,保证导管1在与接头2连接部位更加服帖,冷却后的外表面更加光滑和美观。同时,加热时为非接触式加热,加热温度为70~250℃。
31.s4.将加热后的导管1及接头2自然冷却至室温,使得导管1收缩服帖在接头2表面形成一体结构。
32.本实施例中,接头2的连接端为具有光滑的锥状面,至少一倒刺位于锥状面的末端,导管1内径d1略小于接头2锥状面前端面直径d2,导管1外径d3与接头2锥状面前端面直径d2相同或稍大于接头2锥状面前端面直径d2。作为优选,接头2连接端前端外边缘处设有倒角,方便接头2插入到导管1内部。根据导管1的实际使用场景,导管1内径d1可为1~20mm。而根据导管1的实际使用场景及导管1内外径大小,接头2锥状面前端面直径d2与导管1内径d1差值d2-d1为0.1~3.0mm,接头2的锥度为1:0.5~1:200,锥状面轴向长度为4~40mm,倒刺的立面3高度大于0.1mm,倒刺所在的过渡面4轴向长度至少为1mm,连接后的导管1至少覆盖锥状面的末端倒刺的过渡面41mm。导管1壁厚t控制在0.3mm≤t≤3.0mm,接头2插入导管1内的深度为导管1内径的1~9倍,导管1内径越大,接头2插入导管1内的深度越长。
33.作为优选,导管为硬度在33~95shore a或10~50shore d的弹性材料制成,接头为硬度在40~100shore d的高分子材料制成。导管采用以pp(聚丙烯)或pe(聚乙烯)为基材,加入弹性体成分的材料注塑形成,基材与弹性体的重量百分百为5-95%。其中,弹性体泛指在除去外力后能恢复原状的材料,然而具有弹性的材料并不一定是弹性体。弹性体只是在弱应力下形变显著,应力松弛后能迅速恢复到接近原有状态和尺寸的高分子材料。更为优选,弹性体尤其以具有粘性成份的材料,其可以但不局限于sebs(苯乙烯系热塑性弹性体)、eva(乙烯~醋酸乙烯共聚物)、poe(乙烯和丁烯的高聚物,或为乙烯和辛烯的高聚物)、sbs(苯乙烯与丁二烯的嵌段共聚物)、epr(乙丙橡胶)、epdm(三元乙丙橡胶),sis(苯乙烯~异戊二烯~苯乙烯)等,这样连接后的导管与接头在加热及自然冷却后更收缩能够收缩粘贴在一起形成一体材料,密封与连接更牢靠。
34.实施例二:
35.本实施例与实施例一基本相同,不同之处在于,接头的连接端表面不是锥形面,其为截面为圆形或椭圆形的柱状面,柱状面的轴向长度为4~40mm,柱状面的横截面面积稍大于导管管口面积。
36.本发明通过初次加热使非pvc导管使其管口膨胀软化,使接头容易插入导管内,经再次加热,保证导管在与接头连接部位更加服帖,冷却后的外表面更加光滑和美观,倒刺结构也保证了接头与导管连接的可靠性、牢固性及密封性。另外,本发明导管通过采用加热软化并插入接头的方式未破坏导管内部结构,也不需要使用胶水或粘接剂,对人体无害,无残
留,更不需要使用多余的卡箍或扎带,连接成本低,尤其适用于输液,人体体液导引之用。
37.本发明不局限于上述具体的实施方式,对于本领域的普通技术人员来说从上述构思出发,不经过创造性的劳动,所作出的种种变换,均落在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
