一种lng船上雷达管系统固定支架的安装方法
技术领域
1.本发明涉及船舶建造,特别涉及到一种lng船上雷达管系统固定支架的安装方法。
背景技术:
2.lng船液货舱雷达系统是整个lng船液货系统的重要组成部分,承担着检测液化天然气(-163摄氏度)在液货舱内液面深度的重任,对lng船装卸货物、运输检测起到关键作用。整个系统安装在液货舱泵塔上,贯穿液货舱直到甲板,整个雷达管路用低温螺栓连接在雷达发射装置法兰上,处于完全悬空的状态,只允许雷达管路因为材料收缩带来的上下运动,不得在艏艉左右舷发生晃动或移动,如发生位移将不能保证雷达管路的直线度,对液货深度测量的精准度带来不利,同时对lng船的运行及安全性也随着带来问题。为防止雷达管直线度及管路晃动的影响,特在货舱段安装雷达支架进行固定及限制位置,保证雷达系统的正常运行,所以雷达支架在整个系统中起到限制雷达管路位置及控制直线度的关键作用,故施工精度要求极为苛刻。
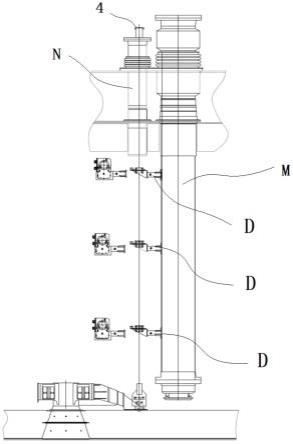
3.如图1所示,上述的雷达系统由:泵塔m、散装管n、顶部法兰4、雷达发射装置、雷达固定支架5和底部反射装置等部件构成。现有技术中雷达管路固定支架的装焊施工流程如下:1)散装管定位焊接结束后,将雷达发射装置法兰拆除。2)将雷达管、温度管用吊车吊运至舱内,使用绑带临时固定至泵塔上。3)先将顶部第一根雷达管路及温度管用螺栓连接至顶部法兰,结束后在货舱内根据雷达管的位置安装第一个雷达固定支架。4)待第一个雷达支架安装完毕后检测间隙是否合格,之后安装图纸焊接支架,焊接结束后穿温度管。5)依次类推直到安装及焊接完最后一个支架。
4.上述现有技术的以上安装流程可以看出:在整个过程中除了第一根管路能满足雷达管对直线度的需求外,之后管路及支架的安装并未考虑到船舶的姿态,以及金属的任性,加之每段雷达管路的末端属于自由端,想要控制固定在某个点上时根本不可能的,所有雷达管路的直线度是得不到保证的。因雷达管固定支架由零件a与零件b通过螺栓c以紧固的形式连接而成,铁氟龙抱箍123为雷达管路直接接触面用于限定位置,必须与雷达管贴合,当雷达支架安装前需先将ab拆开之后套入雷达管内,调整好后紧固螺栓c,之后对e点位置进行焊接,待焊接结束后测量特氟龙与雷达管路贴合时发现间隙增大,不能满足要求,又不能直接将a零件强行安装,这样会改变整个管路的中心位置,从而导致下端支架安装发生很大变形,只能拆除且切割时对雷达管也会有一定影响。甚至有可能报废。
技术实现要素:
5.本发明的目的在于克服上述现有技术存在的不足,提供一种lng船上雷达管系统固定支架的安装方法。本发明的安装方法要能够保证雷达管支架装焊精度及雷达管直线度控制的装置,以确保雷达管与雷达支架之间贴合度及相应的技术精度,且确保雷达调试的最终状态满足设计要求。
6.为了达到上述发明目的,本发明专利提供的技术方案如下:
7.一种lng船上雷达管系统固定支架的安装方法,在所述雷达系统支架上安装有雷达管固定支架,所述雷达管固定支架由第一零件、第二零件和螺栓以紧固的形式连接而成,在所述第一零件上设有第一特氟龙条,在所述第二零件上设有第二特氟龙条和第三特氟龙条,所述雷达管固定支架以焊接的形式固定在雷达系统支架上,多个所述的雷达系统支架预先焊接固定在泵塔固定支架上,该方法包括制作支架、装焊支架和安装雷达管,具体包括如下实现步骤:
8.第一步,准备雷达管固定支架的第一零件、第二零件和螺栓,并使用特氟龙材料制作雷达管固定支架制作靶、雷达管固定支架激光靶和顶部法兰激光验证靶,所述雷达管固定支架激光靶的中部设有小孔;
9.第二步,将第一零件和第二零件对接在一起,用螺栓组合在一起,在由第一零件和第二零件围合的圆孔中塞入所述的雷达管固定支架制作靶,使得第一特氟龙条、第二特氟龙条和第三特氟龙条分别与雷达管固定支架制作靶贴合,拧紧所述的螺栓并检查贴合度,第一零件和第二零件(b)利用螺栓固定完成后拆除下所述的雷达管固定支架制作靶,制作完成雷达管固定支架,照此操作完成所有雷达管固定支架的制作;
10.第三步,在雷达管安装位置的底部设置激光仪,该激光仪向上射出激光束,将所述的顶部法兰激光验证靶放置在雷达管顶部法兰上,使得激光束对准所述顶部法兰激光验证靶的靶心处,即雷达管中心位置处;
11.第四步,将组装完成的第一个雷达管固定支架拿到lng船上的安装位置,将雷达管固定支架放置在雷达系统支架上并点焊,该雷达系统支架预先焊接固定在泵塔的侧壁上,将所述的雷达管固定支架激光靶塞入到雷达管固定支架的第一零件和第二零件围合的孔中,再次检查第一特氟龙条、第二特氟龙条和第三特氟龙条与雷达管固定支架激光靶贴合度,检查激光束是否能穿过雷达管固定支架激光靶的小孔以对准所述顶部法兰激光验证靶的靶心处,若穿过则表示安装位置准确无误,若被阻挡则表示安装位置有偏差,及时调整雷达管固定支架的固定位置以满足要求,检测完成后拆卸雷达管固定支架激光靶,第一个雷达管固定支架安装完成;
12.第五步,重复第三步和第四步,将所有的雷达管固定支架均安装固定在泵塔的侧壁上,并通过激光束检测合格后将雷达管固定支架的第二零件点焊定位在雷达系统支架上,完成所有的雷达管固定支架在泵塔上的固定;
13.第六步,拆下各个雷达管固定支架的第一零件和螺栓,吊装各个雷达管和温度管,并且雷达管和温度管均临时固定在泵塔上,雷达管与温度管安装在同一雷达管固定支架上,其中支架小孔为安装温度管位置。
14.第七步,将雷达管按照从上到下的顺序进行连接到雷达管固定支架的第二零件上,注意对应雷达管要紧贴第二零件上的第二特氟龙条和第三特氟龙条,将第一零件安装到对应的第二零件上,并调节第一特氟龙条与雷达管的间隙,调节结束后拧紧螺丝,以焊接的方式在第一零件和第二零件连接部位固定,其中温度管的连接跟雷达管的连接同步进行。
15.第八步,重复第七步,将所有的雷达管及温度管均利用雷达管系统固定支架固定在所述的泵塔上,拆除激光仪及其光靶完成雷达管系统固定支架的装焊工作。
16.在所述第一步中,所述的雷达管固定支架制作靶为圆柱形实心结构,其外径等于
雷达管的外径,在圆筒形实心结构的一端设有直径略大的顶帽。所述的雷达管固定支架激光靶为圆筒形结构,在圆筒形结构中部设有沿轴线的孔,一端为小孔,一端为大孔,在圆筒形结构小孔一端也设有顶帽。所述的顶部法兰激光验证靶为盘状结构,该盘状结构的外径略小于雷达管顶部法兰的内径,在盘状结构的一侧设有顶帽。
17.在所述第二步中,所述第一零件为c形结构,所述的第二零件为带有c形豁口的长方形片状结构,在所述第一零件和第二零件上均设有两个供螺栓穿过的螺孔,所述第一零件和第二零件的c型开口相对对接在一起,并使得螺孔位置重合,对接后围合成为一个供雷达管穿过的圆孔,所述的第一特氟龙条、第二特氟龙条和第三特氟龙条位置均分地分布在所述的圆孔边缘。
18.在所述第四步中,所述的雷达管固定支架激光靶塞入到雷达管固定支架中,所述的圆筒部位嵌入到的第一零件和第二零件围合的圆孔中,其顶盖处于上部以进行位置固定。
19.在所述第五步中,所有的雷达管固定支架在固定时均通过激光仪的激光束穿过雷达管固定支架激光靶进行位置检验,确保安装位置精确对齐,严格平行于泵塔。
20.在所述第六步中,将雷达管放入第二零件的圆弧槽内,安装第一零件通过螺栓临时固定。将第一零件处温度管位置螺栓拆除,将温度管穿入第一零件位置的小孔,之后拧紧小孔位置螺栓作为温度管的临时固定。
21.在所述第七步中,安装过程中各个雷达管也利用激光仪的激光束进行位置检验,待第一零件和第二零件焊接完毕,利用激光束检测安装是否符合要求。
22.基于上述技术方案,本发明的安装方法与现有技术相比,取得了如下技术效果:
23.1.本发明的lng船上雷达管系统固定支架的安装方法设计了专用的对准工具,使用特氟龙材料制作雷达管固定支架制作靶、雷达管固定支架激光靶和顶部法兰激光验证靶,通过雷达管固定支架制作靶保证雷达管固定支架制作时满足精度要求,通过雷达管固定支架激光靶来实现安装过程中的雷达管固定支架的安装精度,利用顶部法兰激光验证靶与激光仪形成两点一线作为安装标准。
24.2.本发明的lng船上雷达管系统固定支架的安装方法中,其中雷达的直线度及支架贴合度属于高精度要求,通过先制作支架,之后利用激光束的基准装焊支架,最后安装雷达管,保证雷达管支架装焊精度及雷达管直线度控制的装置,以确保雷达管与雷达支架之间贴合度及相应的技术精度,且确保雷达调试的最终状态满足设计要求。
25.3.本发明的lng船上雷达管系统固定支架的安装方法经过实船应用,在lng船96型液货舱与mark3型围护系统液货舱支架装焊及管路安装检测,充分利用激光仪与相应工装来控制精度,确保雷达信号满足设计要求。
附图说明
26.图1是本发明lng船上雷达管系统固定支架的安装方法中的整体结构示意图。
27.图2是本发明lng船上雷达管系统固定支架的安装方法中雷达管固定支架制作靶与雷达管固定支架的安装关系俯视示意图。
28.图3是本发明lng船上雷达管系统固定支架的安装方法中雷达管固定支架制作靶与雷达管固定支架的安装关系正视示意图。
29.图4是本发明lng船上雷达管系统固定支架的安装方法中雷达管固定支架激光靶与雷达管固定支架的安装关系示意图。
30.图5是本发明lng船上雷达管系统固定支架的安装方法中雷达管固定支架与泵塔固定支架的安装关系示意图。
31.图6是本发明lng船上雷达管系统固定支架的安装方法中顶部法兰激光验证靶安装位置示意图。
32.图7是本发明lng船上雷达管系统固定支架的安装方法中顶部法兰激光验证靶的俯视图。
具体实施方式
33.下面我们结合附图和具体的实施例来对本发明lng船上雷达管系统固定支架的安装方法做进一步的详细阐述,以求更为清楚明了地其结构组成和实现过程,但不能以此来限制本发明的保护范围。
34.在lng船建造过程中,需要在雷达系统支架上安装雷达管固定支架,所述雷达管固定支架由第一零件a、第二零件b和螺栓c以紧固的形式连接而成。在所述第一零件a上设有第一特氟龙条1,在所述第二零件b上设有第二特氟龙条2和第三特氟龙条3,所述雷达管固定支架以焊接的形式固定在雷达系统支架上,多个所述的雷达系统支架d预先焊接固定在泵塔m的侧壁上。
35.本发明作为一种lng船上雷达管系统固定支架的安装方法,上述该方法包括制作支架、装焊支架和安装雷达管几个环节,具体而言,其包括如下实现步骤:
36.第一步,准备雷达管固定支架的第一零件a、第二零件b和螺栓c,并使用特氟龙材料制作雷达管固定支架制作靶j1、雷达管固定支架激光靶j2和顶部法兰激光验证靶j3,所述雷达管固定支架激光靶j2的中部设有小孔。其中,雷达管固定支架制作靶j1、雷达管固定支架激光靶j2和顶部法兰激光验证靶j3为本发明方法中专门设计制作的辅助装置。
37.第二步,将第一零件a和第二零件b对接在一起,用螺栓c组合在一起,在由第一零件a和第二零件b围合的圆孔中塞入所述的雷达管固定支架制作靶j1,使得第一特氟龙条1、第二特氟龙条2和第三特氟龙条3分别与雷达管固定支架制作靶j1贴合,拧紧所述的螺栓c并检查贴合度,当第一零件a和第二零件b利用螺栓c固定完成后,再拆除下所述的雷达管固定支架制作靶j1,制作完成雷达管固定支架,照此操作完成所有雷达管固定支架的制作,采用雷达管固定支架制作靶j1配合制作雷达管固定支架这个操作可以在车间内完成运送到船上,也可以在船上安装时临时组装连接完成。
38.第三步,在雷达管安装位置的底部设置激光仪,该激光仪向上射出激光束,将所述的顶部法兰激光验证靶j3放置在雷达管的顶部法兰4上,使得激光束对准所述顶部法兰激光验证靶j3的靶心处,即雷达管中心位置处。
39.第四步,将组装完成的第一个雷达管固定支架拿到lng船上的安装位置,将雷达管固定支架放置在雷达系统支架上并点焊,该雷达系统支架预先焊接固定在泵塔的侧壁上,将所述的雷达管固定支架激光靶j2塞入到雷达管固定支架的第一零件a和第二零件b围合的孔中,再次检查第一特氟龙条1、第二特氟龙条2和第三特氟龙条3与雷达管固定支架激光靶j2贴合度,检查激光束是否能穿过雷达管固定支架激光靶j2的小孔以对准所述顶部法兰
激光验证靶j3的靶心处,若穿过则表示安装位置准确无误,若被阻挡则表示安装位置有偏差,及时调整雷达管固定支架的固定位置以满足要求,检测完成后拆卸雷达管固定支架激光靶j2,第一个雷达管固定支架安装完成。
40.第五步,重复第三步和第四步,将所有的雷达管固定支架均安装固定在泵塔的侧壁上,并通过激光束检测合格后将雷达管固定支架的第二零件b点焊定位在雷达系统支架上,完成所有的雷达管固定支架在泵塔上的固定。
41.第六步,拆下各个雷达管固定支架的第一零件a和螺栓c,吊装各个雷达管和温度管,并且雷达管和温度管均临时固定在泵塔上,其中雷达管与温度管安装在同一雷达管固定支架上,其中支架小孔为安装温度管位置。
42.第七步,将雷达管按照从上到下的顺序进行连接到雷达管固定支架的第二零件b上,注意对应雷达管要紧贴第二零件b上的第二特氟龙条2和第三特氟龙条3,将第一零件a安装到对应的第二零件b上,并调节第一特氟龙条1与雷达管的间隙,调节结束后拧紧螺丝c,以焊接的方式在第一零件a和第二零件b连接部位固定。
43.第八步,将所有的雷达管及温度管均利用雷达管固定支架连接在雷达管系统固定支架d,进而实际固定在所述的泵塔m上,拆除激光仪及其光靶完成雷达管系统固定支架的装焊工作。
44.作为专用部件,所述的雷达管固定支架制作靶j1为圆柱形实心结构,其外径等于雷达管的外径,在圆筒形实心结构的一端设有直径略大的顶帽。所述的雷达管固定支架激光靶j2为圆筒形结构,在圆筒形结构中部设有沿轴线的孔,一端为小孔,一端为大孔,在圆筒形结构小孔一端也设有顶帽。所述的顶部法兰激光验证靶j3为盘状结构,该盘状结构的外径略小于雷达管顶部法兰的内径,在盘状结构的一侧设有顶帽。
45.所述第一零件a为c形结构,所述的第二零件b为带有c形豁口的长方形片状结构,在所述第一零件a和第二零件b上均设有两个供螺栓c穿过的螺孔,所述第一零件a和第二零件b的c型开口相对对接在一起,并使得螺孔位置重合,对接后围合成为一个供雷达管穿过的圆孔,所述的第一特氟龙条1、第二特氟龙条2和第三特氟龙条3位置均分地分布在所述的圆孔边缘。
46.在所述第四步中,所述的雷达管固定支架激光靶j2塞入到雷达管固定支架中,所述的圆筒部位嵌入到的第一零件a和第二零件b围合的圆孔中,其顶盖处于上部以进行位置固定。
47.在所述第五步中,所有的雷达管固定支架在固定时均通过激光仪的激光束穿过雷达管固定支架激光靶j2进行位置检验,确保安装位置精确对齐,严格平行于泵塔。
48.在所述第七步中,安装过程中各个雷达管也利用激光仪的激光束进行位置检验,待第一零件和第二零件焊接完毕,检测激光束符合要求后,拆除激光仪及光靶。
49.由上述要求得出,雷达的直线度及支架贴合度属于高精度要求,因此将方案定位改先制作支架,之后利用激光束的基准装焊支架,最后安装雷达管,该装置包括激光仪、雷达固定支架、雷达固定支架制作靶、雷达固定支架激光靶。本发明通过设计一种保证雷达管支架装焊精度及雷达管直线度控制的装置,以确保雷达管与雷达支架之间贴合度及相应的技术精度,且确保雷达调试的最终状态满足设计要求。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。