技术特征:
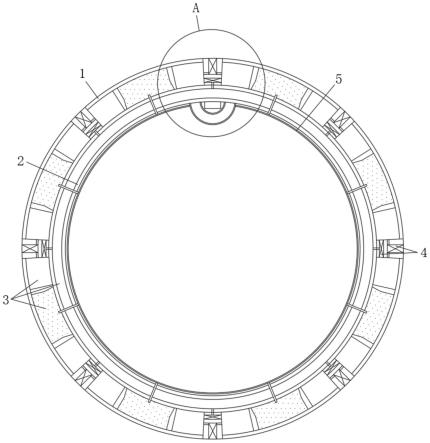
1.一种lng运输船上液货舱气囊管内甲板穿舱件的安装方法,所述液货舱气囊管将液货舱内部与液货舱气体穹顶相连,在lng运输船发生横倾时将液货舱内部挥发出的天然气传输至气体穹顶,以控制液货舱的舱压,在所述液货舱上设有气囊管内甲板穿舱件以供所述气囊管穿过入至内甲板中,在所述液货舱内壁上气囊管内甲板穿舱件安装位置处设有对应气囊管形状的次层绝缘箱和主层绝缘箱,其特征在于,所述的安装方法包括如下步骤:第一步,临时安装固定次层绝缘箱,将次层绝缘箱对应安装在液货舱内甲板气囊管内甲板穿舱件的位置,并复查内甲板上气囊管内甲板穿舱件对应的开孔位置是否正确;所述气囊管内甲板穿舱件的组成包括有气囊管、穿舱件和殷瓦管,所述的气囊管垂直固定并穿过所述的穿舱件,穿过所述穿舱件的一部分气囊管端部对焊所述的殷瓦管,所述的殷瓦管在所述穿舱件固定完成后对接在所述气囊管的端部并作为气囊管一部分;第二步,定位气囊管内甲板穿舱件的安装位置并进行预安装,根据已经定位好的次层绝缘箱位置来确定气囊管的安装位置,定位完成后将气囊管内甲板穿舱件临时摆放在定位好的安装位置处,使气囊管的中心线处于次层绝缘箱开孔中心处;第三步,测量气囊管内甲板穿舱件在内甲板上的垂直度,将气囊管内甲板穿舱件摆放到位后进行点焊临时固定,测量所述气囊管内甲板穿舱件在内甲板以上部分的垂直度,测量后证明其垂直度符合安装要求后即可进行第四步,如测量发现垂直度不符合要求则调整垂直度,直至符合安装要求;第四步,准备安装气囊管内甲板穿舱件,待全部定位位置和垂直度检查结束后,准备正式安装气囊管内甲板穿舱件,安装前拆除临时安装在液货舱内部的次层绝缘箱;第五步,在移除次层绝缘箱后,对气囊管内甲板穿舱件进行焊接固定,并将气囊管处在次层绝缘箱中的一段殷瓦管焊接在气囊管上,焊接时所使用的焊料为殷瓦管材质相同;第六步,在气囊管内甲板穿舱件固定完成,并且气囊管接焊完成后,将次层绝缘箱正式安装到位,并且完成气囊管与液货舱气体穹顶的连接,完成lng运输船液货舱气囊管的安装工作。2.根据权利要求1所述的一种lng运输船上液货舱气囊管内甲板穿舱件的安装方法,其特征在于,在所述第一步中,所述的次层绝缘箱上设有通孔以对应于所述的气囊管,该气囊管一部分位于内甲板外侧,一部分伸入至内甲板的次层绝缘箱和主层绝缘箱中,伸入至所述次层绝缘箱中的气囊管包括有一段殷瓦管,该殷瓦管在气囊管内甲板穿舱件固定完成后对接完成。3.根据权利要求1所述的一种lng运输船上液货舱气囊管内甲板穿舱件的安装方法,其特征在于,在第二步中,所述液货舱内壁上气囊管内甲板穿舱件位置对应的次层绝缘箱为特殊形状的次层绝缘箱,在该次层绝缘箱的特殊形状是指在次层绝缘箱上开有供气囊管穿过的开孔。4.根据权利要求3所述的一种lng运输船上液货舱气囊管内甲板穿舱件的安装方法,其特征在于,所述次层绝缘箱在液货舱内壁的编号和安装位置均预先确定,所述的主层绝缘箱位于次层绝缘箱内侧且位置与编号对应,且使得气囊管穿入液货舱的部分处于次层绝缘箱的开孔中并与次层绝缘箱和主层绝缘箱均不发生接触。5.根据权利要求1所述的一种lng运输船上液货舱气囊管内甲板穿舱件的安装方法,其特征在于,在第三步中,采用水平尺或铅垂线来测量所述气囊管内甲板穿舱件在内甲板以
上部分的垂直度,若垂直度不符合要求则通过打磨气囊管内甲板穿舱件底部来调整气囊管中心与内甲板的垂直度。6.根据权利要求1所述的一种lng运输船上液货舱气囊管内甲板穿舱件的安装方法,其特征在于,在第五步中,所述气囊管内甲板穿舱件利用氩弧焊的方式固定在内甲板上,焊接完成时保证气囊管中心线垂直于内甲板,焊接时所用焊料与所述气囊管内甲板穿舱件的材质相同。7.根据权利要求6所述的一种lng运输船上液货舱气囊管内甲板穿舱件的安装方法,其特征在于,气囊管内甲板穿舱件固定完成后,在气囊管伸入到液货舱内甲板中的一端焊接固定所述的殷瓦管,殷瓦管对接在所述气囊管的端部并作为气囊管一部分。8.根据权利要求1所述的一种lng运输船上液货舱气囊管内甲板穿舱件的安装方法,其特征在于,在第六步中,气囊管与液货舱气体穹顶的连接处设有穿舱件,气囊管上端通过穿舱件固定在穹顶甲板上,并通过后续管路与液货舱气体穹顶相连接。
技术总结
本发明涉及到一种LNG运输船上液货舱气囊管内甲板穿舱件的安装方法,该方法包括如下步骤:第一步,临时安装固定次层绝缘箱,并复查内甲板上气囊管内甲板穿舱件的开孔位置;第二步,定位气囊管内甲板穿舱件的安装位置并进行预安装;第三步,测量气囊管内甲板穿舱件在内甲板上的垂直度;第四步,准备安装气囊管内甲板穿舱件,安装前拆除临时安装在液货舱内部的次层绝缘箱;第五步,对气囊管内甲板穿舱件进行焊接固定,并将气囊管处在次层绝缘箱中的一段殷瓦管焊接在气囊管上;第六步,在气囊管内甲板穿舱件固定完成,并且气囊管接焊完成后,将次层绝缘箱正式安装到位。本发明的方法保证焊接垂直度且预防焊接变形,安装效果良好且无需后续返工。需后续返工。需后续返工。
技术研发人员:曾庆玮 张少鹰 奚晨亮 许云隆 石忠瑞
受保护的技术使用者:沪东中华造船(集团)有限公司
技术研发日:2022.07.26
技术公布日:2022/12/5
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。