1.本实用新型涉及塑料膜生产技术领域,具体涉及一种塑料膜生产加工时使用的配料系统。
背景技术:
2.土工膜以塑料薄膜作为防渗基材,与无纺布复合而成的土工防渗材料,其中,吹膜是塑料薄膜生产过程中的主要步骤,具体过程是将原料(pvc或pe或eva)在挤塑机中熔化熔融,并将聚合物挤出成型管状膜坯,在较好的熔体流动状态下通过高压空气将管膜吹胀到所要求的厚度,最后冷却定形做成的塑料薄膜。
3.实际生产过程中为了获得不同颜色的土工膜基材,吹膜步骤中除了原料以外,还混有色母粒;此外,为了节约成本,塑料膜生产过程中的碎料也会返回到挤塑机中;为了满足不同产品的生产需求,原料、色母粒、碎料在加入挤塑机时需要进行配料,传统的操作是通过人工称量后加入混料罐中混合后,再加入到挤塑机中,这种操作带来两个弊端,其一是原料需要专门堆放存储管理,其二,取料、称量需要人工辅助实现;这样使得塑料膜生产过程较为费力,人工成本高。
技术实现要素:
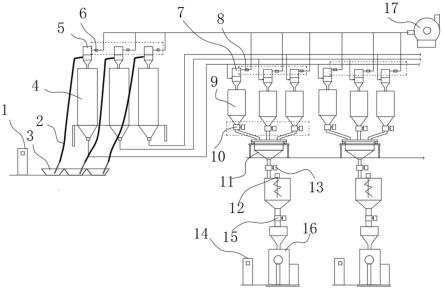
4.针对现有技术中的问题,本实用新型提供了一种土工膜基材生产用配料系统,包括:物料存储输送设备和称重混料设备;物料存储输送设备包括,吸料管、料槽、储料罐;称重混料设备包括,中间罐、料斗秤、混料罐;
5.其中,储料罐有三个;每个储料罐顶部安装有一个第一真空上料器,每个第一真空上料器通过吸料管与一个料槽连接;所述中间罐有多个,三个一组,每个中间罐顶部安装有一个第二真空上料器,各组中间罐顶部的三个第二真空上料器分别与三个储料罐下料口连接;每组中间罐的下料口分别通过第一卸料阀与一个料斗秤顶部连接;每个料斗秤下端通过第二卸料阀与混料罐上端连接,混料罐下端通过第三卸料阀与挤塑机连接。
6.优选的,所述各第一真空上料器分别通过第一电磁阀与风机连接;所述各第二真空上料器分别通过第二电磁阀与风机连接。
7.优选的,所述物料存储输送设备还包括上料控制柜;各个第一电磁阀及第二电磁阀、风机与上料控制柜电连接。
8.优选的,上料控制柜上设置有三个按键;上料控制柜内安装有第一plc控制模块。
9.优选的,所述称重混料设备还包括混料控制柜,每组中间罐上的第一卸料阀以及对应连接的料斗秤、混料罐内搅拌器、第二卸料阀、第三卸料阀分别与一个混料控制柜电连接。
10.优选的,所述混料控制柜上安装触控屏,内部设置第二plc控制模块。
11.优选的,所述第一plc控制模块与第二plc控制模块通过rs485接口连接通信。
12.本实用新型与现有技术相比,具有以下有益效果:
13.该配料系统通过存储罐将原料分别存储,自动进行称量配料;方便原料存储管理,降低了人工作业成本。
14.该配料系统对上料和称重混料进行分开控制,可同时实现多组物料的称重配比混料,满足多台挤塑机的生产需求,并通过控制柜实现自动或手动控制,方便操控,提高了塑料膜生产效率。
附图说明
15.图1是本实用新型一种土工膜基材生产用配料系统的结构示意图;
16.图2是本实用新型一种土工膜基材生产用配料系统的电气连接图;
17.图中:上料控制柜1、吸料管2、料槽3、储料罐4、第一真空上料器5、第一电磁阀6、第二真空上料器7、第二电磁阀8、中间罐9、第一卸料阀10、料斗秤11、混料罐12、第二卸料阀13、混料控制柜14、第三卸料阀15、挤塑机16、风机17、按键101、第一plc控制模块102、搅拌器121、第二plc控制模块141、触控屏142。
具体实施方式
18.下面将结合本实用新型实施例中的附图;对本实用新型实施例中的技术方案进行清楚、完整地描述:
19.如图1-2所示,在本实用新型的一个实施例中,一种土工膜基材生产用配料系统,包括:物料存储输送设备和称重混料设备;物料存储输送系设备,完成原料的上料存储及分配,称重混料设备完成原料的称重配比混合;物料存储输送设备包括,吸料管2、料槽3、储料罐4;称重混料设备包括,中间罐9、料斗秤11、混料罐12;
20.其中,储料罐4有三个,分别用于存储原料、色母粒及碎料;每个储料罐4顶部安装有一个第一真空上料器5,每个第一真空上料器5通过吸料管2与一个料槽3连接;所述中间罐9有多个,三个一组,每个中间罐9顶部安装有一个第二真空上料器7,各组中间罐9顶部的三个第二真空上料器7分别与三个储料罐4下料口连接;每组中间罐9的下料口分别通过第一卸料阀10与一个料斗秤11顶部连接;实现多组称量配比;每个料斗秤11下端通过第二卸料阀13与混料罐12上端连接,混料罐12下端通过第三卸料阀15与挤塑机16连接。
21.具体的,所述各第一真空上料器5分别通过第一电磁阀6与风机17连接;所述各第二真空上料器7分别通过第二电磁阀8与风机17连接。通过控制各个电磁阀的开启或关闭实施调节各原料的上料过程。
22.具体的,所述物料存储输送设备还包括上料控制柜1;各个第一电磁阀6及第二电磁阀8、风机17与上料控制柜1电连接;只要有一路电磁阀开启时,风机17立即开启,实现负压送料;
23.具体的,上料控制柜1上设置有三个按键101,每个按键控制对应控制一个料槽内原料上料;上料控制柜1内安装有第一plc控制模块102;具体实施时,各个第一电磁阀6及第二电磁阀8、风机17、各个按键101通过第一plc控制模块102控制。
24.具体的,所述称重混料设备还包括混料控制柜14,每组中间罐9上的第一卸料阀10以及对应连接的料斗秤11、混料罐12内搅拌器121、第二卸料阀13、第三卸料阀15分别与一个混料控制柜14电连接;实现各组称量配比分别自动控制。
25.具体的,所述混料控制柜14上安装触控屏142,内部设置第二plc141控制模块;第一卸料阀10、混料罐12内搅拌器121、第二卸料阀13、第三卸料阀15分别通过第二plc控制模块141控制,料斗秤11通过第二plc控制模块141采集其物料重量数据;通过触控屏142,进行自动或手动切换,并在手动状态下操控混料过程,同时实时显示料斗秤11及各个执行部件的状态信息。
26.具体的,所述第一plc控制模块102与第二plc控制模块141通过rs485接口连接通信。当混料控制柜14控制第一卸料阀10在对应料斗秤11加料时,此时,若称重数据无变化,则说明对应中间罐9内物料用完,此时,第二plc控制模块141将该信息发送至第一plc控制模块102,第一plc控制模块102控制对应的第二真空上料器7上的第二电磁阀8开启,实现对该原料的补充。
27.具体运行时,在物料存储输送过冲中,当三个料槽3内有物料时,对应按下相应的按键101,上料控制柜1启动对应储料罐4顶部第一真空上料器5上的第一电磁阀6并开启风机17,物料通过负压从吸料管2进入对应的储料罐4中,吸料完成后,再次按下相应的按键101,停止;
28.称重混料过程中,通过触控屏142设定各个原料的配比及混料时间,自动状态下,第二plc控制模块141对该组三个中间罐9上的第一卸料阀10分别进行控制,并通过料斗秤11实时检测加入物料的重量,进行物料配比,上述过程中,当第二plc控制模块141控制第一卸料阀10在对应料斗秤11加料时,此时,若称重数据无变化,则说明对应中间罐9内物料用完,此时,第二plc控制模块141将该信息发送至第一plc控制模块102,第一plc控制模块102控制对应的第二真空上料器7上的第二电磁阀8开启,实现对该中间罐9内物料的补充;
29.完成配比后控制第二卸料阀13开启,并控制混料罐12内搅拌器121开启混料,混料完成后控制第三卸料阀15开启将物料加入挤塑机16中生产;手动状态下,则根据上述步骤,通过触控屏142分别对该组中的第一卸料阀10、混料罐12、第二卸料阀13、第三卸料阀15进行启停控制;
30.以上所述仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其改进构思加以等同替换或改变,都应涵盖在本实用新型的保护范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。