一种cmc复合材料孔类薄壁零件的自适应快换夹具
技术领域
1.本发明属于夹具技术领域,涉及一种cmc复合材料孔类薄壁零件的自适应快换夹具。
背景技术:
2.cmc复合材料孔类薄壁零件的加工区域和装夹区域都为复杂空间曲面,如何实现其加工是一项复杂的加工技术,当前的主要加工方法是根据曲面的几何形状设计成形模具来进行装夹加工,这种加工方法不仅模具制造周期较长,生产成本较高,测量较为困难,且每个零件表面状态也不一样,个别零件不能完全贴合,容易造成资源浪费。且由于cmc复合材料试件价格昂贵,对加工质量的要求不能有任何疏忽,因此亟需一种适用于cmc复合材料孔类薄壁零件的通用装夹工具,以满足cmc复合材料孔类薄壁零件的加工精度。
技术实现要素:
3.为解决上述技术问题,本发明的目的是提供一种cmc复合材料孔类薄壁零件的自适应快换夹具,该夹具采用多点定位夹持原理,以可伸缩的定位销进行定位,并在凸曲面的周围增加六组液压支撑,用来构造不同位置的三维空间型面,将六点定位转换为曲面定位,解决复杂曲面空间六自由度的柔性约束问题,保证装夹效果。
4.本发明提供一种cmc复合材料孔类薄壁零件的自适应快换夹具,包括:底板、多个压板组件、多个柔性夹具和多个伸缩定位销组件;多个伸缩定位销组件设置在底板的中部,用于伸入零件的安装孔中进行初定位;多个压板组件分布设置在底板的四个边缘,压板组件两两对称设置,每个压板组件下方对应设置一个柔性夹具;柔性夹具顶部阵列布置多个伸缩液压柱,伸缩液压柱在液压泵的驱动下升起直至贴合到零件底面的曲面并锁紧,通过调整各个伸缩液压柱的高度来拟合出与零件底面的曲面形状相同的曲面,再通过相应的压板组件从顶面压紧零件。
5.在本发明的cmc复合材料孔类薄壁零件的自适应快换夹具中,所述伸缩定位销组件包括:定位套筒、定位销、弹簧、螺塞和手柄;所述定位套筒固定在底板上,定位套筒侧壁上设有l型滑槽,定位套筒由位于下方的大内径段和位于上方的小内径段组成;所述螺塞设置在定位套筒内部并固定在底板上,所述弹簧底部套设在螺塞上;所述定位销设置在定位套筒内,由位于下方的大直径段和位于上方的小直径段组成,所述弹簧顶部连接定位销的大直径段的底部;所述手柄设置在定位销的大直径段的侧壁上,当手柄位于l型滑槽的竖直槽内时,定位销顶部从定位套筒的顶部伸出且定位销的大直径段的顶端抵压在定位套筒的小内径段的底端;将手柄拉入l型滑槽的水平槽内时,定位销顶部缩进定位套筒内。
6.在本发明的cmc复合材料孔类薄壁零件的自适应快换夹具中,所述压板组件包括:支承、快卸螺栓和压板;所述支承的底部支撑在底板上,其底部为弧形端面,支承的顶部设有螺纹并套设限位螺母;所述底板的底面设有槽体,顶面设有与槽体连通的通孔,所述快卸螺栓伸入槽体内并通过穿设在快卸螺栓侧壁中的销子限位在槽体中,所述压板的一端套设
到支承的顶部并支撑在限位螺母上,压板的中部套设在快卸螺栓上并通过快卸螺栓顶部的螺母压紧,所述柔性夹具设在压板的另一端的下方,压板的另一端从上方压紧零件顶面,柔性夹具从零件的底面支撑零件的底面。
7.在本发明的cmc复合材料孔类薄壁零件的自适应快换夹具中,所述压板底面与零件接触的位置设有铜皮。
8.在本发明的cmc复合材料孔类薄壁零件的自适应快换夹具中,所述底板的顶面设有限位槽,支承底部的弧形端面支撑在限位槽中。
9.在本发明的cmc复合材料孔类薄壁零件的自适应快换夹具中,所述快卸螺栓的中部设有凸缘,以防止快卸螺栓从通孔中脱落。
10.在本发明的cmc复合材料孔类薄壁零件的自适应快换夹具中,所述底板设有多个定位栓,定位栓与安装在机床上的零点定位系统中的定位孔配合,以使自适应快换夹具的基准和机床的坐标系的基准重合。
11.一种cmc复合材料孔类薄壁零件的自适应快换夹具,至少具有以下有益效果:1、该夹具采用多点定位夹持原理,以可伸缩的伸缩定位销组件进行初定位,并在凸曲面的周围增加六组柔性夹具,用来构造不同位置的三维空间型面,将六点定位转换为曲面定位,解决复杂曲面空间六自由度的柔性约束问题,保证装夹效果。
12.2、该夹具突破传统工装的客观限制,能根据被制造件的形状结构和尺寸规格进行适当调整,一套夹具可以实现对多种表面形状的零件的装夹,解决原来只能采用成形模具进行装夹,不能满足相似曲面形状加工要求的问题,降低产品研发制造成本,缩短生产准备周期。
附图说明
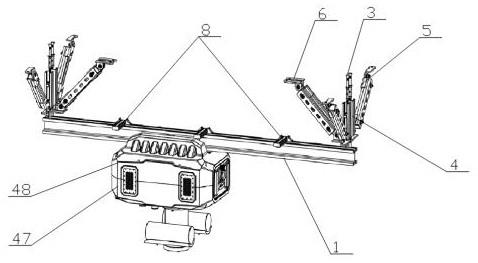
13.图1是本发明的一种cmc复合材料孔类薄壁零件的自适应快换夹具的立体图;图2是本发明的一种cmc复合材料孔类薄壁零件的自适应快换夹具的主视图;图3是本发明的一种cmc复合材料孔类薄壁零件的自适应快换夹具的侧视图;其中:1-底板,11-槽体,12-通孔,13-限位槽,2-压板组件,21-支承,22-快卸螺栓,23-压板, 24-限位螺母,25-销子,26-锁紧螺母,27-凸缘,3-柔性夹具,31-伸缩液压柱,4-伸缩定位销组件,41-定位套筒,42-定位销,43-弹簧,44-螺塞,45-手柄,46-l型滑槽,5-零件,6-定位栓。
具体实施方式
14.cmc复合材料孔类薄壁零件刚性较差,在装夹和加工时极易发生较大的变形,采用常规的六点定位原理已经不能满足这类零件的装夹需要,传统的工艺装备也不能满足这类零件高效高精度的生产要求。基于此背景,本发明提出一种自适应快换夹具。
15.如图1所示,本发明的一种cmc复合材料孔类薄壁零件的自适应快换夹具,包括:底板1、多个压板组件2、多个柔性夹具3和多个伸缩定位销组件4。多个伸缩定位销组件4设置在底板1的中部,用于伸入零件5的安装孔中进行初定位。多个压板组件2分布设置在底板1的四个边缘,压板组件2两两对称设置,每个压板组件2下方对应设置一个柔性夹具3。柔性夹具3顶部阵列布置多个伸缩液压柱31,伸缩液压柱31在液压泵的驱动下升起直至贴合到
零件底面的曲面并锁紧,通过调整各个伸缩液压柱31的高度来拟合出与零件底面的曲面形状相同的曲面,再通过相应的压板组件2从顶面压紧零件。
16.如图2和图3所示,所述伸缩定位销组件4包括:定位套筒41、定位销42、弹簧43、螺塞44和手柄45。所述定位套筒41固定在底板1上,定位套筒41侧壁上设有l型滑槽46,定位套筒41由位于下方的大内径段和位于上方的小内径段组成。所述螺塞44设置在定位套筒41的内部并固定在底板1上,所述弹簧43的底部套设在螺塞44上。所述定位销42设置在定位套筒41内,由位于下方的大直径段和位于上方的小直径段组成,所述弹簧43顶部连接定位销42的大直径段的底部。所述手柄45设置在定位销42的大直径段的侧壁上,当手柄45位于l型滑槽46的竖直槽内时,定位销42顶部从定位套筒41的顶部伸出且定位销42的大直径段的顶端抵压在定位套筒41的小内径段的底端。将手柄45拉入l型滑槽46的水平槽内时,定位销42顶部缩进定位套筒41内。
17.如图2所示,所述压板组件2包括:支承21、快卸螺栓22和压板23。所述支承21的底部支撑在底板1上,其底部为弧形端面,支承的顶部设有螺纹并套设限位螺母24。所述底板1的底面设有槽体11,顶面设有与槽体11连通的通孔12,所述快卸螺栓22伸入槽体11内并通过穿设在快卸螺栓22侧壁中的销子25限位在槽体中。所述压板23的一端套设到支承21的顶部并支撑在限位螺母24上,压板23的中部套设在快卸螺栓22上并通过快卸螺栓22顶部的锁紧螺母26压紧。所述柔性夹具3设在压板23的另一端的下方,压板23的另一端从上方压紧零件5的顶面,柔性夹具3从零件5的底面支撑零件的底面。
18.具体实施时,所述压板底面与零件接触的位置设有铜皮,可更贴合零件的表面形状。
19.具体实施时,所述底板1的顶面设有限位槽13,支承21底部的弧形端面支撑在限位槽13中。可实现支承21小范围的调整。
20.具体实施时,所述快卸螺栓22的中部设有凸缘27,以防止快卸螺栓22从通孔12中脱落。
21.具体实施时,所述底板1设有多个定位栓6,定位栓6与安装在机床上的零点定位系统中的定位孔配合,以使自适应快换夹具的基准和机床的坐标系的基准重合。
22.如图1-3所示,本发明的cmc复合材料孔类薄壁零件的自适应快换夹具主要由3个伸缩定位销组件、6组柔性夹具、6个压板组件和底板组成,它们构成一个整体,在加工过程中对工件实现定位、夹持和支撑功能。
23.具体实施时按照如下步骤进行装夹:(1)先将该自适应快换夹具放置在机床工作台上,利用夹具的三个定位栓6与安装在机床上的零点定位系统中的定位孔配合,以使自适应快换夹具的基准和机床的坐标系的基准重合。
24.(2)装夹前,先修整零件5的三个安装孔边缘的小平面确定基准,再根据定位销42的尺寸在零件5上加工出相应尺寸的安装孔,之后将定位销42穿过安装孔进行初定位。
25.具体实施时,当加工相似尺寸且不含有薄壁安装孔的零件时,可调节外侧的手柄45将定位销42向下压紧,待定位销42缩进到定位套筒的内部时,将手柄45放入到l型滑槽的水平槽内对当前位置进行锁死。
26.(3)零件平稳后,用筛尺测量定位套筒41顶面与零件底面之间的距离,若无间隙,
则不施加压力让压板23预压紧在零件上,注意避让待加工面。
27.(4)压板23与零件5接触后,再次用筛尺进行筛选,若检测结果不变,则表示接触良好,可升起零件周边的伸缩液压柱31,构造曲面形状。
28.(5)零件曲面形状构造后,拧紧周边压板23,完成零件的装夹。
29.本发明的关键为:(1)自适应装夹cmc复合材料孔类薄壁零件形面复杂,用于夹紧的仿形面装置制造困难。采用离散的方式,将仿形面离散成点,由液压元件代替这些离散的点,将液压元件与硬工装有机的结合在一起,利用液压元件可控性高、自适应好等优点,实现线形点阵的方式接触零件,从而达到对零件仿形夹紧的目的。具体的,本发明中采用多个柔性夹具3,每个柔性夹具3都拥有独立的液压泵,用于为伸缩液压柱31提供液压,每个柔性夹具3由58个
ø
6伸缩液压柱31构成。可以调整柔性夹具的伸缩液压柱31的高度,以拟合出与被夹持曲面形状相同的曲面,并使构造的空间曲面与零件5的待加工面完全贴合,约束复杂曲面的六个自由度。具体实施时,可采用amf公司的柔性夹具。
30.(2)快速更换本发明的cmc复合材料孔类薄壁零件的自适应快换夹具是一个整体,六个不同位置的压板组件2均是安装在底板1上的,零件5装夹时,将自适应快换夹具整体放置在机床工作台上,零件5的安装与拆卸均在本发明的自适应快换夹具上进行。相比于传统夹具,发明的cmc复合材料孔类薄壁零件的自适应快换夹具的基准面与零件贴合效果更好,可在不移动夹具的情况下,利用夹具的三个定位栓6和基准面实现快速更换。
31.(3)稳定性高通过本发明cmc复合材料孔类薄壁零件的自适应快换夹具进行装夹后,零件的定位由点定位转换成面定位,零件在空间的位置和姿态由六点确定转换成由柔性夹具3的伸缩液压柱31构成的整个曲面来确定,通过面的支撑一次性的完成定位、支撑、夹紧的整个过程。相比于传统工装其装夹效果更好,加工时稳定性更高,可有效保证加工精度。
32.(4)测量方便本发明的cmc复合材料孔类薄壁零件的自适应快换夹具定位时采用六个柔性夹具3构造型面,周边用压板组件2进行压紧,为测量预留足够空间。相比于传统工装可调整空间较大,测量时更为方便。
33.以上所述仅为本发明的较佳实施例,并不用以限制本发明的思想,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。