1.本发明涉及纺织技术领域,尤其涉及一种多次缝纫轨迹制作装置及其控制方法,主要适用于提高缝纫效率与布料定位效果。
背景技术:
2.传统用于服装缝纫的亚克力模板为一体式结构,针对缝纫机不同的走针轨迹就需更换与其对应的亚克力模板。服装版型升级后,其对应的亚克力模板便无法再重复使用,需要重新设计和制作新的模板,从而造成人力、物力和时间的浪费,且传统的服装缝纫模板机缝制一般只能适用于大批量生产,因为制作模板需要一定的费用。
3.中国专利,申请公布号为cn113502609a,申请公布日为2021年10月15日的发明公开了一种服装模板成型机及其控制方法,包括万能模板与模板机,模板机包括工作平台及其两侧对称设置的推拉盒,推拉盒包括直角梯形盒体与矩形盒体,矩形盒体的端口与直角梯形盒体的上底口连通,直角梯形盒体的直角腰、矩形盒体的侧面上开设有滑槽,直角梯形盒体通过滑块安装在底座上,滑块通过皮带与电机连接,底座通过皮带与电机连接;万能模板安装在工作平台上,万能模板包括上模板、下模板与针杆,上下模板中部开设有贯穿槽,上下模板两侧面开设有多个针槽,针杆尾部设置有限位突起,上下模板的安装槽内设置有上压板、弹簧、与针杆接触的下压板,上压板中部设置有带凸起的压杆。虽然该发明可以通过模板机自动将万能模板调整为符合要求的走针轨迹,万能模板每次使用后可复原进行下一走针轨迹的调整,可重复使用,节省了模板材料,降低了生产成本,但是其仍然存在以下缺陷:该发明在缝纫工作结束后,需要取出缝纫后的布料,进行下一次走针轨迹的制定,使得服装模板成型机难以对同一待缝纫布料进行多次缝纫轨迹的制作,从而降低了缝纫效率;同时,在轨迹制作时,将待缝纫布料压紧,在松开构成缝纫轨迹的针杆后,待缝纫布料会自然散开,不利于后续对该布料缝纫时进行定位。
技术实现要素:
4.本发明的目的是克服现有技术中存在的缝纫效率低、布料定位效果差的缺陷与问题,提供一种缝纫效率高、布料定位效果好的多次缝纫轨迹制作装置及其控制方法。
5.为实现以上目的,本发明的技术解决方案是:一种多次缝纫轨迹制作装置,包括万能模板与模板机,所述模板机包括底板与一对针杆推拉装置,所述底板的中部安装有工作平台,一对所述针杆推拉装置对称设置在工作平台的左右两侧,所述万能模板安装在工作平台上,万能模板包括上模板、下模板与针杆,所述上模板与下模板上下对称设置,且上模板的前侧与下模板的前侧铰接,所述上模板、下模板的中部均开设有一号贯穿槽,所述上模板、下模板的左右两侧面均开设有多个针槽,多个所述针槽从前往后依次均匀布置,所述针槽沿上模板、下模板的长度方向布置,针槽的端部与一号贯穿槽连通,针槽内插装有针杆,所述针杆可沿针槽左右移动;所述多次缝纫轨迹制作装置还包括两个左右对称布置的轨迹固定机构,所述轨迹
固定机构包括上压布结构、上压杆结构、下压布结构与下压杆结构;所述上模板的上端面上位于一号贯穿槽上方的部位设置有上压布结构,所述上压布结构包括上移动板与上压布板,所述上移动板滑动连接在上模板的上端面上,所述上压布板位于上模板的针杆下方,上压布板的上端面通过一号压布弹簧与上移动板的下端面连接;所述上压杆结构包括压杆板与转动轴,所述上移动板上开设有二号贯穿槽,所述转动轴的两端分别与两个安装块转动连接,安装块的下端面与上移动板的上端面连接,安装块的上端面连接有连接板,连接板与压杆弹簧的一端连接,压杆弹簧的另一端穿过二号贯穿槽后与压杆板的上端面连接,压杆板位于上移动板的下方且位于上模板的针杆上方,所述转动轴上套装有凸轮;所述下模板的下端面上位于一号贯穿槽下方的部位设置有下压布结构,所述下压布结构包括下移动板与下压布板,所述下移动板滑动连接在下模板的下端面上,所述下压布板位于下模板的针杆上方,下压布板的下端面通过二号压布弹簧与下移动板的上端面连接;所述下模板上设置有下压杆结构,所述下压杆结构包括固定杆,所述下模板的前后两侧面均开设有斜滑槽,所述固定杆插装在下模板前后两侧面的斜滑槽中,固定杆位于下模板的针杆下方且位于下移动板的上方。
6.所述轨迹固定机构还包括驱动结构,所述驱动结构包括一号横向移动组件与一号纵向移动组件,所述一号横向移动组件上安装有固定座,所述固定座上安装有电机,电机与电磁离合器连接,所述转动轴穿过安装块后与电磁离合器法兰连接,所述固定座上安装有用于夹持固定杆的夹持结构,所述一号横向移动组件安装在一号纵向移动组件上。
7.所述夹持结构包括左右对称布置的两个限位块,限位块与固定座连接,两个限位块之间设置有与固定杆端部相配合的间隙。
8.所述上压布板的下端面设置有橡胶垫,所述下压布板的上端面设置有橡胶垫。
9.所述上模板的上端面的前后两侧均开设有上滑槽,所述上移动板的两端均开设有上定位孔,紧固件穿过上定位孔后与上滑槽连接;所述下模板的下端面的前后两侧均开设有下滑槽,所述下移动板的两端均开设有下定位孔,紧固件穿过下定位孔后与下滑槽连接。
10.所述上模板的后侧通过搭扣与下模板的后侧连接。
11.所述针杆推拉装置包括推拉盒与电动推杆,所述推拉盒安装在二号横向移动组件上,二号横向移动组件安装在二号纵向移动组件上,所述推拉盒内设置有推板,所述推拉盒的前后两侧面均设置有开口,推拉盒的左侧面开设有纵向滑槽,推拉盒的右侧面安装有电动推杆,电动推杆的输出端穿过推拉盒后与推板连接,所述针杆靠近一号贯穿槽的一端设置有橡胶头,针杆的另一端设置有定位柱。
12.所述推拉盒为矩形结构,推拉盒由上横板、下横板、左上竖板、左下竖板、右竖板合围而成,所述右竖板的两端分别与上横板、下横板的一端垂直连接,上横板、下横板的另一端分别与左上竖板、左下竖板垂直连接,左上竖板与左下竖板之间的间隙构成纵向滑槽。
13.一种多次缝纫轨迹制作装置的控制方法,所述控制方法包括以下步骤:s1、先根据待缝纫布料的形状调整上移动板、下移动板的位置,再将上移动板固定
在上模板上、下移动板固定在下模板上,然后打开万能模板,再将待缝纫布料置于上模板与下模板之间,然后闭合万能模板,此时,待缝纫布料位于上压布板与下压布板之间,一号压布弹簧与二号压布弹簧被压缩,弹簧的弹力使上压布板与下压布板相互挤压以完成对待缝纫布料的压紧;s2、通过一对针杆推拉装置控制针杆运动,当每根针杆都运动至设定位置时,同行针杆之间的间隙为供缝纫针行走的走针间隙,同列针杆之间的距离差形成一条供缝纫针行走的走针轨迹;s3、控制固定杆从斜滑槽的一端移动至斜滑槽的另一端,此时,固定杆对下模板的针杆施加紧固力,以将下模板的针杆固定在针槽中;控制转动轴转动,转动轴带动凸轮转动,当凸轮与压杆板相接触时,控制转动轴停止转动,此时,压杆板对上模板的针杆施加紧固力,以将上模板的针杆固定在针槽中;s4、先将万能模板从模板机上取下,并置于缝纫机下进行走针缝纫,缝纫工作结束后,将万能模板置于模板机上,再控制固定杆沿斜滑槽移动复位、控制转动轴转动复位,以解除固定杆、压杆板对针杆的紧固力;s5、重复步骤s2、s3、s4,直到待缝纫布料所需缝纫轨迹全部制作完成。
14.所述针杆推拉装置包括推拉盒与电动推杆,所述推拉盒安装在二号横向移动组件上,二号横向移动组件安装在二号纵向移动组件上,所述推拉盒内设置有推板,所述推拉盒的前后两侧面均设置有开口,推拉盒的左侧面开设有纵向滑槽,推拉盒的右侧面安装有电动推杆,电动推杆的输出端穿过推拉盒后与推板连接,所述针杆靠近一号贯穿槽的一端设置有橡胶头,针杆的另一端设置有定位柱;步骤s2具体包括以下步骤:s21、控制二号纵向移动组件带动推拉盒纵向运动,在此过程中,针杆从推拉盒的开口进入推拉盒内,并沿推拉盒左侧面的纵向滑槽移动,当所有针杆都进入到推拉盒内时,控制二号纵向移动组件停止工作;s22、控制电动推杆带动推板运动,推板推动针杆横向移动,以使所有针杆的定位柱都移动到推拉盒开设有纵向滑槽的一侧;s23、先控制二号横向移动组件带动推拉盒横向运动,推拉盒带动所有针杆横向运动,以使所有针杆都到达第一根针杆的设定位置,再控制二号纵向移动组件带动推拉盒纵向运动,以将第一根针杆移出推拉盒,然后按上述方法依次对其余针杆进行移动,当每根针杆都运动至设定位置时,同行针杆之间的间隙为供缝纫针行走的走针间隙,同列针杆之间的距离差形成一条供缝纫针行走的走针轨迹。
15.与现有技术相比,本发明的有益效果为:1、本发明一种多次缝纫轨迹制作装置及其控制方法中,先将待缝纫布料置于上模板与下模板之间,一号压布弹簧与二号压布弹簧被压缩,弹簧的弹力使上压布板与下压布板相互挤压以完成对待缝纫布料的压紧,再通过一对针杆推拉装置控制针杆运动完成走针轨迹的制作,然后控制固定杆在斜滑槽中运动,以将下模板的针杆固定在针槽中,控制转动轴转动,转动轴带动凸轮转动,凸轮与压杆板相接触,以将上模板的针杆固定在针槽中,再将万能模板置于缝纫机下进行走针缝纫,缝纫工作结束后,将万能模板置于模板机上,解除固定杆、压杆板对针杆的紧固力,然后重复上述步骤,直到待缝纫布料所需缝纫轨迹全部制
作完成;上述设计在缝纫工作结束后,无需取出缝纫后的布料,可直接进行下一次走针轨迹的制定,使得装置能对同一待缝纫布料进行多次缝纫轨迹的制作,提高了缝纫效率;同时,在轨迹制作时,将待缝纫布料压紧,在松开构成缝纫轨迹的针杆后,待缝纫布料仍然被压紧,直到完成所需的全部缝纫轨迹再将布料取出,这样有利于对待缝纫布料缝纫时进行定位。因此,本发明提高了缝纫效率与布料定位效果。
16.2、本发明一种多次缝纫轨迹制作装置及其控制方法中,驱动结构包括一号横向移动组件与一号纵向移动组件,一号横向移动组件上安装有固定座,固定座上安装有电机,电机与电磁离合器连接,转动轴穿过安装块后与电磁离合器法兰连接,固定座上安装有夹持结构;上述结构的驱动结构,不仅能可靠的完成上模板的针杆的固定,而且能驱动夹持结构完成下模板的针杆的固定;夹持结构包括左右对称布置的两个限位块,限位块与固定座连接,两个限位块之间设置有与固定杆端部相配合的间隙,上述结构的夹持结构,不仅结构简单,而且能可靠的将固定杆夹持。因此,本发明结构简单、使用方便、可靠性高。
17.3、本发明一种多次缝纫轨迹制作装置及其控制方法中,上压布板的下端面设置有橡胶垫,下压布板的上端面设置有橡胶垫,增设橡胶垫,以增加压布板与待缝纫布料之间的摩擦力,使待缝纫布料在万能模板上不易松动,从而提高缝纫轨迹定位精准度;上模板的上端面的前后两侧均开设有上滑槽,上移动板的两端均开设有上定位孔,紧固件穿过上定位孔后与上滑槽连接;下模板的下端面的前后两侧均开设有下滑槽,下移动板的两端均开设有下定位孔,紧固件穿过下定位孔后与下滑槽连接,不仅使得上移动板、下移动板的安装与拆卸简便,而且万能模板可以适应不同形状的待缝纫布料,使得适用范围广;万能模板闭合后,上模板的后侧通过搭扣与下模板的后侧连接,以将万能模板锁紧,进一步提高万能模板对待缝纫布料的压紧效果。因此,本发明缝纫轨迹定位精准度高、安装与拆卸简便、适用范围广、布料压紧效果好。
18.4、本发明一种多次缝纫轨迹制作装置及其控制方法中,先控制二号纵向移动组件带动推拉盒纵向运动,以使所有针杆都进入到推拉盒内,再控制电动推杆带动推板运动,推板推动针杆横向移动,以使所有针杆的定位柱都移动到推拉盒开设有纵向滑槽的一侧,然后控制二号横向移动组件带动推拉盒横向运动,推拉盒带动所有针杆横向运动,以使所有针杆都到达第一根针杆的设定位置,再控制二号纵向移动组件带动推拉盒纵向运动,以将第一根针杆移出推拉盒,然后按上述方法依次对其余针杆进行移动,以使每根针杆都运动至设定位置时,上述设计不仅便于针杆的定位,而且提高了针杆的使用寿命;推拉盒为矩形结构,推拉盒由上横板、下横板、左上竖板、左下竖板、右竖板合围而成,上述结构的推拉盒,不仅方便针杆的进出,而且方便对针杆的定位。因此,本发明针杆定位方便、针杆使用寿命长。
附图说明
19.图1是本发明的结构示意图。
20.图2是本发明中万能模板的结构示意图。
21.图3是本发明中万能模板打开后的结构示意图。
22.图4是本发明中上移动板的装配结构示意图。
23.图5是本发明中上压布结构与上压杆结构的主视图。
24.图6是本发明中上压布结构与上压杆结构的立体结构示意图。
25.图7是本发明中针杆的结构示意图。
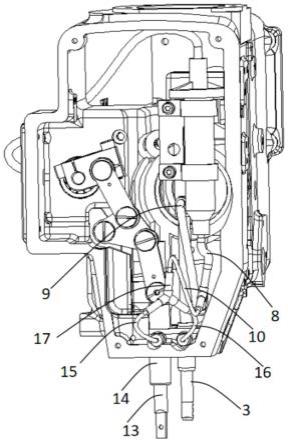
26.图8是本发明中针杆推拉装置与驱动结构的结构示意图。
27.图9是本发明中夹持结构的结构示意图。
28.图10是本发明中万能模板成形走针轨迹示意图。
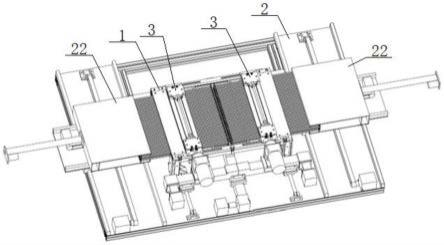
29.图11是本发明中万能模板置于模板机上的初始状态示意图。
30.图中:万能模板1、上模板11、上滑槽111、下模板12、针杆13、橡胶头131、定位柱132、一号贯穿槽14、搭扣15、模板机2、底板21、针杆推拉装置22、推拉盒221、电动推杆222、推板223、纵向滑槽224、上横板225、下横板226、左上竖板227、左下竖板228、右竖板229、工作平台23、二号横向移动组件24、二号纵向移动组件25、轨迹固定机构3、上压布结构31、上移动板311、上压布板312、一号压布弹簧313、定位孔314、上压杆结构32、压杆板321、转动轴322、安装块323、连接板324、压杆弹簧325、凸轮326、下压布板33、下压杆结构34、固定杆341、斜滑槽342、驱动结构35、一号横向移动组件351、一号纵向移动组件352、固定座353、电机354、电磁离合器355、电磁离合器法兰356、夹持结构357、限位块358、橡胶垫36、走针轨迹4。
具体实施方式
31.以下结合附图说明和具体实施方式对本发明作进一步详细的说明。
32.参见图1至图11,一种多次缝纫轨迹制作装置,包括万能模板1与模板机2,所述模板机2包括底板21与一对针杆推拉装置22,所述底板21的中部安装有工作平台23,一对所述针杆推拉装置22对称设置在工作平台23的左右两侧,所述万能模板1安装在工作平台23上,万能模板1包括上模板11、下模板12与针杆13,所述上模板11与下模板12上下对称设置,且上模板11的前侧与下模板12的前侧铰接,所述上模板11、下模板12的中部均开设有一号贯穿槽14,所述上模板11、下模板12的左右两侧面均开设有多个针槽,多个所述针槽从前往后依次均匀布置,所述针槽沿上模板11、下模板12的长度方向布置,针槽的端部与一号贯穿槽14连通,针槽内插装有针杆13,所述针杆13可沿针槽左右移动;所述多次缝纫轨迹制作装置还包括两个左右对称布置的轨迹固定机构3,所述轨迹固定机构3包括上压布结构31、上压杆结构32、下压布结构与下压杆结构34;所述上模板11的上端面上位于一号贯穿槽14上方的部位设置有上压布结构31,所述上压布结构31包括上移动板311与上压布板312,所述上移动板311滑动连接在上模板11的上端面上,所述上压布板312位于上模板11的针杆13下方,上压布板312的上端面通过一号压布弹簧313与上移动板311的下端面连接;所述上压杆结构32包括压杆板321与转动轴322,所述上移动板311上开设有二号贯穿槽,所述转动轴322的两端分别与两个安装块323转动连接,安装块323的下端面与上移动板311的上端面连接,安装块323的上端面连接有连接板324,连接板324与压杆弹簧325的一端连接,压杆弹簧325的另一端穿过二号贯穿槽后与压杆板321的上端面连接,压杆板321位于上移动板311的下方且位于上模板11的针杆13上方,所述转动轴322上套装有凸轮326;所述下模板12的下端面上位于一号贯穿槽14下方的部位设置有下压布结构,所述下压布结构包括下移动板与下压布板33,所述下移动板滑动连接在下模板12的下端面上,
所述下压布板33位于下模板12的针杆13上方,下压布板33的下端面通过二号压布弹簧与下移动板的上端面连接;所述下模板上12设置有下压杆结构34,所述下压杆结构34包括固定杆341,所述下模板12的前后两侧面均开设有斜滑槽342,所述固定杆341插装在下模板12前后两侧面的斜滑槽342中,固定杆341位于下模板12的针杆13下方且位于下移动板的上方。
33.所述轨迹固定机构3还包括驱动结构35,所述驱动结构35包括一号横向移动组件351与一号纵向移动组件352,所述一号横向移动组件351上安装有固定座353,所述固定座353上安装有电机354,电机354与电磁离合器355连接,所述转动轴322穿过安装块323后与电磁离合器法兰356连接,所述固定座353上安装有用于夹持固定杆341的夹持结构357,所述一号横向移动组件351安装在一号纵向移动组件352上。
34.所述夹持结构357包括左右对称布置的两个限位块358,限位块358与固定座353连接,两个限位块358之间设置有与固定杆341端部相配合的间隙。
35.所述上压布板312的下端面设置有橡胶垫36,所述下压布板33的上端面设置有橡胶垫36。
36.所述上模板11的上端面的前后两侧均开设有上滑槽111,所述上移动板311的两端均开设有上定位孔314,紧固件穿过上定位孔314后与上滑槽111连接;所述下模板12的下端面的前后两侧均开设有下滑槽,所述下移动板的两端均开设有下定位孔,紧固件穿过下定位孔后与下滑槽连接。
37.所述上模板11的后侧通过搭扣15与下模板12的后侧连接。
38.所述针杆推拉装置22包括推拉盒221与电动推杆222,所述推拉盒221安装在二号横向移动组件24上,二号横向移动组件24安装在二号纵向移动组件25上,所述推拉盒221内设置有推板223,所述推拉盒221的前后两侧面均设置有开口,推拉盒221的左侧面开设有纵向滑槽224,推拉盒221的右侧面安装有电动推杆222,电动推杆222的输出端穿过推拉盒221后与推板223连接,所述针杆13靠近一号贯穿槽14的一端设置有橡胶头131,针杆13的另一端设置有定位柱132。
39.所述推拉盒221为矩形结构,推拉盒221由上横板225、下横板226、左上竖板227、左下竖板228、右竖板229合围而成,所述右竖板229的两端分别与上横板225、下横板226的一端垂直连接,上横板225、下横板226的另一端分别与左上竖板227、左下竖板228垂直连接,左上竖板227与左下竖板228之间的间隙构成纵向滑槽224。
40.一种多次缝纫轨迹制作装置的控制方法,所述控制方法包括以下步骤:s1、先根据待缝纫布料的形状调整上移动板311、下移动板的位置,再将上移动板311固定在上模板11上、下移动板固定在下模板12上,然后打开万能模板1,再将待缝纫布料置于上模板11与下模板12之间,然后闭合万能模板1,此时,待缝纫布料位于上压布板312与下压布板33之间,一号压布弹簧313与二号压布弹簧被压缩,弹簧的弹力使上压布板312与下压布板33相互挤压以完成对待缝纫布料的压紧;s2、通过一对针杆推拉装置22控制针杆13运动,当每根针杆13都运动至设定位置时,同行针杆13之间的间隙为供缝纫针行走的走针间隙,同列针杆13之间的距离差形成一条供缝纫针行走的走针轨迹4;s3、控制固定杆341从斜滑槽342的一端移动至斜滑槽342的另一端,此时,固定杆
341对下模板12的针杆13施加紧固力,以将下模板12的针杆13固定在针槽中;控制转动轴322转动,转动轴322带动凸轮326转动,当凸轮326与压杆板321相接触时,控制转动轴322停止转动,此时,压杆板321对上模板11的针杆13施加紧固力,以将上模板11的针杆13固定在针槽中;s4、先将万能模板1从模板机2上取下,并置于缝纫机下进行走针缝纫,缝纫工作结束后,将万能模板1置于模板机2上,再控制固定杆341沿斜滑槽342移动复位、控制转动轴322转动复位,以解除固定杆341、压杆板321对针杆13的紧固力;s5、重复步骤s2、s3、s4,直到待缝纫布料所需缝纫轨迹全部制作完成。
41.所述针杆推拉装置22包括推拉盒221与电动推杆222,所述推拉盒221安装在二号横向移动组件24上,二号横向移动组件24安装在二号纵向移动组件25上,所述推拉盒221内设置有推板223,所述推拉盒221的前后两侧面均设置有开口,推拉盒221的左侧面开设有纵向滑槽224,推拉盒221的右侧面安装有电动推杆222,电动推杆222的输出端穿过推拉盒221后与推板223连接,所述针杆13靠近一号贯穿槽14的一端设置有橡胶头131,针杆13的另一端设置有定位柱132;步骤s2具体包括以下步骤:s21、控制二号纵向移动组件25带动推拉盒221纵向运动,在此过程中,针杆13从推拉盒221的开口进入推拉盒221内,并沿推拉盒221左侧面的纵向滑槽224移动,当所有针杆13都进入到推拉盒221内时,控制二号纵向移动组件25停止工作;s22、控制电动推杆222带动推板223运动,推板223推动针杆13横向移动,以使所有针杆13的定位柱132都移动到推拉盒221开设有纵向滑槽224的一侧;s23、先控制二号横向移动组件24带动推拉盒221横向运动,推拉盒221带动所有针杆13横向运动,以使所有针杆13都到达第一根针杆13的设定位置,再控制二号纵向移动组件25带动推拉盒221纵向运动,以将第一根针杆13移出推拉盒221,然后按上述方法依次对其余针杆13进行移动,当每根针杆13都运动至设定位置时,同行针杆13之间的间隙为供缝纫针行走的走针间隙,同列针杆13之间的距离差形成一条供缝纫针行走的走针轨迹4。
42.本发明的原理说明如下:本设计提供一种可对同一布料进行多次缝纫轨迹制作且不会影响布料定位的装置及方法,同时提供一种新的针杆推拉装置,解决了现有推拉盒与针杆碰撞使针杆变形的问题,优化了模板机的结构,提高了万能模板的使用效率。
43.现有技术中三角形推拉盒的工作原理是:在收纳针杆时三角推拉盒的斜侧会对针杆产生斜向的压力,而使针杆沿着三角盒的侧壁移动,从而达到重置针杆轨迹的目的,但这种重置轨迹的过程会使针杆受到垂直于它们移动方向的分力,从而在多次使用后可能导致针杆的变形甚至断裂。本设计利用电动推杆推动推板将杂乱的针杆统一推动到推拉盒的一侧,以便于对针杆的定位,从而更方便的制作所需的缝纫轨迹。
44.针杆一端设有橡胶头,当针杆弯曲时由橡胶头接触、固定布料,另一端设有定位柱,由长螺栓与螺母组成,用于针杆的定位。
45.压布结构主要由压布板实现,压布板通过压布弹簧连接于移动板上,压衣板上均布有橡胶垫用以增加压布板与布料之间的摩擦力,使布料在模板上不易松动,使布料缝纫轨迹定位精准。移动板的长度与模板的长度一致,移动板上开有定位孔,当移动板在模板上
移动到所需位置时,可使用螺栓螺母通过移动板上的定位孔与模板上的滑槽将移动板固定于模板上。
46.在下模板上开出供固定杆移动的斜滑槽,并在固定座上设置两个限位块,使它们之间形成空隙能够让固定杆插入;当模板的轨迹制作完成后,先驱动横向移动组件,将限位块移动到固定杆的位置,再驱动纵向移动组件使固定杆插入两个限位块的空隙之中,然后驱动横向移动组件,即可完成下模板上针杆的固定。
47.压杆板通过压杆弹簧连接在连接板上,自然状态下压杆板由压杆弹簧吊起不会对针杆施加压力,移动电机对准电磁离合器法兰,此时,电磁离合器工作,使电磁离合器与电磁离合器法兰连接,驱动电机转动,电磁离合器法兰转动时会带动在同一根转动轴上的凸轮转动,凸轮的外圆与压杆板接触后会使压杆板向针杆移动,使得压杆板下压针杆组从而达到压紧针杆的目的;当已被移动成为缝纫轨迹的针杆组被压紧后,即万能模板的缝纫轨迹被确定,当再次转动电磁离合器法兰时,凸轮外圆离开压杆板,压杆板在压杆弹簧的拉力下抬起,不再对针杆施加压力,针杆组被松开,即可再进行下一次缝纫轨迹的制定。
48.要将杂乱的针杆复位,先由纵向移动组件将推拉盒向模板方向运动,直至将所有的针杆收到推拉盒里,再控制纵向移动组件停止运动,然后控制电动推杆推动推板将所有针杆推动到推拉盒的一侧,即可开始进行轨迹制作。先控制横向移动组件带动所有针杆到达第一根针杆位置,再控制纵向移动组件移动,将第一根针杆移出推拉盒,这样第一根针杆就到达了设定位置,然后依次对每根针杆移动,当所有针杆的移动完成后,所需要缝纫的轨迹就在万能模板中针杆的另一端显现出来。
49.横向移动组件与纵向移动组件可以由同步带、电机、滑块来组成。
50.本设计可以使一片布料实现多次缝纫轨迹的制作且轨迹定位精准,同时采用分体式轨迹固定机构可以根据布料的大小、形状、厚度及物理性能等改变固定机构上的凸轮、压布板等结构来满足各种布料对压紧力的需求。
51.实施例1:参见图1至图11,一种多次缝纫轨迹制作装置,包括万能模板1与模板机2,所述模板机2包括底板21与一对针杆推拉装置22,所述底板21的中部安装有工作平台23,一对所述针杆推拉装置22对称设置在工作平台23的左右两侧,所述万能模板1安装在工作平台23上,万能模板1包括上模板11、下模板12与针杆13,所述上模板11与下模板12上下对称设置,且上模板11的前侧与下模板12的前侧铰接,所述上模板11、下模板12的中部均开设有一号贯穿槽14,所述上模板11、下模板12的左右两侧面均开设有多个针槽,多个所述针槽从前往后依次均匀布置,所述针槽沿上模板11、下模板12的长度方向布置,针槽的端部与一号贯穿槽14连通,针槽内插装有针杆13,所述针杆13可沿针槽左右移动;所述多次缝纫轨迹制作装置还包括两个左右对称布置的轨迹固定机构3,所述轨迹固定机构3包括上压布结构31、上压杆结构32、下压布结构与下压杆结构34;所述上模板11的上端面上位于一号贯穿槽14上方的部位设置有上压布结构31,所述上压布结构31包括上移动板311与上压布板312,所述上移动板311滑动连接在上模板11的上端面上,所述上压布板312位于上模板11的针杆13下方,上压布板312的上端面通过一号压布弹簧313与上移动板311的下端面连接;所述上压杆结构32包括压杆板321与转动轴322,所述上移动板311上开设有二号贯穿槽,所述转动轴322的两端分别与两个安装块323转动连接,安装块323的下端面与上移动板311的上端面连
接,安装块323的上端面连接有连接板324,连接板324与压杆弹簧325的一端连接,压杆弹簧325的另一端穿过二号贯穿槽后与压杆板321的上端面连接,压杆板321位于上移动板311的下方且位于上模板11的针杆13上方,所述转动轴322上套装有凸轮326;所述下模板12的下端面上位于一号贯穿槽14下方的部位设置有下压布结构,所述下压布结构包括下移动板与下压布板33,所述下移动板滑动连接在下模板12的下端面上,所述下压布板33位于下模板12的针杆13上方,下压布板33的下端面通过二号压布弹簧与下移动板的上端面连接;所述下模板上12设置有下压杆结构34,所述下压杆结构34包括固定杆341,所述下模板12的前后两侧面均开设有斜滑槽342,所述固定杆341插装在下模板12前后两侧面的斜滑槽342中,固定杆341位于下模板12的针杆13下方且位于下移动板的上方。
52.按上述方案,一种多次缝纫轨迹制作装置的控制方法,所述控制方法包括以下步骤:s1、先根据待缝纫布料的形状调整上移动板311、下移动板的位置,再将上移动板311固定在上模板11上、下移动板固定在下模板12上,然后打开万能模板1,再将待缝纫布料置于上模板11与下模板12之间,然后闭合万能模板1,此时,待缝纫布料位于上压布板312与下压布板33之间,一号压布弹簧313与二号压布弹簧被压缩,弹簧的弹力使上压布板312与下压布板33相互挤压以完成对待缝纫布料的压紧;s2、通过一对针杆推拉装置22控制针杆13运动,当每根针杆13都运动至设定位置时,同行针杆13之间的间隙为供缝纫针行走的走针间隙,同列针杆13之间的距离差形成一条供缝纫针行走的走针轨迹4;s3、控制固定杆341从斜滑槽342的一端移动至斜滑槽342的另一端,此时,固定杆341对下模板12的针杆13施加紧固力,以将下模板12的针杆13固定在针槽中;控制转动轴322转动,转动轴322带动凸轮326转动,当凸轮326与压杆板321相接触时,控制转动轴322停止转动,此时,压杆板321对上模板11的针杆13施加紧固力,以将上模板11的针杆13固定在针槽中;s4、先将万能模板1从模板机2上取下,并置于缝纫机下进行走针缝纫,缝纫工作结束后,将万能模板1置于模板机2上,再控制固定杆341沿斜滑槽342移动复位、控制转动轴322转动复位,以解除固定杆341、压杆板321对针杆13的紧固力;s5、重复步骤s2、s3、s4,直到待缝纫布料所需缝纫轨迹全部制作完成。
53.实施例2:基本内容同实施例1,不同之处在于:所述轨迹固定机构3还包括驱动结构35,所述驱动结构35包括一号横向移动组件351与一号纵向移动组件352,所述一号横向移动组件351上安装有固定座353,所述固定座353上安装有电机354,电机354与电磁离合器355连接,所述转动轴322穿过安装块323后与电磁离合器法兰356连接,所述固定座353上安装有用于夹持固定杆341的夹持结构357,所述一号横向移动组件351安装在一号纵向移动组件352上;所述夹持结构357包括左右对称布置的两个限位块358,限位块358与固定座353连接,两个限位块358之间设置有与固定杆341端部相配合的间隙。
54.实施例3:基本内容同实施例1,不同之处在于:
所述上压布板312的下端面设置有橡胶垫36,所述下压布板33的上端面设置有橡胶垫36;所述上模板11的上端面的前后两侧均开设有上滑槽111,所述上移动板311的两端均开设有上定位孔314,紧固件穿过上定位孔314后与上滑槽111连接;所述下模板12的下端面的前后两侧均开设有下滑槽,所述下移动板的两端均开设有下定位孔,紧固件穿过下定位孔后与下滑槽连接;所述上模板11的后侧通过搭扣15与下模板12的后侧连接。
55.实施例4:基本内容同实施例1,不同之处在于:所述针杆推拉装置22包括推拉盒221与电动推杆222,所述推拉盒221安装在二号横向移动组件24上,二号横向移动组件24安装在二号纵向移动组件25上,所述推拉盒221内设置有推板223,所述推拉盒221的前后两侧面均设置有开口,推拉盒221的左侧面开设有纵向滑槽224,推拉盒221的右侧面安装有电动推杆222,电动推杆222的输出端穿过推拉盒221后与推板223连接,所述针杆13靠近一号贯穿槽14的一端设置有橡胶头131,针杆13的另一端设置有定位柱132;所述推拉盒221为矩形结构,推拉盒221由上横板225、下横板226、左上竖板227、左下竖板228、右竖板229合围而成,所述右竖板229的两端分别与上横板225、下横板226的一端垂直连接,上横板225、下横板226的另一端分别与左上竖板227、左下竖板228垂直连接,左上竖板227与左下竖板228之间的间隙构成纵向滑槽224。
56.步骤s2具体包括以下步骤:s21、控制二号纵向移动组件25带动推拉盒221纵向运动,在此过程中,针杆13从推拉盒221的开口进入推拉盒221内,并沿推拉盒221左侧面的纵向滑槽224移动,当所有针杆13都进入到推拉盒221内时,控制二号纵向移动组件25停止工作;s22、控制电动推杆222带动推板223运动,推板223推动针杆13横向移动,以使所有针杆13的定位柱132都移动到推拉盒221开设有纵向滑槽224的一侧;s23、先控制二号横向移动组件24带动推拉盒221横向运动,推拉盒221带动所有针杆13横向运动,以使所有针杆13都到达第一根针杆13的设定位置,再控制二号纵向移动组件25带动推拉盒221纵向运动,以将第一根针杆13移出推拉盒221,然后按上述方法依次对其余针杆13进行移动,当每根针杆13都运动至设定位置时,同行针杆13之间的间隙为供缝纫针行走的走针间隙,同列针杆13之间的距离差形成一条供缝纫针行走的走针轨迹4。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。