一种抑菌pvc挤出制品及其生产方法
技术领域
1.本发明涉及pvc挤出制品技术领域,具体而言,尤其涉及一种抑菌pvc挤出制品及其生产方法。
背景技术:
2.弹性地板是一个新兴的地板产品,同强化复合地板、实木复合地板、瓷砖等铺地材料对比,具有花色丰富美观、抗菌环保零甲醛、应用稳定抗变形、耐刮耐划脚感好、铺装便捷维护方便等综合优点。应用优势明显,具有很好的发展前景。塑料门窗型材产品是国家节能优选产品,成窗后具有节能性能优异、密封防水性能好、应用强度高、使用寿命长、综合性价比高等优点。
3.有害细菌主要包括金黄色葡萄球菌、大肠杆菌、肺炎克雷伯氏菌等,对人体的危害很大,对人体肠道安全有很大的潜在危害。有害菌被人体吸入后会大量繁殖,还会消灭其它有益菌群,同时分泌出大量毒素,这些毒素经血液进入人体后,攻击人体器官正常细胞。人体会出现疲倦、肌肤干燥、头痛、呕吐、排泄不畅、肠道疾病等身体不适。地板铺装后在使用中会和人体频繁接触,是有害菌传播的主要途径之一。
4.传统板材及型材pvc挤出制品,不具备抑菌性能,在使用过程中自身抑菌性较差,虽产品本身具有不滋生有害细菌问题,但在使用过程中会受环境影响而产生一定量的滋生有害细菌,对人们造成较大的危害。调查人员曾经在北京和上海进行调查,在3个已使用年限分别为60年、12年、3年的地板样本中,缝隙最小的为0.9毫米,最大的超过6毫米,每平方厘米地板平均有缝隙垃圾4.56克,平均细菌数是医院的最低标准的7倍。室内地板的缝隙中主要污染物质有霉菌、尘螨、生物活性物质和人体可吸入灰尘。
技术实现要素:
5.根据上述提出的传统板材及型材pvc挤出制品,不具备抑菌性能,在使用过程中自身抑菌性较差,虽产品本身具有不滋生有害细菌问题,但在使用过程中会受环境影响而产生一定量的滋生有害细菌,对人们造成较大的危害的技术问题,而提供一种抑菌pvc挤出制品及其生产方法。本发明主要先确定带有抑菌功能的产品配方,接着采取特定的生产工艺,通过混料等设备,先将抑菌复合添加剂分散预混合,形成抑菌分散料,最后采用特定的后端计量螺杆在线加料生产工艺、共挤出生产工艺,通过混料、挤出机、模具等生产设备一次性挤出,从而形成抑菌pvc挤出板材制品或抑菌pvc挤出门窗型材制品。
6.本发明采用的技术手段如下:
7.一种抑菌pvc挤出制品,为通过抑菌复合添加剂分散预混合形成抑菌分散料,将抑菌分散料与pvc挤出基材采用在线共混工艺制备得到的抑菌pvc挤出板材制品或通体门窗型材抑菌pvc挤出制品,或为将抑菌分散料包覆在pvc挤出基材上并采用共挤出工艺制备得到的门窗包覆型材抑菌pvc挤出制品。
8.进一步地,所述抑菌pvc挤出板材制品包含如下质量百分含量的组分:
9.5型pvc树脂15.0~85.0wt.%,碳酸钙10.0~90.0wt.%,稳定剂1.0~4.0wt.%,acr1.0~4.0wt.%,pe蜡0.1~0.4wt.%,内滑g60 0.1~0.5wt.%,自制粉碎料15.0~25.0wt.%,抑菌复合添加剂0.1~0.7wt.%;
10.所述抑菌pvc挤出板材制品的抑菌分散料,包含如下质量百分含量的组分:5型pvc树脂15.0~85.0wt.%,碳酸钙10.0~90.0wt.%,稳定剂1.0~4.0wt.%,acr1.0~4.0wt.%,pe蜡0.1~0.4wt.%,内滑g60 0.1~0.5wt.%,抑菌复合添加剂1.0~7.0wt.%;
11.所述抑菌pvc挤出板材制品的抑菌分散料中抑菌复合添加剂的加入量按照最终产品中抑菌复合添加剂的3-10倍进行添加。
12.进一步地,所述通体门窗型材抑菌pvc挤出制品包含如下质量百分含量的组分:
13.5型pvc树脂60.0~85.0wt.%,碳酸钙10.0~20.0wt.%,稳定剂1.0~4.0wt.%,cpe 5.0~10.0wt.%,钛白粉3.0~8.0wt.%,抑菌复合添加剂0.1~0.7wt.%;
14.所述通体门窗型材抑菌pvc挤出制品的抑菌分散料,包含如下质量百分含量的组分:
15.5型pvc树脂60.0~85.0wt.%,碳酸钙10.0~20.0wt.%,稳定剂1.0~4.0wt.%,cpe 5.0~10.0wt.%,钛白粉3.0~8.0wt.%,抑菌复合添加剂1.0~7.0wt.%;
16.所述通体门窗型材抑菌pvc挤出制品的抑菌分散料中抑菌复合添加剂的加入量按照最终产品中抑菌复合添加剂的3-10倍进行添加。
17.进一步地,所述门窗包覆型材抑菌pvc挤出制品包含如下质量百分含量的组分:
18.5型pvc树脂60.0~85.0wt.%,碳酸钙10.0~20.0wt.%,稳定剂1.0~4.0wt.%,cpe 5.0~10.0wt.%,钛白粉3.0~8.0wt.%,抑菌复合添加剂0.1~0.7wt.%;
19.所述门窗包覆型材抑菌pvc挤出制品的抑菌分散料,包含如下质量百分含量的组分:
20.5型pvc树脂60.0~85.0wt.%,碳酸钙10.0~20.0wt.%,稳定剂1.0~4.0wt.%,cpe 5.0~10.0wt.%,钛白粉3.0~8.0wt.%,抑菌复合添加剂1.0~7.0wt.%;
21.所述门窗包覆型材抑菌pvc挤出制品的抑菌分散料中抑菌复合添加剂的加入量按照最终产品中抑菌复合添加剂的3-10倍进行添加。
22.进一步地,所述抑菌复合添加剂包含如下质量百分含量的组分:
23.铝硅酸盐矿物粉75.0~91.0%,纳米氧化欣粉4.0~10.0%,dcoit抑菌剂3.0%~10.0%,抑菌稳定剂2.0~5.0%。
24.进一步地,所述抑菌分散料中抑菌复合添加剂的加入量按照最终产品中抑菌复合添加剂的10倍进行添加。
25.本发明还提供了一种抑菌pvc挤出制品的生产方法,包括如下步骤:
26.s1、确定带有抑菌功能的产品配方;
27.s2、抑菌分散料的生产工艺:将配方中的材料按照配方要求,取pvc挤出基材配方中部分材料,通过称料秤称重,将抑菌复合添加剂与该部分pvc挤出基材配方材料利用混料设备进行热混料、冷混料后,实现抑菌复合添加剂分散预混合以制备抑菌分散料;
28.s3、采用共挤出生产工艺,同时结合后端计量螺杆在线加料生产工艺,将抑菌分散料和pvc挤出基材共挤出制备得到的抑菌pvc挤出板材制品或通体门窗型材抑菌pvc挤出制品,或将抑菌分散料包覆在pvc挤出基材上并采用共挤出生产工艺制备得到的门窗包覆型
材抑菌pvc挤出制品;
29.s31、抑菌pvc挤出板材制品的共挤出生产工艺为:将配方中的材料按照配方要求依次进行称重、热混料、冷混料、挤出、后端计量螺杆在线加料机加入抑菌分散料、层压,再与花纹层、耐磨层热压在线覆合,制成大块的板材,再经过养生分切、开槽、包装工序制成抑菌板材;
30.s32、通体门窗型材抑菌pvc挤出制品的在线共混生产工艺为:将配方中的材料按照配方要求依次进行称重、热混料、冷混料、挤出、挤出机后段进料口,通过后端计量螺杆在线加料机加入抑菌分散料、原料混合后经过成型、冷却、切割、包装制成抑菌门窗型材;
31.s33、门窗包覆型材抑菌pvc挤出制品的生产工艺为:
32.s331、门窗包覆型材pvc挤出基材原料的制备:将配方中的材料按照配方要求依次称重、冷混料、热混料待用;
33.s332、将抑菌分散剂与门窗包覆型材pvc挤出基材中的配方材料进行冷混料、热混料后,制成门窗包覆型材抑菌pvc挤出制品的抑菌分散料待用;
34.s333、利用在线单螺杆共挤机,将门窗包覆型材抑菌pvc挤出制品的抑菌分散料通过共挤模具与门窗包覆型材pvc挤出基材共挤出,门窗包覆型材抑菌pvc挤出制品的抑菌分散料包覆在挤出基材的外表面,经过挤出、成型、冷却、切割、包装,制成抑菌门窗包覆型材。
35.进一步地,所述步骤s2中,抑菌pvc挤出板材制品的抑菌分散料的生产工艺中,热混料温度为120-130℃,冷混料温度为40-45℃,混料转数为1200-1600rpm;
36.所述步骤s31中,热混料温度为120-125℃,冷混料温度为40-45℃,混料转数为1200-1600rpm;
37.挤出过程中采用的挤出机主机为双螺杆塑料挤出机,该挤出机螺杆有两个混料段,第二混料段设置在第四区,挤出机内共有六个加热区,每个加热区的加热温度分别为:一区:190-210℃,二区:190-210℃,三区:190-210℃,四区:190-210℃,五区190-210℃,六区:190-210℃;
38.合流芯中的温度为:165-190℃;
39.主机中的挤出螺杆转速:7-9rpm,加料螺杆转速:18-25rpm,扭矩:32-39%,融压:310-330bar;
40.主机上的模具机头分为五个区域,温度参数为:机头一区190-205℃、机头二区190-205℃、机头三区190-205℃、机头四区190-205℃、机头五区190-205℃;
41.采用的热压成型辊的压辊温度由导热油控制,分四个独立区域,温度参数为:导热油一区160-175℃、导热油二区160-175℃、导热油三区160-175℃、导热油四区160-175℃;
42.抑菌分散料是通过后端计量螺杆在线加料机在机头四区进行加料,加料螺杆转速:15-40rpm。
43.进一步地,所述步骤s2中,通体门窗型材抑菌pvc挤出制品的抑菌分散料的生产工艺中,热混料温度为120-130℃,冷混料温度为40-45℃,混料转数为1200-1600rpm;
44.所述步骤s32中,热混料温度为120-130℃,冷混料温度为40-45℃,混料转数为1200-1600rpm;
45.挤出过程中采用的挤出机主机为双螺杆塑料挤出机,该挤出机内共有六个加热区,每个加热区的加热温度分别为:一区:172-176℃,二区:175-180℃,三区:176-183℃,四
区:182-187℃,五区184-190℃,六区:172-176℃;
46.适配器中的温度为:185-195℃;
47.主机中的挤出螺杆转速:7-9rpm,加料螺杆转速:18-25rpm,扭矩:32-39%,融压:310-330bar;
48.主机上的模具机头温度参数为:机头一区:185-200℃,机头二区:185-200℃,机头三区:185-200℃,机头四区:185-200℃;
49.抑菌分散料是通过后端计量螺杆在线加料机在机头四区进行加料,加料螺杆转速:15-40rpm。
50.进一步地,所述步骤s2中,门窗包覆型材抑菌pvc挤出制品的抑菌分散料的生产工艺中,热混料温度为120-130℃,冷混料温度为40-45℃,混料转数为1200-1600rpm;
51.门窗包覆型材抑菌pvc挤出制品:
52.所述步骤s331中,热混料温度为120-130℃,冷混料温度为40-45℃,混料转数为1200-1600rpm;
53.挤出过程中采用的挤出机主机为双螺杆塑料挤出机,该挤出机内公有六个加热区,每个加热区的加热温度分别为:一区:172-176℃,二区:175-180℃,三区:176-183℃,四区:182-187℃,五区184-190℃,六区:172-176℃;
54.适配器中的温度为:185-195℃;
55.主机中的挤出螺杆转速:7-9rpm,加料螺杆转速:18-25rpm,扭矩:32-39%,融压:310-330bar;
56.主机上的模具机头温度参数:一区:185-200℃,二区:185-200℃,三区:185-200℃,四区:185-200℃。
57.较现有技术相比,本发明具有以下优点:
58.1、制品外形美观
59.采用该种抑菌pvc挤出制品,外观优美,光泽度高,满足不同客户的需求。更好的满足建筑装饰要求。
60.2、采用合成抑菌添加剂性能优异
61.采用合成抑菌添加剂生产的抑菌pvc挤出制品,具有很好的抑菌功能,消灭有害细菌范围大,效率高,稳定性好。
62.3、制品抑菌应用寿命长
63.采用计量式后添加方法生产的抑菌pvc挤出制品,抑菌稳定可靠,具有更长的使用寿命。
64.4、生产方法工艺便捷
65.制品生产方法工艺便捷,可靠性强,拥有更加成熟便捷的加工工艺。
66.5、设备配套性能好
67.拥有更好的设备配套性,容易满足不同档次、不同形式制品的生产需求。
68.6、综合性价比高
69.采用该种抑菌pvc挤出制品,其成本低,性能好,拥有更高的综合性价比。
70.综上,应用本发明的技术方案能够解决传统板材及型材pvc挤出制品,不具备抑菌性能,在使用过程中自身抑菌性较差,虽产品本身具有不滋生有害细菌问题,但在使用过程
中会受环境影响而产生一定量的滋生有害细菌,对人们造成较大的危害的问题。
71.基于上述理由本发明可在地板、门窗等领域广泛推广。
附图说明
72.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图做以简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
73.图1为本发明抑菌pvc挤出板材制品的结构示意图。
74.图2为本发明门窗包覆型材抑菌pvc挤出制品的结构示意图。
75.图中:1、彩膜层和耐磨层;2、具有抑菌功能的基材层;3、pvc挤出型材基材;4、pvc挤出型材具有抑菌功能的包覆层。
具体实施方式
76.需要说明的是,在不冲突的情况下,本发明中的实施例及实施例中的特征可以相互组合。下面将参考附图并结合实施例来详细说明本发明。
77.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。以下对至少一个示例性实施例的描述实际上仅仅是说明性的,决不作为对本发明及其应用或使用的任何限制。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
78.需要注意的是,这里所使用的术语仅是为了描述具体实施方式,而非意图限制根据本发明的示例性实施方式。如在这里所使用的,除非上下文另外明确指出,否则单数形式也意图包括复数形式,此外,还应当理解的是,当在本说明书中使用术语“包含”和/或“包括”时,其指明存在特征、步骤、操作、器件、组件和/或它们的组合。
79.除非另外具体说明,否则在这些实施例中阐述的部件和步骤的相对布置、数字表达式和数值不限制本发明的范围。同时,应当清楚,为了便于描述,附图中所示出的各个部分的尺寸并不是按照实际的比例关系绘制的。对于相关领域普通技术人员己知的技术、方法和设备可能不作详细讨论,但在适当情况下,所述技术、方法和设备应当被视为授权说明书的一部分。在这里示出和讨论的所有示例中,任向具体值应被解释为仅仅是示例性的,而不是作为限制。因此,示例性实施例的其它示例可以具有不同的值。应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步讨论。
80.如图所示,本发明提供了一种抑菌pvc挤出制品及其生产方法,该抑菌pvc挤出制品属于一种建筑用材料。
81.所述抑菌pvc挤出制品包括弹性板材和门窗型材。弹性板材包括彩膜层、耐磨层、uv层、背贴层等,门窗pvc型材包括室外窗膜层、室外装饰层等。弹性板材还包括带有抑菌功能的弹性地板pvc挤出抑菌制品(作为弹性地板的具有抑菌功能的基材层2,如图1所示,彩
膜层和耐磨层1设置在具有抑菌功能的基材层2上)。门窗型材还包括带有抑菌功能的门窗pvc型材抑菌制品,即通体门窗型材抑菌pvc挤出制品或门窗包覆型材抑菌pvc挤出制品,如图2所示,pvc挤出型材具有抑菌功能的包覆层4包覆在pvc挤出型材基材3的外部。该弹性地板pvc挤出抑菌制品或门窗pvc挤出抑菌制品的组成成分包括pvc、碳酸钙、稳定剂、色料、加工助剂、抑菌复合添加剂等。生产方法为:首先确定带有抑菌功能的产品配方;接着采取特定的生产工艺,通过混料等设备,先将抑菌复合添加剂分散预混合,形成抑菌分散料;最后采用特定的后端计量螺杆在线加料生产工艺、共挤出生产工艺,通过混料、挤出机、模具等生产设备一次性挤出,形成抑菌pvc挤出板材制品或抑菌pvc挤出门窗型材制品。
82.一、产品配方
83.1、抑菌pvc挤出板材制品配方
84.1)抑菌pvc挤出板材制品分散料配方:
85.5型pvc树脂15.0~85.0wt.%、碳酸钙10.0~90.0wt.%、稳定剂1.0~4.0wt.%、acr1.0~4.0wt.%、pe蜡0.1~0.4wt.%、内滑g60 0.1~0.5wt.%、抑菌复合添加剂1.0~7.0wt.%。抑菌分散料中抑菌复合添加剂的加入量按照最终产品中抑菌复合添加剂的3-10倍进行添加。本实施方式中,抑菌分散料中抑菌复合添加剂的加入量按照最终产品中抑菌复合添加剂的10倍进行添加。具体为,将上述配方通过冷混合、热混合工艺进行混料,制备成粉状的抑菌pvc挤出板材制品分散料配方原料待用。
86.2)抑菌pvc挤出板材制品配方(板材产品总配方、含抗菌剂):
87.5型pvc树脂15.0~85.0wt.%、碳酸钙10.0~90.0wt.%、稳定剂1.0~4.0wt.%、acr1.0~4.0wt.%、pe蜡0.1~0.4wt.%、内滑g60 0.1~0.5wt.%、自制粉碎料15.0~25.0wt.%、抑菌复合添加剂0.1~0.7wt.%。
88.2、通体门窗型材抑菌pvc挤出制品配方
89.1)通体门窗型材抑菌pvc挤出制品分散料配方:
90.5型pvc树脂60.0~85.0wt.%、碳酸钙10.0~20.0wt.%、稳定剂1.0~4.0wt.%、cpe 5.0~10.0wt.%、钛白粉3.0~8.0wt.%、抑菌复合添加剂1.0~7.0wt.%。抑菌分散料中抑菌复合添加剂的加入量按照最终产品中抑菌复合添加剂的3-10倍进行添加。本实施方式中,抑菌分散料中抑菌复合添加剂的加入量按照最终产品中抑菌复合添加剂的10倍进行添加。
91.2)通体门窗型材抑菌pvc挤出制品配方(产品总配方、含抗菌剂):
92.5型pvc树脂60.0~85.0wt.%、碳酸钙10.0~20.0wt.%、稳定剂1.0~4.0wt.%、cpe 5.0~10.0wt.%、钛白粉3.0~8.0wt.%、抑菌复合添加剂0.1~0.7wt.%。
93.3、门窗包覆型材抑菌pvc挤出制品配方
94.1)门窗包覆型材抑菌pvc挤出制品抑菌分散料配方:
95.5型pvc树脂60.0~85.0wt.%、碳酸钙10.0~20.0wt.%、稳定剂1.0~4.0wt.%、cpe 5.0~10.0wt.%、钛白粉3.0~8.0wt.%、抑菌复合添加剂1.0~7.0wt.%。抑菌分散料中抑菌复合添加剂的加入量按照最终产品中抑菌复合添加剂的3-10倍进行添加。本实施方式中,抑菌分散料中抑菌复合添加剂的加入量按照最终产品中抑菌复合添加剂的10倍进行添加。
96.2)门窗包覆型材抑菌pvc挤出制品配方(产品总配方、含抗菌剂):
97.5型pvc树脂60.0~85.0wt.%、碳酸钙10.0~20.0wt.%、稳定剂1.0~4.0wt.%、cpe 5.0~10.0wt.%、钛白粉3.0~8.0wt.%、抑菌复合添加剂0.1~0.7wt.%。
98.4、抑菌复合添加剂配方:
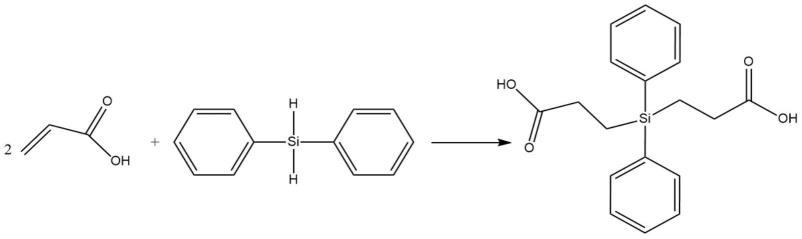
99.铝硅酸盐矿物粉75.0~91.0%,纳米氧化欣粉4.0~10.0%,dcoit抑菌剂3.0%~10.0%,抑菌稳定剂2.0~5.0%。
100.本发明的抑菌复合添加剂:1)增加抑菌范围,增加对金黄色葡萄球菌、大肠杆菌、肺炎克雷伯氏菌等有害菌抗菌效果。2)提高抑菌抗菌效果,经测试对金黄色葡萄球菌、大肠杆菌、肺炎克雷伯氏菌等有害菌抗菌均能达到99%以上。3)加工工艺更便捷,需采用该抑菌复合剂,有利于产品加工,工艺参数控制便捷,促进批量稳定生产。4)保证制品性能,传统的抑菌剂对制品性能会影响较大,需要添加其他助剂保证产品性能,会增加产品成本。采用本发明抑菌复合剂,很大程度减少了对制品性能的影响,不需要额外添加其他助剂,有效保证产品门窗制品的拉伸屈服强度达到37mpa以上,弯曲弹性模量达到2200mpa以上;板材制品的弯曲强度达到15mpa以上、弯曲弹性模量达到1000mpa以上。5)延长制品的抑菌效力寿命,经测试会比传统抑菌剂制品延长3-5年。
101.本发明采用的后端计量螺杆在线加料方法为:在产品挤出机后端增设一个加料口,在加料口上安装专用计量螺杆在线加料机。先将抑菌复合剂扩大为分散料再加入到计量螺杆在线加料机中,按照配方比例设置加料的速度,按照设定的工艺参数挤出生产制品。该方法:1)减少抑菌复合剂在热状态下的存留时间(一般抑菌剂在热状态下存留时间长会影响抑菌效力),大幅提高制品的抑菌效力,延长制品的抑菌效力寿命;2)工艺操作便捷,减少人工,不需要预先造粒,提高操作便捷性;3)生产效率高,综合能耗低。采用该种“后端计量螺杆在线加料”方法生产,生产效率高,不需提前造粒和造粒后预混等工序,设备生产能耗低,生产成本低;4)采用“后端计量螺杆在线加料”方法生产,对制品的使用性能影响很小,保障制品的使用性能。
102.二、制品的厚度范围
103.1、板材抑菌pvc挤出基材制品的厚度为3.0-10.0mm。
104.2、抑菌pvc门窗型材挤出基材制品的抑菌层厚度为0.1-3.0mm。
105.三、产品设备配置和生产工艺
106.1、抑菌pvc挤出板材制品生产工艺及设备
107.1)板材产品抑菌分散预制品(抑菌分散料)的生产工艺及设备
108.抑菌分散料生产工艺是将配方中的材料按照配方要求称重、热混料、冷混料后,制成分散料。生产设备包括称料秤、混料机及配套设备、包装机等。
109.生产工艺中:热混料温度120-130℃、冷混料温度40-45℃,混料转数1200-1600rpm。
110.2)板材产品抑菌pvc挤出基材制品生产工艺及设备
111.弹性地板抑菌pvc挤出基材制品的生产工艺是将配方中的材料按照配方要求进行称重、热混料、冷混料、挤出、在线加料机加入抑菌分散料、层压,再与花纹层、耐磨层热压在线覆合,制成大块的板材,再经过养生分切(按现有要求)、开槽(按现有要求)、包装等工序制成板材。
112.板材产品抑菌pvc挤出基材制品加工所需的主要设备有:称料秤、混料机、挤出机
及配套设备、热压成型辊、膜片加料设备、热压成型辊、牵引机、冷却风扇、加热风扇、分切机、开槽机、包装机等。
113.生产工艺中,热混料温度为120-125℃、冷混料温度40-45℃,混料转数1200-1600rpm。
114.挤出机主机为双螺杆塑料挤出机,该挤出机螺杆有两个混料段,第二混料段设置在第四区,混合内共有六个加热区,每个加热区的加热温度分别为:
115.一区:190-210℃,二区:190-210℃,三区:190-210℃,四区:190-210℃,五区190-210℃,六区:190-210℃。
116.合流芯中的温度为:165-190℃。
117.主机中的挤出螺杆转速:7-9rpm,加料螺杆转速:18-25rpm,扭矩:32-39%,融压:310-330bar。
118.模具机头分为五个区域,温度参数:机头一区190-205℃、机头二区190-205℃、机头三区190-205℃、机头四区190-205℃、机头五区190-205℃。
119.压辊温度由导热油控制,分四个独立区域,温度参数:导热油一区160-175℃、导热油二区160-175℃、导热油三区160-175℃、导热油四区160-175℃。
120.抑菌分散料是通过后端计量螺杆上料机在机头四区进行加料。加料螺杆转速:15-40rpm。
121.2、抑菌pvc挤出通体门窗型材制品生产工艺及设备
122.1)抑菌pvc通体门窗型材分散预制品(抑菌分散料)生产工艺及设备
123.抑菌分散料生产工艺是将配方中的材料按照配方要求称重、热混料、冷混料后,制成分散料。生产设备包括称料秤、混料机及配套设备、包装机等。
124.生产工艺中,热混料温度120-130℃、冷混料温度40-45℃,混料转数1200-1600rpm。
125.2)抑菌pvc通体门窗型材挤出基材制品生产工艺及设备
126.抑菌pvc门窗型材挤出基材制品的生产工艺是将配方中的材料按照配方要求依次进行称重、热混料、冷混料、挤出、后端计量螺杆在线加料机加入抑菌分散料、成型、冷却、切割、包装制成门窗型材。
127.抑菌pvc门窗型材挤出基材制品加工所需的主要设备有:称料秤、混料机、挤出机、后端计量螺杆在线加料机及配套设备、热压成型辊、膜片加料设备、热压成型辊、牵引机、冷却风扇、加热风扇、分切机、开槽机、包装机等。
128.生产工艺中,热混料温度120-130℃、冷混料温度40-45℃,混料转数1200-1600rpm。
129.挤出机主机为双螺杆塑料挤出机,该挤出机内公有六个加热区:每个加热区的加热温度分别为:
130.一区:172-176℃,二区:175-180℃,三区:176-183℃,四区:182-187℃,五区184-190℃,六区:172-176℃。
131.适配器中的温度为:185-195℃。
132.主机中的挤出螺杆转速:7-9rpm,加料螺杆转速:18-25rpm,扭矩:32-39%,融压:310-330bar。
133.模具机头温度参数:一区:185-200℃,二区:185-200℃,三区:185-200℃,四区:185-200℃。
134.3、抑菌pvc挤出门窗包覆型材
135.1)抑菌pvc门窗包覆型材分散料生产工艺及设备
136.抑菌分散料生产工艺是将配方中的材料按照配方要求称重、热混、冷混后,制成抑菌pvc门窗包覆型材分散预混料。
137.生产工艺中,热混料温度120-130℃、冷混料温度40-45℃,混料转数1200-1600rpm。
138.2)抑菌pvc门窗包覆型材挤出基材制品生产工艺及设备
139.抑菌pvc门窗包覆型材挤出基材的生产工艺是将配方中的材料按照配方要求依次称重、热混料、冷混料、挤出、成型、冷却、切割、包装。
140.抑菌pvc门窗包覆型材挤出基材加工所需的主要设备有:称料秤、混料机、挤出机及配套设备、热压成型辊、膜片加料设备、热压成型辊、牵引机、冷却风扇、加热风扇、分切机、开槽机、包装机等。
141.挤出机主机为双螺杆塑料挤出机,该挤出机内公有六个加热区:每个加热区的加热温度分别为:
142.一区:172-176℃,二区:175-180℃,三区:176-183℃,四区:182-187℃,五区184-190℃,六区:172-176℃。
143.适配器中的温度为:185-195℃。
144.主机中的挤出螺杆转速:7-9rpm,加料螺杆转速:18-25rpm,扭矩:32-39%,融压:310-330bar。
145.模具机头温度参数:一区:185-200℃,二区:185-200℃,三区:185-200℃,四区:185-200℃。
146.3)包覆共挤机生产工艺及设备
147.包覆共挤机为单螺杆挤出机,共挤料(抑菌分散料)通过共挤模具与基材共挤出,包覆在基材的表面。设备有单螺杆挤出机、适配器、辅助进料装置。
148.实施例1:抑菌pvc板材产品
149.最终产品中抑菌复合添加剂含量为0.3wt.%。
150.1)板材抑菌pvc挤出基材配方
151.5型pvc树脂15.0~85.0wt.%、碳酸钙10.0~90.0wt.%、稳定剂1.0~4.0wt.%、acr1.0~4.0wt.%、pe蜡0.1~0.4wt.%、内滑g60 0.1~0.5wt.%、自制粉碎料15.0~25.0wt.%。
152.2)抑菌分散料配方
153.5型pvc树脂15.0~85.0wt.%、碳酸钙10.0~90.0wt.%、稳定剂1.0~4.0wt.%、acr1.0~4.0wt.%、pe蜡0.1~0.4wt.%、内滑g60 0.1~0.5wt.%、抑菌复合添加剂3.0wt.%。抑菌分散料配方中除抑菌复合添加剂以外的配方材料均取自板材抑菌pvc挤出基材配方。抑菌分散料中抑菌复合添加剂的加入量按照最终产品中抑菌复合添加剂的10倍进行添加。
154.3)板材抑菌pvc挤出制品配方(产品配方)
155.5型pvc树脂15.0~85.0wt.%,碳酸钙10.0~90.0wt.%,稳定剂1.0~4.0wt.%,acr1.0~4.0wt.%,pe蜡0.1~0.4wt.%,内滑g60 0.1~0.5wt.%,自制粉碎料15.0~25.0wt.%,抑菌复合添加剂0.3wt.%。
156.4)产品生产设备配置,生产工艺
157.a、板材产品抑菌分散预制品(抑菌分散料)生产工艺及设备
158.抑菌分散料生产工艺是将配方中的材料按照配方要求称重、热混料、冷混料、包装后,从而制成抑菌分散料。生产设备包括称料秤、混料机及配套设备、包装机等。
159.b、板材产品抑菌pvc挤出制品(抑菌pvc挤出板材制品)生产工艺及设备
160.弹性地板抑菌pvc挤出制品(即抑菌pvc挤出板材制品)的生产工艺是将配方中的材料按照配方要求进行称重、热混料、冷混料、挤出、后端计量螺杆在线加料机加入抑菌分散料、层压,再与花纹层、耐磨层热压在线覆合,制成大块的板材,再经过养生分切(按要求)、开槽(按要求)、包装等工序制成板材。
161.板材产品抑菌pvc挤出基材制品加工所需的主要设备有,称料秤、混料机、挤出机、后端计量螺杆在线加料机及配套设备、热压成型辊、膜片加料设备、热压成型辊、牵引机、冷却风扇、加热风扇、分切机、开槽机、包装机等。
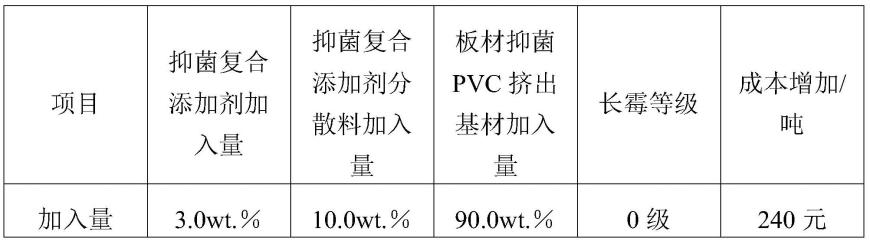
162.5)抑菌pvc挤出板材基材的抑菌效果和增加成本
[0163][0164]
实施例2:抑菌pvc板材产品
[0165]
最终产品中抑菌复合添加剂含量为0.7%。
[0166]
1)板材抑菌pvc挤出基材配方
[0167]
5型pvc树脂15.0~85.0wt.%、碳酸钙10.0~90.0wt.%、稳定剂1.0~4.0wt.%、acr1.0~4.0wt.%、pe蜡0.1~0.4wt.%、内滑g60 0.1~0.5wt.%、自制粉碎料15.0~25.0wt.%。
[0168]
2)抑菌分散料配方
[0169]
5型pvc树脂15.0~85.0wt.%、碳酸钙10.0~90.0wt.%、稳定剂1.0~4.0wt.%、acr1.0~4.0wt.%、pe蜡0.1~0.4wt.%、内滑g60 0.1~0.5wt.%、抑菌复合添加剂7.0wt.%。抑菌分散料配方中除抑菌复合添加剂以外的配方材料均取自板材抑菌pvc挤出基材配方。抑菌分散料中抑菌复合添加剂的加入量按照最终产品中抑菌复合添加剂的10倍进行添加。
[0170]
3)板材抑菌pvc挤出制品配方(产品配方)
[0171]
5型pvc树脂15.0~85.0wt.%,碳酸钙10.0~90.0wt.%,稳定剂1.0~4.0wt.%,acr1.0~4.0wt.%,pe蜡0.1~0.4wt.%,内滑g60 0.1~0.5wt.%,自制粉碎料15.0~25.0wt.%,抑菌复合添加剂0.7wt.%。
[0172]
4)产品生产设备配置,生产工艺
[0173]
a、板材产品抑菌分散预制品(抑菌分散料)生产工艺及设备
[0174]
抑菌分散料生产工艺是将配方中的材料按照配方要求称重、热混料、冷混料、包装后,从而制成抑菌分散料。生产设备包括称料秤、混料机及配套设备、包装机等。
[0175]
b、板材产品抑菌pvc挤出制品(抑菌pvc挤出板材制品)生产工艺及设备
[0176]
弹性地板抑菌pvc挤出制品(即抑菌pvc挤出板材制品)的生产工艺是将配方中的材料按照配方要求进行称重、热混料、冷混料、挤出、后端计量螺杆在线加料机加入抑菌分散料、层压,再与花纹层、耐磨层热压在线覆合,制成大块的板材,再经过养生分切(按要求)、开槽(按要求)、包装等工序制成板材。
[0177]
板材产品抑菌pvc挤出基材制品加工所需的主要设备有,称料秤、混料机、挤出机、后端计量螺杆在线加料机及配套设备、热压成型辊、膜片加料设备、热压成型辊、牵引机、冷却风扇、加热风扇、分切机、开槽机、包装机等。
[0178]
5)抑菌pvc挤出板材基材的抑菌效果和增加成本
[0179][0180]
实施例3:抑菌pvc板材产品
[0181]
最终产品中抑菌复合添加剂含量为0.2%。
[0182]
1)板材抑菌pvc挤出基材配方
[0183]
5型pvc树脂15.0~85.0wt.%、碳酸钙10.0~90.0wt.%、稳定剂1.0~4.0wt.%、acr1.0~4.0wt.%、pe蜡0.1~0.4wt.%、内滑g60 0.1~0.5wt.%、自制粉碎料15.0~25.0wt.%。
[0184]
2)抑菌分散料配方
[0185]
5型pvc树脂15.0~85.0wt.%、碳酸钙10.0~90.0wt.%、稳定剂1.0~4.0wt.%、acr1.0~4.0wt.%、pe蜡0.1~0.4wt.%、内滑g60 0.1~0.5wt.%、抑菌复合添加剂2.0wt.%。抑菌分散料配方中除抑菌复合添加剂以外的配方材料均取自板材抑菌pvc挤出基材配方。抑菌分散料中抑菌复合添加剂的加入量按照最终产品中抑菌复合添加剂的10倍进行添加。
[0186]
3)板材抑菌pvc挤出制品配方(产品配方)
[0187]
5型pvc树脂15.0~85.0wt.%,碳酸钙10.0~90.0wt.%,稳定剂1.0~4.0wt.%,acr1.0~4.0wt.%,pe蜡0.1~0.4wt.%,内滑g60 0.1~0.5wt.%,自制粉碎料15.0~25.0wt.%,抑菌复合添加剂0.2wt.%。
[0188]
4)产品生产设备配置,生产工艺
[0189]
a、板材产品抑菌分散预制品(抑菌分散料)生产工艺及设备
[0190]
抑菌分散料生产工艺是将配方中的材料按照配方要求称重、热混料、冷混料、包装
后,从而制成抑菌分散料。生产设备包括称料秤、混料机及配套设备、包装机等。
[0191]
b、板材产品抑菌pvc挤出制品(抑菌pvc挤出板材制品)生产工艺及设备
[0192]
弹性地板抑菌pvc挤出制品(即抑菌pvc挤出板材制品)的生产工艺是将配方中的材料按照配方要求进行称重、热混料、冷混料、挤出、后端计量螺杆在线加料机加入抑菌分散料、层压,再与花纹层、耐磨层热压在线覆合,制成大块的板材,再经过养生分切(按要求)、开槽(按要求)、包装等工序制成板材。
[0193]
板材产品抑菌pvc挤出基材制品加工所需的主要设备有,称料秤、混料机、挤出机、后端计量螺杆在线加料机及配套设备、热压成型辊、膜片加料设备、热压成型辊、牵引机、冷却风扇、加热风扇、分切机、开槽机、包装机等。
[0194]
5)抑菌pvc挤出板材基材的抑菌效果和增加成本
[0195][0196][0197]
实施例4:抑菌pvc门窗型材
[0198]
最终产品中抑菌复合添加剂含量为0.7wt.%。
[0199]
1)通体门窗型材抑菌pvc挤出基材配方
[0200]
5型pvc树脂60.0~85.0wt.%、碳酸钙10.0~20.0wt.%、稳定剂1.0~4.0wt.%、cpe 5.0~10.0wt.%、钛白粉3.0~8.0wt.%。
[0201]
2)抑菌分散料配方
[0202]
5型pvc树脂60.0~85.0wt.%、碳酸钙10.0~20.0wt.%、稳定剂1.0~4.0wt.%、cpe 5.0~10.0wt.%、钛白粉3.0~8.0wt.%、抑菌复合添加剂7wt.%。抑菌分散料配方中除抑菌复合添加剂以外的配方材料均取自通体门窗型材抑菌pvc挤出基材配方。抑菌分散料中抑菌复合添加剂的加入量按照最终产品中抑菌复合添加剂的10倍进行添加。
[0203]
3)通体门窗型材抑菌pvc挤出制品配方(产品总配方、含抗菌剂)
[0204]
5型pvc树脂60.0~85.0wt.%、碳酸钙10.0~20.0wt.%、稳定剂1.0~4.0wt.%、cpe 5.0~10.0wt.%、钛白粉3.0~8.0wt.%、抑菌复合添加剂0.7wt.%。
[0205]
4)产品生产设备配置,生产工艺
[0206]
a、抑菌pvc通体门窗型材分散预制品(抑菌分散料)生产工艺及设备
[0207]
抑菌分散料生产工艺是将配方中的材料按照配方要求称重、热混料、冷混料、包装后,从而制成抑菌分散料。生产设备包括称料秤、混料机及配套设备、包装机等。
[0208]
b、抑菌pvc通体门窗型材挤出制品生产工艺及设备
[0209]
通体门窗型材抑菌pvc挤出制品的共挤出生产工艺为:将配方中的材料按照配方要求依次进行称重、热混料、冷混料、挤出、后端计量螺杆在线加料机加入抑菌分散料、成型、冷却、切割、包装,制成抑菌门窗型材。
[0210]
抑菌pvc门窗型材挤出制品加工所需的主要设备有,称料秤、混料机、挤出机及配
套设备、热压成型辊、膜片加料设备、热压成型辊、牵引机、冷却风扇、加热风扇、分切机、开槽机、包装机等。抑菌分散母粒与主体原料混合进行二次分散。
[0211]
5)抑菌pvc门窗型材挤出制品的抑菌效果和增加成本
[0212][0213]
实施例5:抑菌pvc门窗型材
[0214]
最终产品中抑菌复合添加剂含量为0.3%。
[0215]
1)通体门窗型材抑菌pvc挤出基材配方
[0216]
5型pvc树脂60.0~85.0wt.%、碳酸钙10.0~20.0wt.%、稳定剂1.0~4.0wt.%、cpe 5.0~10.0wt.%、钛白粉3.0~8.0wt.%。
[0217]
2)抑菌分散料配方
[0218]
5型pvc树脂60.0~85.0wt.%、碳酸钙10.0~20.0wt.%、稳定剂1.0~4.0wt.%、cpe 5.0~10.0wt.%、钛白粉3.0~8.0wt.%、抑菌复合添加剂3wt.%。抑菌分散料配方中除抑菌复合添加剂以外的配方材料均取自通体门窗型材抑菌pvc挤出基材配方。抑菌分散料中抑菌复合添加剂的加入量按照最终产品中抑菌复合添加剂的10倍进行添加。
[0219]
3)通体门窗型材抑菌pvc挤出制品配方(产品总配方、含抗菌剂)
[0220]
5型pvc树脂60.0~85.0wt.%、碳酸钙10.0~20.0wt.%、稳定剂1.0~4.0wt.%、cpe 5.0~10.0wt.%、钛白粉3.0~8.0wt.%、抑菌复合添加剂0.3wt.%。
[0221]
4)产品生产设备配置,生产工艺
[0222]
a、抑菌pvc通体门窗型材分散预制品(抑菌分散料)生产工艺及设备
[0223]
抑菌分散料生产工艺是将配方中的材料按照配方要求称重、热混料、冷混料、包装后,从而制成抑菌分散料。生产设备包括称料秤、混料机及配套设备、包装机等。
[0224]
b、抑菌pvc通体门窗型材挤出制品生产工艺及设备
[0225]
通体门窗型材抑菌pvc挤出制品的共挤出生产工艺为:将配方中的材料按照配方要求依次进行称重、热混料、冷混料、挤出、后端计量螺杆在线加料机加入抑菌分散料、成型、冷却、切割、包装,制成抑菌门窗型材。
[0226]
抑菌pvc门窗型材挤出制品加工所需的主要设备有,称料秤、混料机、挤出机及配套设备、热压成型辊、膜片加料设备、热压成型辊、牵引机、冷却风扇、加热风扇、分切机、开槽机、包装机等。抑菌分散母粒与部分主体原料(基材原料)混合进行二次分散。
[0227]
5)抑菌pvc门窗型材挤出制品的抑菌效果和增加成本
[0228][0229]
实施例6:抑菌pvc门窗型材
[0230]
最终产品中抑菌复合添加剂含量为0.2%。
[0231]
1)通体门窗型材抑菌pvc挤出基材配方
[0232]
5型pvc树脂60.0~85.0wt.%、碳酸钙10.0~20.0wt.%、稳定剂1.0~4.0wt.%、cpe 5.0~10.0wt.%、钛白粉3.0~8.0wt.%。
[0233]
2)抑菌分散料配方
[0234]
5型pvc树脂60.0~85.0wt.%、碳酸钙10.0~20.0wt.%、稳定剂1.0~4.0wt.%、cpe 5.0~10.0wt.%、钛白粉3.0~8.0wt.%、抑菌复合添加剂2wt.%。抑菌分散料配方中除抑菌复合添加剂以外的配方材料均取自通体门窗型材抑菌pvc挤出基材配方。抑菌分散料中抑菌复合添加剂的加入量按照最终产品中抑菌复合添加剂的10倍进行添加。
[0235]
3)通体门窗型材抑菌pvc挤出制品配方(产品总配方、含抗菌剂)
[0236]
5型pvc树脂60.0~85.0wt.%、碳酸钙10.0~20.0wt.%、稳定剂1.0~4.0wt.%、cpe 5.0~10.0wt.%、钛白粉3.0~8.0wt.%、抑菌复合添加剂0.2wt.%。
[0237]
4)产品生产设备配置,生产工艺
[0238]
a、抑菌pvc通体门窗型材分散预制品(抑菌分散料)生产工艺及设备
[0239]
抑菌分散料生产工艺是将配方中的材料按照配方要求称重、热混料、冷混料、包装后,从而制成抑菌分散料。生产设备包括称料秤、混料机及配套设备、包装机等。
[0240]
b、抑菌pvc通体门窗型材挤出制品生产工艺及设备
[0241]
通体门窗型材抑菌pvc挤出制品的共挤出生产工艺为:将配方中的材料按照配方要求依次进行称重、热混料、冷混料、挤出、后端计量螺杆在线加料机加入抑菌分散料、成型、冷却、切割、包装,制成抑菌门窗型材。
[0242]
抑菌pvc门窗型材挤出制品加工所需的主要设备有,称料秤、混料机、挤出机及配套设备、热压成型辊、膜片加料设备、热压成型辊、牵引机、冷却风扇、加热风扇、分切机、开槽机、包装机等。抑菌分散母粒与主体原料混合进行二次分散。
[0243]
5)抑菌pvc门窗型材挤出制品的抑菌效果和增加成本
[0244][0245]
实施例7:抑菌pvc门窗包覆型材
[0246]
最终产品共挤层中抑菌复合添加剂含量为0.7%。
[0247]
1)抑菌pvc门窗型材挤出基材配方
[0248]
5型pvc树脂60.0~85.0wt.%、碳酸钙10.0~20.0wt.%、稳定剂1.0~4.0wt.%、cpe5.0~10.0wt.%、钛白粉3.0~8.0wt.%。
[0249]
2)抑菌分散料配方
[0250]
5型pvc树脂60.0~85.0wt.%、碳酸钙10.0~20.0wt.%、稳定剂1.0~4.0wt.%、cpe5.0~10.0wt.%、钛白粉3.0~8.0wt.%、碳酸钙10.0~20.0wt.%、抑菌复合添加剂7.0wt.%。抑菌分散料中抑菌复合添加剂的加入量按照最终产品中抑菌复合添加剂的10倍进行添加。
[0251]
3)外包覆共挤材料配方
[0252]
5型pvc树脂60.0~85.0wt.%、碳酸钙10.0~20.0wt.%、稳定剂1.0~4.0wt.%、cpe5.0~10.0wt.%、钛白粉3.0~8.0wt.%、抑菌复合添加剂0.7wt.%。
[0253]
4)产品生产设备配置,生产工艺
[0254]
a、抑菌pvc门窗型材挤出基材的生产工艺及设备
[0255]
抑菌pvc门窗型材挤出基材的生产工艺是将配方中的材料按照配方要求称重、热混料、冷混料、挤出、成型、冷却、切割、包装。生产设备包括称料秤、混料机、挤出机、模具及配套设备、牵引机、包装机等。
[0256]
b、抑菌pvc门窗型材外包覆共挤材料的生产工艺和设备
[0257]
抑菌pvc门窗型材外包覆共挤材料的生产工艺是将配方中的材料按照配方要求进行称重、热混料、冷混料、挤出。生产设备包括称料秤、混料机、单螺杆挤出机、配套系统设备。
[0258]
c、抑菌pvc门窗型材外包覆共挤材料的共挤生产工艺和设备
[0259]
抑菌pvc门窗型材外包覆共挤材料是通过在线单螺杆共挤机、通过共挤出模具,将外包覆共挤材料包覆在基材的表面,产品经过挤出、成型、冷却、切割、包装制成成品。生产设备包括单螺杆共挤机、共挤出模具等。
[0260]
5)抑菌pvc挤出门窗型材的抑菌效果和增加成本
[0261][0262]
实施例8:抑菌pvc门窗包覆型材
[0263]
最终产品共挤层中抑菌复合添加剂含量为0.0.3%。
[0264]
1)抑菌pvc门窗型材挤出基材配方
[0265]
5型pvc树脂60.0~85.0wt.%、碳酸钙10.0~20.0wt.%、稳定剂1.0~4.0wt.%、cpe5.0~10.0wt.%、钛白粉3.0~8.0wt.%。
[0266]
2)抑菌分散料配方
[0267]
5型pvc树脂60.0~85.0wt.%、碳酸钙10.0~20.0wt.%、稳定剂1.0~4.0wt.%、cpe5.0~10.0wt.%、钛白粉3.0~8.0wt.%、抑菌复合添加剂3.0wt.%。抑菌分散料中抑菌复合添加剂的加入量按照最终产品中抑菌复合添加剂的10倍进行添加。
[0268]
3)外包覆共挤材料配方
[0269]
5型pvc树脂60.0~85.0wt.%、碳酸钙10.0~20.0wt.%、稳定剂1.0~4.0wt.%、cpe5.0~10.0wt.%、钛白粉3.0~8.0wt.%、抑菌复合添加剂0.3wt.%。
[0270]
4)产品生产设备配置,生产工艺
[0271]
a、抑菌pvc门窗型材挤出基材的生产工艺及设备
[0272]
抑菌pvc门窗型材挤出基材的生产工艺是将配方中的材料按照配方要求称重、热混料、冷混料、挤出、成型、冷却、切割、包装。生产设备包括称料秤、混料机、挤出机、模具及配套设备、牵引机、包装机等。
[0273]
b、抑菌pvc门窗型材外包覆共挤材料的生产工艺和设备
[0274]
抑菌pvc门窗型材外包覆共挤材料的生产工艺是将配方中的材料按照配方要求进行称重、热混料、冷混料、挤出。生产设备包括称料秤、混料机、单螺杆挤出机、配套系统设备。
[0275]
c、抑菌pvc门窗型材外包覆共挤材料的共挤生产工艺和设备
[0276]
抑菌pvc门窗型材外包覆共挤材料是通过在线单螺杆共挤机、通过共挤出模具,将材料包覆在基材的表面,产品经过挤出、成型、冷却、切割、包装制成成品。生产设备包括单螺杆共挤机、共挤出模具等。
[0277]
5)抑菌pvc挤出门窗型材的抑菌效果和增加成本
[0278][0279]
实施例9:抑菌pvc门窗包覆型材
[0280]
最终产品共挤层中抑菌复合添加剂含量为0.2%。
[0281]
1)抑菌pvc门窗型材挤出基材配方
[0282]
5型pvc树脂60.0~85.0wt.%、碳酸钙10.0~20.0wt.%、稳定剂1.0~4.0wt.%、cpe5.0~10.0wt.%、钛白粉3.0~8.0wt.%。
[0283]
2)抑菌分散料配方
[0284]
5型pvc树脂60.0~85.0wt.%、碳酸钙10.0~20.0wt.%、稳定剂1.0~4.0wt.%、cpe5.0~10.0wt.%、钛白粉3.0~8.0wt.%抑菌复合添加剂2.0wt.%。抑菌分散料中抑菌复合添加剂的加入量按照最终产品中抑菌复合添加剂的10倍进行添加。
[0285]
3)外包覆共挤材料配方
[0286]
5型pvc树脂60.0~85.0wt.%、碳酸钙10.0~20.0wt.%、稳定剂1.0~4.0wt.%、cpe5.0~10.0wt.%、钛白粉3.0~8.0wt.%、抑菌复合添加剂0.2wt.%。
[0287]
4)产品生产设备配置,生产工艺
[0288]
a、抑菌pvc门窗型材挤出基材的生产工艺及设备
[0289]
抑菌pvc门窗型材挤出基材的生产工艺是将配方中的材料按照配方要求称重、热混料、冷混料、挤出、成型、冷却、切割、包装。生产设备包括称料秤、混料机、挤出机、模具及配套设备、牵引机、包装机等。
[0290]
b、抑菌pvc门窗型材外包覆共挤材料的生产工艺和设备
[0291]
抑菌pvc门窗型材外包覆共挤材料的生产工艺是将配方中的材料按照配方要求进行称重、热混料、冷混料、挤出。生产设备包括称料秤、混料机、单螺杆挤出机、配套系统设备。
[0292]
c、抑菌pvc门窗型材外包覆共挤材料的共挤生产工艺和设备
[0293]
抑菌pvc门窗型材外包覆共挤材料是通过在线单螺杆共挤机、通过共挤出模具,将材料包覆在基材的表面,产品经过挤出、成型、冷却、切割、包装制成成品。生产设备包括单螺杆共挤机、共挤出模具等。
[0294]
5)抑菌pvc挤出门窗型材的抑菌效果和增加成本
[0295][0296]
四、确定配方方案
[0297]
根据实例中的生产工艺及产品检测结果,在抑菌pvc挤出板材基材、外包覆共挤材料中添加0.3wt.%的抑菌复合添加剂即可满足产品的使用要求。
[0298]
最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。