技术特征:
1.一种小方坯连铸机中的中间包热换的方法,其特征在于,包括以下依次进行的步骤:1) 当旧中间包的钢水液位下降至200-250mm时,操作旧中间包上的滑动水口的事故液压缸将全部铸流停浇;2) 停止铸流的二冷水,将拉矫机的拉矫辊压力调至14mpa;3) 将螺纹钢焊制的连接件垂直插入结晶器中的液芯正中心且深度>200mm位置,用细氧管勾住连接件的挂点,并向结晶器中的液芯中放入冷料进行速冷,使连接件固定牢固;4) 使用t型标尺测量尾坯位置,手动开启拉矫机对结晶器内的尾坯进行下拉;当尾坯到达距离结晶器上口700-750mm时手动停止拉矫机;5) 将旧中间包移动至烘烤位,同时将新中间包移动至浇注位;6) 用对中器将新中间包与结晶器对中;7) 按下自动转包按钮将钢包旋转至浇注位,按下液压缸拉开按钮将钢包中的钢水浇注至新中间包内;8) 先对新中间包的中间流次进行重接,再对两侧流次进行重接;新中间包开浇后,当结晶器中的液位上涨至距离结晶器上口100-150mm,开启拉矫机;铸坯接头出拉矫机后,将拉矫机调回热坯压力,至此完成中间包的热换。2.根据权利要求1所述的一种小方坯连铸机中的中间包热换的方法,其特征在于,步骤3)中,冷料是长度230mm、外径12mm或14mm的螺纹钢,放入直径12mm冷料50
±
5根或直径14mm冷料40
±
5根。3.根据权利要求1所述的一种小方坯连铸机中的中间包热换的方法,其特征在于,步骤4)中,手动拉速控制为1.0-2.0m/min。4.根据权利要求1所述的一种小方坯连铸机中的中间包热换的方法,其特征在于,步骤6)中,直至对中偏差结晶器中心<10mm。5.根据权利要求1所述的一种小方坯连铸机中的中间包热换的方法,其特征在于,步骤8)中,将拉矫机调回热坯压力3.4mpa。
技术总结
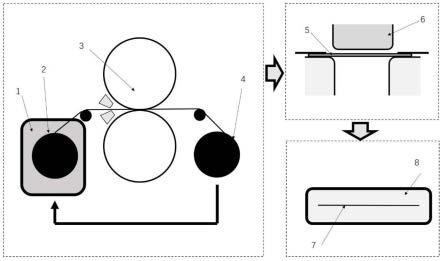
本申请提供了一种小方坯连铸机中的中间包热换的方法,当旧中间包的液面高度降至200-250mm,完成旧中间包的停浇,然后立即将连接件插入结晶器的钢水中,同时手动调整拉速将液面拉至距结晶器的上口700-750mm的位置后拉速回零;将烘烤好的新中间包开至浇注位,大包向新中间包内浇注,新中间包向结晶器内浇注,根据结晶器液位的上涨,开启拉矫机,进行正常生产;将热换时间减少至8-10分钟,提高了连铸机的作业效率,提高了产量,降低了生产成本,避免了发生漏钢、拉断事故的发生,减少了铸机的停浇次数,减少了开浇原材料的浪费,减少了切损的产生,钢水的收得率也有所提高。钢水的收得率也有所提高。
技术研发人员:王福海 李树岭 阮风刚 董士豪 司世果 苏庆林
受保护的技术使用者:山东莱钢永锋钢铁有限公司
技术研发日:2022.09.28
技术公布日:2022/11/29
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。