1.本发明属于夹具领域,特别是涉及一种双夹紧磨内孔夹具。
背景技术:
2.汽车中存在大量的需磨削内孔的零件,图1是一种需磨削长内孔的双联齿轮。该类零件具备如下3个特征:1、长径比比较大(一般大于5);2、需磨削的内孔比较长;3、外部无长且连续可夹紧的轴径。
3.磨削内孔时,需要夹持外部轴径作为定位夹紧基准,但是对于这种长内孔零件,夹持轴径如果不够长的话,磨削过程中零件会因系统刚度过低造成摆动,从而导致内孔加工质量不合格。
4.对于长内孔零件的内孔磨削,现有比较常用的方式有三种:
5.一是采用“夹紧轴径 靠紧端面”的夹紧方式,其中应选择离端面较远的轴径作为夹紧轴径,但是这种方式受零件结构限制,不适用于轴径和端面距离较近的零件。
6.二是要求磨床设计有顶尖,采用“夹紧轴径 顶尖顶紧”的夹紧方式,但是这种方式要求磨床夹紧端设计有顶尖接口,需要对设备进行特殊改造。
7.三是采用“双夹紧”设计,同时夹紧两端轴径,增加轴径的理论夹持长度。但是这种方式属于过定位设计,常出现一个轴径已经夹紧,另一个轴径还未夹紧的情况。要求两个轴径的直径公差都比较严格,才能较好的保证良好的夹紧。
技术实现要素:
8.有鉴于此,本发明旨在提出一种双夹紧磨内孔夹具及其加紧方法,以解决上述背景技术中提到的夹紧后内孔磨削零件摆动问题。
9.为实现上述目的,本发明采用以下技术方案:一种双夹紧磨内孔夹具,包括夹具体、两个夹紧套和夹紧力控制装置,两个夹紧套压装在夹具体内,两个夹紧套分别用于夹紧零件上的两个轴径,所述夹具体内设置有油道,所述油道一端与磨床夹紧液压油口对应,其它出口分别与两个夹紧套对应,所述夹紧力控制装置安装在其中一个油道内。
10.更进一步的,安装夹紧力控制装置的油道端头设置有盲孔,用于安装夹紧力控制装置。
11.更进一步的,安装夹紧力控制装置的油道段与夹具体的轴线平行,其下部垂直设置有油道的另一段,设置在b轴径所对应的夹紧套上。
12.更进一步的,所述夹紧力控制装置包括活塞、弹簧和堵塞,所述弹簧安装在活塞和堵塞之间,活塞、堵塞与夹紧套形成封闭型腔,里面充满液压油。
13.更进一步的,非夹紧状态时,弹簧处于受压的状态,弹簧的压力等于零件两轴径夹紧所需夹紧力的差值。
14.更进一步的,所述活塞为弹性材料,与夹具体过盈配合。
15.更进一步的,所述堵塞为金属材料,与夹具体过盈配合。
16.更进一步的,所述夹具体的底部设置有螺栓孔,插入螺栓与磨床相连。
17.更进一步的,所述双夹紧磨内孔夹具还包括密封圈,所述密封圈安装在夹具体和夹紧套之间,用于密封液压油。
18.一种双夹紧磨内孔夹具的夹紧方法,把零件放到夹具体中,将零件的a、b轴径分别对应两个夹紧套对应上,然后将磨床中夹紧液压油通入到夹具体的油道中,液压油的压力首先将a轴径所对应的夹紧套产生变形,将零件a轴径定位夹紧;然后液压油的压力超过弹簧压力,推动活塞压紧弹簧,并对活塞、堵塞与夹紧套所形成封闭型腔中的液压油产生压力,从而让b轴径所对应的夹紧套产生变形,将零件b轴径夹紧,实现零件1非过定位的双轴径夹紧。
19.与现有技术相比,本发明所述的一种双夹紧磨内孔夹具及其夹紧方法的有益效果是:本发明所述的双夹紧磨内孔夹具,可以同时夹紧两个轴径,从而明显加强加工中的系统刚度,提高加工质量,而且两端轴径的夹紧不是同时夹紧,是一个为定位夹紧,另一个为夹紧,以解决双夹紧带来的过定位问题。
附图说明
20.构成本发明的一部分的附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
21.图1为本发明所述的长内孔零件示意图,其中a表示a轴段,b表示b轴段;
22.图2为本发明所述的一种双夹紧磨内孔夹具的工作结构示意图;
23.图3为本发明所述的夹具体的结构示意图;
24.图4为本发明所述的夹紧力控制装置的结构示意图;
25.图中:1-零件,2-夹具体,3-夹紧套,4-夹紧力控制装置,5-密封圈,6-螺栓,21-油道,22-盲孔,41-活塞,42-弹簧,43-堵塞。
具体实施方式
26.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地阐述。需要说明的是,在不冲突的情况下,本发明中的实施例及实施例中的特征可以相互组合,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
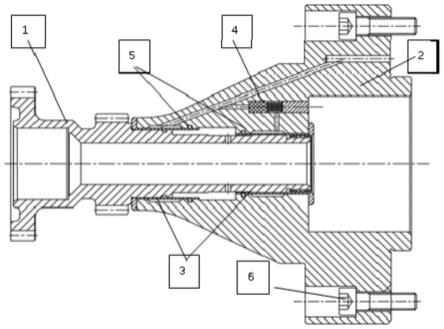
27.一、具体实施方式一,参见图1-4说明本实施方式,一种双夹紧磨内孔夹具,包括夹具体2、两个夹紧套3和夹紧力控制装置4,两个夹紧套3压装在夹具体2内,两个夹紧套3分别用于夹紧零件1上的两个轴径,所述夹具体2内设置有油道21,所述油道21一端与磨床夹紧液压油口对应,其它出口分别与两个夹紧套3对应,所述夹紧力控制装置4安装在其中一个油道21内。
28.安装夹紧力控制装置4的油道21端头设置有盲孔22,用于安装夹紧力控制装置4。
29.安装夹紧力控制装置4的油道21段与夹具体2的轴线平行,其下部垂直设置有油道21的另一段,设置在b轴径所对应的夹紧套3上。
30.所述夹紧力控制装置4包括活塞41、弹簧42和堵塞43,所述弹簧42安装在活塞41和堵塞43之间,活塞41、堵塞43与夹紧套3形成封闭型腔,里面充满液压油。
31.非夹紧状态时,弹簧42处于受压的状态,弹簧42的压力等于零件1两轴径夹紧所需
夹紧力的差值。
32.所述活塞41为弹性材料,与夹具体2过盈配合。所述堵塞43为金属材料,与夹具体2过盈配合。
33.所述夹具体2的底部设置有螺栓孔,插入螺栓6与磨床相连。
34.所述双夹紧磨内孔夹具还包括密封圈5,所述密封圈5安装在夹具体2和夹紧套3之间,用于密封液压油。
35.如图2,为本发明所述的双夹紧磨内孔夹具,其设计有两个夹紧套3,分别用于夹紧零件1上的两个轴径,两个夹紧套3压装在夹具体2内上。密封圈5安装在夹具体2和夹紧套3之间,用于密封液压油。夹具体2内安装有夹紧力控制装置4,与夹具体2上的油道21相连,用来实现两段轴径分时夹紧。整个夹具通过螺栓6与磨床相连。
36.图3为夹具体2,夹具体2设计有油道21,油道21一端与磨床夹紧液压油口对应,其它出口分别与两个夹紧套3对应。夹具体2设计有与油道21相连的盲孔22,用于安装夹紧力控制装置4。
37.图4为夹紧力控制装置,由活塞41、弹簧42和堵塞43组成,活塞41由弹性材料制作,与夹具体2过盈配合;堵塞43由金属材料制作,与夹具体2过盈配合;弹簧42安装在活塞41和堵塞43中间。
38.活塞41、堵塞43与夹紧套3形成封闭型腔,里面充满液压油。非夹紧状态时,弹簧42处于受压的状态,弹簧42的压力为等于a轴径夹紧所需夹紧力与b轴径夹紧所需夹紧力的差值。
39.所述的一种双夹紧磨内孔夹具的加紧方法为:
40.夹紧零件1时,把零件1放到夹具中,将零件1的a、b轴径分别对应两个夹紧套3对应上,然后将磨床中夹紧液压油通入到夹具体2的油道21中,液压油的压力首先将a轴径所对应的夹紧套3产生变形,将零件a轴径定位夹紧;然后液压油的压力超过弹簧压力,推动活塞压紧弹簧42,并对活塞41、堵塞43与夹紧套3所形成封闭型腔中的液压油产生压力,从而让b轴径所对应的夹紧套3产生变形,将零件b轴径夹紧,实现零件1非过定位的双轴径夹紧。如果同时夹紧两个轴径,属于是过定位设计,本发明采用的是非过定位夹紧。
41.卸下零件1时,只需将磨床中夹紧液压油的压力卸掉,弹簧42将活塞推回非夹紧状态,从而将夹紧套3恢复到非夹紧状态,然后就可以轻松将零件1拿出。
42.以上公开的本发明实施例只是用于帮助阐述本发明。实施例并没有详尽叙述所有的细节,也不限制该发明仅为所述的具体实施方式。根据本说明书的内容,可作很多的修改和变化。本说明书选取并具体描述这些实施例,是为了更好地解释本发明的原理和实际应用,从而使所属技术领域技术人员能很好地理解和利用本发明。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。