1.本发明属于防水卷材加工技术领域,具体涉及一种防水卷材加工设备。
背景技术:
2.作为防水卷材的一种,膨润土防水毯是一种专门用于人工湖泊水景、垃圾填埋场、地下车库、楼顶花园、水池、油库及化学品堆场等防渗漏的土工合成材料,按生产工艺可分为针刺法钠基膨润土防水毯、针刺覆膜法钠基膨润土防水毯以及胶粘法钠基膨润土防水毯。其中胶粘法钠基膨润土防水毯,是用胶粘剂把膨润土颗粒粘结到高密度聚乙烯板上,压缩生产的一种钠基膨润土防水毯。
3.目前用胶粘法生产钠基膨润土防水毯,是用粘合剂把膨润土颗粒粘结到非织造土工布或高密度聚乙烯板上,压缩生产出的一种钠基膨润土防水毯,这种产品的缺陷是中间层的钠基膨润土很容易因粘合剂粘性流失被雨水等冲走和脱落,导致防渗性能下降。
技术实现要素:
4.为克服现有技术的不足,本发明提供了一种防水卷材加工设备,其有益效果为本发明能够提高胶粘法膨润土防水毯的防渗性能。
5.本发明解决其技术问题所采用的技术方案是:
6.一种防水卷材加工设备,包括固定底板,固定底板上固接有左侧板和右侧板,固定底板上安装有对聚乙烯薄板进行加工的加热塑形机构、进行膨润土混合物填料的冷却涂料机构及压覆上层无纺布的压覆成型机构,加热塑形机构、冷却涂料机构及压覆成型机构从左至右依次安装在左侧板及右侧板之间;左侧板及右侧板上方固接有固定箱壳。
7.所述加热塑形机构包括加热板,加热板固接在固定底板上,加热板内部放置有多根加热管,加热板两端分别固接有固定盖及连通固定盖,所述加热管位于固定盖及连通固定盖之间,加热板上方设置有塑形辊,塑形辊转动连接在左侧板及右侧板之间。
8.所述塑形辊的圆周面上均布多个菱形压棱。
9.所述冷却涂料机构包括冷却板,冷却板固定在固定底板上,冷却板内部放置有冷却管,冷却板两端分别固接有两个连通固定盖,所述冷却管位于两个连通固定盖之间,冷却板上方设置有涂料机构及下料机构,涂料机构及下料机构从下到上安装在左侧板及右侧板之间。
10.所述涂料机构包括转动涂料辊,转动涂料辊转动连接在左侧板及右侧板之间,转动涂料辊内部转动连接有固定下料筒,固定下料筒两端穿过转动涂料辊并固接在固定箱壳上,固接在固定箱壳上的刮料半圆板位于转动涂料辊外侧。
11.所述转动涂料辊为空心筒状结构,转动涂料辊的筒身圆柱面上均匀分布多个下料口。
12.所述下料机构包括下料箱,下料箱固接在固定箱壳上,下料箱底部固定连接并连通有两个下料管,两个下料管分别穿过左侧板及右侧板,与固定下料筒的两端固定连接并
连通,下料箱内部滑动连接有下料板,下料板上固接有下料块,下料块通过两个电动滑台滑动连接在固定箱壳上。
13.所述固定箱壳上固接有两块加热板,两块加热板分别设置在下料箱外侧两端。
14.所述压覆成型机构包括压覆板,压覆板固定在固定底板上,压覆板上方设置有成型辊和转动轴,其中转动轴位于成型辊的斜上方,成型辊的一端转动连接在左侧板上,成型辊的另一端穿过右侧板,转动轴转动连接在左侧板及右侧板之间。
15.所述成型辊和塑形辊之间带传动连接。
附图说明
16.下面结合附图和具体实施方法对本发明做进一步详细的说明。
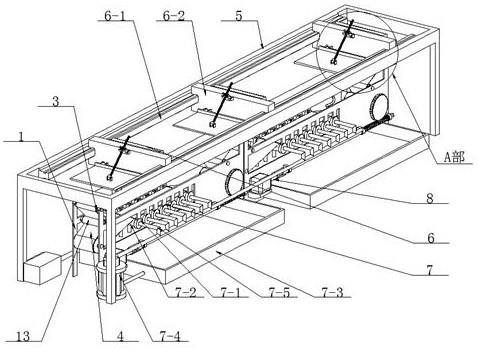
17.图1为一种防水卷材加工设备的内部结构示意图;
18.图2为一种防水卷材加工设备的整体结构图;
19.图3为加热塑形机构的结构示意图;
20.图4为塑形辊菱形压棱的结构示意图;
21.图5及图6为冷却涂料机构的结构示意图;
22.图7为涂料机构的结构示意图;
23.图8为转动涂料辊的结构示意图;
24.图9为固定下料筒的结构示意图;
25.图10及图11为下料机构的结构示意图;
26.图12为压覆成型机构的结构示意图;
27.图13为成型辊和塑形辊的连接示意图。
具体实施方式
28.如图1及图2所示:
29.所述设备包括固定底板101,固定底板101两端使用螺钉连接有左侧板102和右侧板103,固定底板101上安装有对聚乙烯薄板进行加工的加热塑形机构200,进行膨润土混合物填料的冷却涂料机构300及压覆上层无纺布的压覆成型机构400,加热塑形机构200、冷却涂料机构300及压覆成型机构400从左至右依次安装在左侧板102及右侧板103之间;固定底板101安装有两个传送带104,两个传送带104分别位于加热塑形机构200及压覆成型机构400外侧,两个传送带104内部的转动轴通过轴承与固定底板101转动连接;左侧板102及右侧板103上方使用螺钉连接有固定箱壳105,左侧板102及右侧板103上方套有防尘盖106;加热塑形机构200、冷却涂料机构300及压覆成型机构400位于固定箱壳105、防尘盖106、左侧板102、右侧板103及固定底板101组成的腔室内;
30.设备使用时,将待加工聚乙烯薄板放置在加热塑形机构200外侧的传送带104上,加热塑形机构200外侧的传送带104运送待加工聚乙烯薄板进入加热塑形机构200内部,对待加工聚乙烯薄板进行加热及塑形,通过在待加工聚乙烯薄板上表面压覆出均匀分布的菱形凹坑来增加聚乙烯薄板上表面的表面积,使膨润土能更稳定地粘在聚乙烯薄板上;塑形完毕的聚乙烯薄板向前运送至冷却涂料机构300内部,对聚乙烯薄板进行冷却及涂料;膨润土及粘合剂在按比例均匀混合后,通过冷却涂料机构300涂抹到聚乙烯薄板上并均匀抹平,
以使膨润土粘合剂混合液与聚乙烯薄板充分接触,从而将与粘合剂充分混合的膨润土成为整体,牢固粘合在聚乙烯薄板上方;涂料完毕的聚乙烯薄板向前运送至压覆成型机构400内部,将无纺布压覆并粘接固定至膨润土粘合剂混合液上方,降低粘合剂粘性流失后膨润土脱落的可能;加工完成的膨润土防水毯向前运送,从压覆成型机构400外侧的传送带104进行输出收集。
31.如图3及图4所示:
32.所述加热塑形机构200包括加热板201,加热板201通过螺钉连接在固定底板101上,加热板201内部插有加热管202,加热板201两端分别固接有固定盖203及连通固定盖204,加热管202连接线从连通固定盖204中穿出,加热板201上方设置有塑形辊205,塑形辊205通过轴承转动连接在左侧板102及右侧板103之间,塑形辊205一端穿过右侧板103,并通过螺钉固定连接有第一同步轮;
33.常态下,当待加工聚乙烯薄板运送至加热塑形机构200内部后,加热板201内部的加热管202开始对待加工聚乙烯薄板进行加热,使待加工聚乙烯薄板软化,降低塑形难度;软化后的待加工聚乙烯薄板运送至塑形辊205下方,塑形辊205转动,将聚乙烯薄板上表面压制出菱形凹坑,以增加聚乙烯薄板上表面的表面积,使膨润土粘合剂混合液能更牢固地粘合在聚乙烯薄板上;同时,固定箱壳105与加热板201之间形成进料口,便于待加工聚乙烯薄板输入。
34.进一步的:
35.所述塑形辊205的圆周面上设置有菱形压棱206,菱形压棱206使聚乙烯薄板在塑形时,能在便于加工的前提下尽量增加聚乙烯薄板上表面的表面积,增加膨润土粘合剂混合液的粘合稳定性;同时将粘合在聚乙烯薄板上的膨润土进行分区,避免膨润土在粘合剂粘性流失后大量脱落,造成防渗性能下降。
36.如图5及图6所示:
37.所述冷却涂料机构300包括冷却板301,冷却板301使用螺钉连接在固定底板101上,冷却板301内部放置有冷却管302,冷却板301两端分别固接有两个连通固定盖204,冷却管302两端分别从两个连通固定盖204中穿出,冷却板301上方设置有涂料机构310及下料机构320,涂料机构310及下料机构320从下到上安装在左侧板102及右侧板103之间;
38.常态下,当塑形完毕的聚乙烯薄板运送至冷却涂料机构300内部后,冷却板301内部的冷却管302开始对塑形完毕的聚乙烯薄板进行冷却,使待加工聚乙烯薄板硬化,避免涂料机构310进行涂料时塑形完毕的聚乙烯薄板变形;硬化后的聚乙烯薄板运送至涂料机构310下方,由下料机构320进行膨润土粘合剂混合液的下料,下料后的膨润土粘合剂混合液通过涂料机构310涂布在聚乙烯薄板上表面并均匀抹平,使膨润土粘合剂混合液与聚乙烯薄板上表面充分接触,从而将膨润土牢固粘合在聚乙烯薄板上方。
39.如图7-图9所示:
40.所述涂料机构310包括转动涂料辊311,转动涂料辊311通过轴承转动连接在左侧板102及右侧板103之间,转动涂料辊311内部安装有固定下料筒312,固定下料筒312两端穿过转动涂料辊311,并使用法兰和螺钉连接在固定箱壳105上,转动涂料辊311外侧设置有刮料半圆板313,刮料半圆板313焊接在固定箱壳105上;
41.常态下,当聚乙烯薄板被推动前进时,膨润土粘合剂混合液通过固定下料筒312两
端灌入固定下料筒312内部,固定下料筒312下方开有狭缝3121,可使膨润土粘合剂混合液均匀流出,穿过位于固定下料筒312外部的转动涂料辊311涂布在聚乙烯薄板上表面;其次,当聚乙烯薄板继续向前时,转动涂料辊311将会跟随聚乙烯薄板同步转动,减少过量膨润土粘合剂混合液的自身粘性带来的运动阻力,并自行调节膨润土粘合剂混合液的涂布速率,使膨润土粘合剂混合液与聚乙烯薄板上表面充分接触;其次,当聚乙烯薄板继续向前时,聚乙烯薄板经过刮料半圆板313下方,刮料半圆板313将聚乙烯薄板上方多余膨润土粘合剂刮除,并使聚乙烯薄板上方平整,方便无纺布材料覆压成型。
42.进一步的:
43.所述转动涂料辊311为空心筒状结构,转动涂料辊311的筒身圆柱面上均匀分布下料口314;当聚乙烯薄板向前运动时,转动涂料辊311跟随转动,固定下料筒312下方狭缝依次对齐下料口314,使膨润土粘合剂混合液能够有规律地均匀下料,避免膨润土粘合剂混合液堆积及堵塞。
44.如图10及图11所示:
45.所述下料机构320包括下料箱321,下料箱321使用螺钉连接在固定箱壳105上,下料箱321底部使用法兰连接两个下料管322,两个下料管322分别穿过左侧板102及右侧板103,使用法兰和螺钉连接在固定下料筒312两端,下料箱321内部滑动连接有下料板324,下料板324上焊接有下料块325,下料块325通过螺钉连接在两个电动滑台326的滑块上,两个电动滑台326通过螺钉连接在固定箱壳105上;
46.加工开始前,下料板324向上移动,将膨润土与粘合剂按比例均匀混合,并注入下料箱321内部,完成后将下料板324向下移动回原位;当聚乙烯薄板运动到冷却板301上方时,电动滑台326控制下料块325移动,下料块325带动下料板324下压,将膨润土粘合剂混合液通过下料管322挤压至涂料机构310内部,进行膨润土粘合剂混合液的涂布。
47.进一步的:
48.所述固定箱壳105上还焊接有两块加热板323,两块加热板323分别设置在下料箱321外侧两端,紧贴下料箱321外侧面;
49.当膨润土粘合剂混合液注入下料箱321内部后,加热板323升温,使膨润土粘合剂混合液保持原本流动性,以避免提前凝固。
50.如图12所示:
51.所述压覆成型机构400包括压覆板401,压覆板401使用螺钉固定在固定底板101上,压覆板401上方设置有成型辊402和转动轴403,成型辊402通过轴承转动连接在左侧板102和右侧板103之间;
52.加工开始前,将待压覆无纺布安装在转动轴403上,并将无纺布一端压在成型辊402底部;当涂料完毕的聚乙烯薄板运送至压覆成型机构400内部后,成型辊402转动,利用膨润土粘合剂混合液自身的粘性与成型辊402转动带来的压力将无纺布压覆在聚乙烯薄板上表面的膨润土粘合剂混合液上方,使无纺布与膨润土内的粘合剂粘接固定,降低粘合剂粘性流失后膨润土脱落的可能性,避免加工完成的膨润土防水毯防渗性能下降;同时,防尘盖106与压覆板401之间形成输出口,便于加工完成后的膨润土防水毯输出。
53.如图13所示:
54.所述成型辊402和塑形辊205之间为同步带轮传动连接,成型辊402为主动轴,成型
辊402穿过右侧板103的一端通过联轴器连接在同步电机的输出轴上,同步电机通过螺栓固定在右侧板103上,位于右侧板103外侧的成型辊402上键连接有第二同步轮,第二同步轮和第一同步轮之间通过同步带传动连接;当设备运行时,同步电机带动成型辊402上的第二同步轮转动,第二同步轮通过同步带带动塑形辊205上的第一同步轮转动,进而带动聚乙烯薄板向前运动,从而完成一系列防水卷材加工步骤;
55.其次,通过塑形辊205和成型辊402的转动实现待加工聚乙烯薄板的输入和加工完成的膨润土防水毯的输出时,待加工聚乙烯薄板和膨润土防水毯通过摩擦力带动两侧的传送带104转动,起到辅助传动的作用。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。