1.本发明涉及薄壁零件焊接技术领域,尤其涉及一种控制薄壁零件焊接变形治具。
背景技术:
2.近些年来薄壁结构凭借其质量轻、加工制造方便等方面的优势渐渐地被人们重视起来,在飞机制造业、航空航天工业、建筑业以及军工企业中薄壁结构占据着无可争论的霸主地位。
3.但是,现有技术中,由于板材焊接过后会发生焊接变形,薄壁结构由于自身抵抗变形的能力更弱,比较容易产生失稳变形,薄壁结构的质量以及性能会急剧下降,因而改善以及控制焊接过程对薄壁结构造成的变形成为了生产质量保证的重中之重,为此,提出一种控制薄壁零件焊接变形治具。
技术实现要素:
4.本发明的目的是为了解决现有技术中存在的缺点,而提出的一种控制薄壁零件焊接变形治具。
5.为了实现上述目的,本发明采用了如下技术方案:一种控制薄壁零件焊接变形治具,包括变位机本体,所述变位机本体的顶面固定安装有底座,所述底座的顶面环状固定安装有l型板,所述l型板的侧面螺纹套接有侧定螺栓,所述l型板的顶面固定安装有弓形压板,所述弓形压板顶面内侧的一端螺纹套接有顶部螺栓,所述弓形压板底面的内侧活动卡接有待加工零件本体。
6.优选的,所述变位机本体为不锈钢制成,所述变位机本体的顶面开设有t型槽,所述变位机本体的顶面开设有螺栓孔,所述变位机本体侧面的左右两端均开设有定位孔。
7.优选的,所述底座的形状为圆盘状,所述底座顶面的外环处开设有螺纹孔,所述底座顶面的中部开设有通孔,所述底座顶面的内环处开设有沉头孔。
8.优选的,所述l型板的形状为l型弯折状,所述l型板底面左右两端的中部均开设有穿孔,所述穿孔的大小和形状与沉头孔的大小和形状相适配,所述l型板侧面的四个角点均开设有锁定孔。
9.优选的,所述锁定孔开设的数量与侧定螺栓的数量相适配,所述锁定孔的大小和形状与侧定螺栓的大小和形状相适配,所述侧定螺栓顶面的中部开设有套孔,所述套孔的大小和形状与顶部螺栓的大小和形状相适配。
10.优选的,所述弓形压板顶面内侧的一端开设有导向孔,所述导向孔的大小和形状与顶部螺栓的大小和形状相适配。
11.与现有技术相比,本发明的有益效果是:首先,该装置通过变位机本体的设置,利用底座、l型板、侧定螺栓、弓形压板和顶部螺栓之间的相互配合,能够节省机械结构的拼装,使得整个机械结构简单,利用三轴机床及车床即可完成,使得实际生产的成本降低,使得收益能够得到提升,从而提高了该变形治具的实用性。
12.本发明操作简单、使用方便,通过侧定螺栓和顶部螺栓的设置,能够在装置的各组件之间的连接能够便捷的进行调整,可以通过侧定螺栓和顶部螺栓的调整,用以对各组件之间的位置进行调整,能够达到精准定位的效果,从而提高了该变形治具的适配性。
附图说明
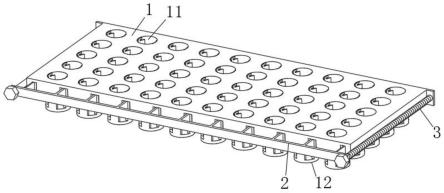
13.图1为本发明的整体装配结构俯视图;
14.图2为本发明的局部结构示意图;
15.图3为本发明中变位机本体的结构示意图;
16.图4为本发明中底座的结构示意图;
17.图5为本发明中l型板、侧定螺钉、弓形压板和顶部螺栓的装配结构示意图;
18.图6为本发明中l型板与侧定螺钉的装配结构示意图;
19.图7为本发明中l型板的结构示意图;
20.图8为本发明中弓形压板的结构示意图。
21.图中:1、变位机本体;2、底座;3、l型板;4、侧定螺栓;5、弓形压板;6、顶部螺栓;7、待加工零件本体。
具体实施方式
22.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
23.请参照图1-8,本发明提供一种技术方案:一种控制薄壁零件焊接变形治具,包括变位机本体1,变位机本体1的顶面固定安装有底座2,底座2的顶面环状固定安装有l型板3,l型板3的侧面螺纹套接有侧定螺栓4,l型板3的顶面固定安装有弓形压板5,弓形压板5顶面内侧的一端螺纹套接有顶部螺栓6,弓形压板5底面的内侧活动卡接有待加工零件本体7;
24.变位机本体1为不锈钢制成,变位机本体1的顶面开设有t型槽,变位机本体1的顶面开设有螺栓孔,变位机本体1侧面的左右两端均开设有定位孔,变位机本体1和底座2通过m12
×
30的内六角螺钉把紧固定;
25.底座2的形状为圆盘状,底座2顶面的外环处开设有螺纹孔,底座2顶面的中部开设有通孔,底座2顶面的内环处开设有沉头孔,沉头孔的开设能够配合穿孔利用螺栓进行直接的固定,让l型板3能够固定在底座2的顶面,底座2是由q235材料制作而成;
26.l型板3的形状为l型弯折状,l型板3底面左右两端的中部均开设有穿孔,穿孔的大小和形状与沉头孔的大小和形状相适配,l型板3侧面的四个角点均开设有锁定孔,l型板3是由q235材料制作而成;
27.锁定孔开设的数量与侧定螺栓4的数量相适配,锁定孔的大小和形状与侧定螺栓4的大小和形状相适配,侧定螺栓4顶面的中部开设有套孔,套孔的大小和形状与顶部螺栓6的大小和形状相适配,顶部螺栓6是由q235材料制成;
28.弓形压板5顶面内侧的一端开设有导向孔,导向孔的大小和形状与顶部螺栓6的大小和形状相适配,侧定螺栓4和顶部螺栓6均由scm435材料制作而成,侧定螺栓4和顶部螺栓
6的外侧一端的外表面均开设有螺纹纹路,侧定螺栓4和顶部螺栓6的端部均设有可调钢珠,齿形钢珠镶嵌至螺钉内,并可进行9
°
角度调节,侧定螺栓4把紧至l型板3的上方,对待加工零件本体7的内侧壁进行支撑,并且钢珠可进行9
°
的可控调节,可增强调节效果,在调节之后便可以使用m12六角螺母把紧固定。
29.工作原理:使用时,操作人员首先将各组件之间通过螺栓和侧定螺栓(4)与顶部螺栓(6)将整个装置进行拼接处理,然后再将待加工零件本体(7)与底座(2)进行定位并使用螺钉进行位置上的固定,然后再由l型板(3)配合侧定螺栓(4)对待加工零件本体(7)的内侧壁进行支撑处理,由于侧顶螺钉端部设有可调钢珠,可有效提高支撑效果,待加工零件本体(7)的顶面由弓形压板(5)的底面进行压紧处理,进一步提高焊接质量,避免薄壁零件焊接的过程中发生弯曲变形的情况。
30.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
31.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。