一种uasb耦合气浮厌氧处理污水系统及方法
技术领域
1.本发明属于污水处理技术领域,尤其涉及一种uasb耦合气浮厌氧处理污水系统及方法。
背景技术:
2.国内的环境问题日益突出使得国内的环保政策日益严格,中、高浓度难降解有机废水的处理面临着越来越大的挑战。废水厌氧生物处理是在无氧的条件下利用厌氧微生物或兼氧微生物的生物降解作用,将废水中的各种复杂有机物分子转化成小分子酸或甲烷、二氧化碳,从而使废水中的污染物得以降解或使废水可生化性得以提高的过程。厌氧生物处理相比好氧生物处理,具有能耗低、负荷高、氮磷营养需要少等优点,其广泛应用于中、高浓度难降解有机废水的生物处理中。
3.uasb(上流式厌氧污泥床反应器)作为最常用的厌氧生物处理工艺,反应器底部有一个高浓度、高活性的污泥床,污水中的大部分有机污染物在此间经过厌氧发酵降解为甲烷和二氧化碳。反应器上部设有三相分离器,用以分离消化气(沼气)、消化液和污泥。消化气(沼气)自反应器顶部导出;污泥自动滑落沉降至反应器底部的污泥床;消化液从澄清区出水。uasb负荷大,适用于中、高浓度有机废水的处理,具有高的有机污染物去除率,不需要搅拌,能适应较好的负荷冲击、温度和ph变化等优点。
4.uasb用于中、高浓度难降解有机废水的厌氧生物处理中,其存在的最大问题是uasb出水携带厌氧污泥,一方面严重影响后续缺氧/好氧生物处理系统的高效稳定运行,另一方面使得厌氧污泥大量流失,影响uasb的高效运行。目前,解决uasb出水跑泥最常用的方法是在uasb厌氧反应器后接沉淀池,沉淀分离并回流uasb出水携带的厌氧污泥。但由于uasb出水携带的厌氧污泥可沉降性较差,沉淀池对厌氧污泥的分离性能较差,出水仍影响后续缺氧/好氧生物处理系统的稳定运行且沉淀池的沉淀负荷较小。
5.综上,uasb厌氧反应器虽广泛应用于中、高浓度难降解有机废水的厌氧生物处理,但其出水跑泥问题严重影响整个水处理系统的高效稳定运行,限制了其的推广应用。目前常用的采用沉淀池对uasb出水携带的污泥进行分离回流,效果一般且工程投资高。
技术实现要素:
6.为解决上述问题,本发明提出一种uasb耦合气浮厌氧处理污水系统及方法,通过uasb厌氧反应器与气浮分离器的优化组合,优势互补,彻底解决了uasb厌氧反应器出水携泥从而影响整个污水处理系统的高效稳定运行及uasb厌氧反应器处理效率不高难题,极大推广了uasb厌氧反应器的工程应用。
7.为实现上述目的,本发明提供了一种uasb耦合气浮厌氧处理污水系统,包括:
8.调节池、厌氧进水池、uasb厌氧反应器、沼气燃烧器、气浮分离器和溶气水装置;
9.所述气浮分离器包括:减压释放器、接触区、分离区、沉泥区、清水区、刮渣机和浮泥槽;所述减压释放器位于气浮分离器接触区;
10.所述调节池通过调节池出水管与厌氧进水池连接;所述厌氧进水池通过厌氧进水泵进水管与厌氧进水泵连接;所述厌氧进水池通过厌氧出水循环管与uasb厌氧反应器连接;所述厌氧进水池通过厌氧污泥回流管与气浮分离器沉泥区、浮泥槽连接;所述厌氧进水泵通过厌氧进水泵出水管与uasb厌氧反应器连接;所述uasb厌氧反应器通过厌氧出水管与气浮分离器连接;所述uasb厌氧反应器通过沼气收集管与沼气燃烧器连接;所述溶气水装置通过溶气水进水管与气浮分离器清水区连接;所述溶气水装置通过溶气水管与气浮分离器减压释放器连接。
11.优选的,所述调节池内安装调节池固液均质混合器,用于对进水均质、均量。
12.优选的,所述厌氧进水池内安装厌氧进水池固液均质混合器,使调节池出水与厌氧出水循环水、回流厌氧污泥、外加药剂充分混合。
13.优选的,所述厌氧进水池根据调节池出水水质投加磷盐、氮源、碱液、酸中的一种或多种。
14.优选的,所述磷盐为磷酸二氢钠或磷酸二氢钾;所述氮源为尿素;所述碱液为氢氧化钠或碳酸钠;酸为硫酸或盐酸。
15.优选的,所述厌氧出水循环管循环流量使uasb厌氧反应器上升流速小于0.8m/h。
16.优选的,所述气浮分离器为加压溶气气浮分离器、射流气浮分离器、浅层气浮分离器中的一种。
17.优选的,所述溶气水装置包括溶气水泵、溶气水罐、气源;
18.所述溶气水泵通过溶气水进水管与所述气浮分离器清水区连接;所述溶气水泵通过溶气水泵出水管连接到溶气水罐上端;所述气源通过进气管连接到溶气水罐上端;所述溶气水罐下端通过溶气水管与气浮分离器减压释放器连接。
19.优选的,所述气源为空压机或压缩空气储罐。
20.本发明还提供了一种uasb耦合气浮厌氧处理污水方法,包括以下步骤:
21.利用调节池固液均质混合器对进水充分搅拌,获得均质、均量的调节池出水;
22.利用厌氧进水池固液均质混合器,使均质、均量的调节池出水与厌氧出水循环水、回流厌氧污泥、外加药剂充分混合,获得低污染物浓度且预酸化的厌氧进水池出水;
23.低污染物浓度且预酸化的厌氧进水池出水中的污染物在厌氧微生物的作用下转化为沼气,所述沼气被燃烧分解,获得uasb厌氧反应器出水;其中,将预设的所述uasb厌氧反应器部分出水回流至厌氧进水池,剩余部分的所述uasb厌氧反应器出水在微纳米气泡分离作用下,获得分离的厌氧污泥和分离的污水;分离的厌氧污泥经沉淀和收集后回流至厌氧进水池;
24.获得分离的污水和空气,将所述分离的污水和空气充分接触,生成溶气水;
25.在微纳米气泡作用下,将所述溶气水与uasb厌氧反应器出水进行接触反应,完成对污水的处理。
26.与现有技术相比,本发明具有如下优点和技术效果:
27.(1)本发明提供的一种uasb耦合气浮厌氧处理污水系统及方法,彻底解决了uasb厌氧反应器出水跑泥从而影响整个污水处理系统的高效稳定运行及uasb厌氧反应器处理效率不高难题,大大推广了uasb厌氧反应器的工程应用;
28.(2)本发明提供的一种uasb耦合气浮厌氧处理污水系统及方法,相较于常用的
uasb厌氧反应器后接沉淀池进行厌氧污泥分离回流方法,具有厌氧污泥分离回流效率高、运行稳定、出水悬浮物低等优点;
29.(3)本发明提供的一种uasb耦合气浮厌氧处理污水系统及方法,通过气浮分离器将厌氧污泥回流至厌氧进水池内,可实现uasb厌氧反应器进水的预酸化,提高污水可生化性、改善uasb厌氧反应器进水水质,提高uasb厌氧反应器处理效率;
30.(4)本发明提供的一种uasb耦合气浮厌氧处理污水系统及方法,通过uasb厌氧反应器部分出水循环回流至厌氧进水池,可降低uasb厌氧反应器进水污染物浓度,尤其适用于高浓度难降解有机污水的厌氧生物处理;
31.(5)本发明提供的一种uasb耦合气浮厌氧处理污水系统及方法,可视污水水质情况在厌氧进水池内投加磷盐、氮源、酸、碱、微量元素等,改善污水水质,提高uasb厌氧反应器处理效率,保证uasb厌氧反应器高效稳定运行;
32.(6)本发明提供的一种uasb耦合气浮厌氧处理污水系统及方法,相较于ic厌氧反应器、egsb厌氧反应器,具有结构简单、处理效果稳定可靠、工程投资低、操作管理简单等优点。
附图说明
33.构成本技术的一部分的附图用来提供对本技术的进一步理解,本技术的示意性实施例及其说明用于解释本技术,并不构成对本技术的不当限定。在附图中:
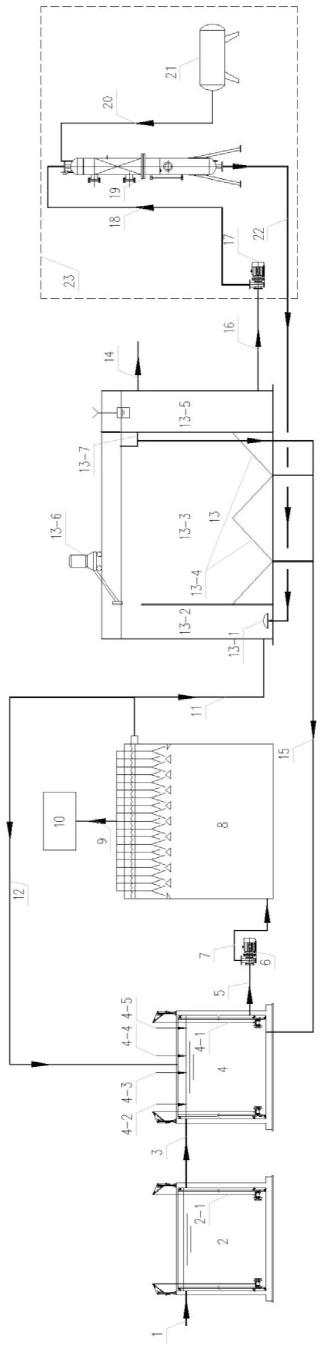
34.图1为本发明uasb耦合气浮厌氧处理污水系统的结构示意图;
35.其中,1、进水管;2、调节池;2-1、调节池固液均质混合器;3、调节池出水管;4、厌氧进水池;4-1、厌氧进水池固液均质混合器;4-2、磷盐加药管;4-3、氮源加药管;4-4、碱液加药管;4-5、酸加药管;5、厌氧进水泵进水管;6、厌氧进水泵;7、厌氧进水泵出水管;8、uasb厌氧反应器;9、沼气收集管;10、沼气燃烧器;11、厌氧出水管;12、厌氧出水循环管;13、气浮分离器;13-1、减压释放器;13-2、接触区;13-3、分离区;13-4、沉泥区;13-5、清水区;13-6、刮渣机;13-7、浮泥槽;14、出水管;15、厌氧污泥回流管;16、溶气水进水管;17、溶气水泵;18、溶气水泵出水管;19、溶气水罐;20、进气管;21、气源;22、溶气水管;23、溶气水装置。
具体实施方式
36.需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互组合。下面将参考附图并结合实施例来详细说明本技术。
37.需要说明的是,在附图的流程图示出的步骤可以在诸如一组计算机可执行指令的计算机系统中执行,并且,虽然在流程图中示出了逻辑顺序,但是在某些情况下,可以以不同于此处的顺序执行所示出或描述的步骤。
38.实施例1
39.本发明提供了一种uasb耦合气浮厌氧处理污水系统,如图1所示,包括调节池2、厌氧进水池4、uasb厌氧反应器8、沼气燃烧器10、气浮分离器13、溶气水装置23。所述气浮分离器13包括接触区13-2、分离区13-3、沉泥区13-4、清水区13-5、刮渣机13-6、浮泥槽13-7、减压释放器13-1。所述减压释放器13-1位于气浮分离器13接触区13-2。所述调节池2通过调节池出水管3与厌氧进水池4连接;所述厌氧进水池4通过厌氧进水泵进水管5与厌氧进水泵6
连接;所述厌氧进水池4通过厌氧出水循环管12与uasb厌氧反应器8连接;所述厌氧进水池4通过厌氧污泥回流管15与气浮分离器13沉泥区13-4、浮泥槽13-7连接;所述厌氧进水泵6通过厌氧进水泵出水管7与uasb厌氧反应器8连接;所述uasb厌氧反应器8通过厌氧出水管11与气浮分离器13连接;所述uasb厌氧反应器8通过沼气收集管9与沼气燃烧器10连接;所述溶气水装置23通过溶气水进水管16与气浮分离器13清水区13-5连接。所述溶气水装置23通过溶气水管22与气浮分离器13减压释放器13-1连接。
40.优选地,所述调节池2内安装调节池固液均质混合器2-1,用于对进水均质、均量。
41.优选地,所述厌氧进水池4内安装厌氧进水池固液均质混合器4-1,使调节池2出水与厌氧出水循环水、回流厌氧污泥、外加药剂充分混合。
42.优选地,所述厌氧进水池4视调节池2出水水质可投加磷盐、氮源、碱液、酸中的一种或多种。
43.更优选地,所述磷盐为磷酸二氢钠或磷酸二氢钾。
44.更优选地,所述氮源为尿素。
45.更优选地,所述碱液为氢氧化钠或碳酸钠。
46.更优选地,所述酸为硫酸或盐酸。
47.优选地,所述厌氧出水循环管12循环流量使uasb厌氧反应器8上升流速小于0.8m/h。
48.优选地,所述气浮分离器13为加压溶气气浮分离器、射流气浮分离器、浅层气浮分离器。
49.更优选地,所述气浮分离器13为加压溶气气浮分离器。
50.优选地,所述溶气水装置23包括溶气水泵17、溶气水罐19、气源21;所述溶气水泵17通过溶气水进水管16与所述气浮分离器13清水区13-5连接;所述溶气水泵17通过溶气水泵出水管18连接到溶气水罐19上端;所述气源21通过进气管20连接到溶气水罐19上端;所述溶气水罐19下端通过溶气水管22与气浮分离器13减压释放器13-1连接。
51.优选地,所述气源21为空压机或压缩空气储罐。
52.采用本实施例1的系统处理某酿酒污水。原水cod为8200mg/l,经本系统处理后cod为1560mg/l,cod去除率为81%,气浮出水悬浮物为80mg/l。该废水经本系统处理后取得了良好的cod去除效果且uasb厌氧反应器出水跑泥问题得到彻底解决。
53.实施例2
54.本发明提供的一种uasb耦合气浮厌氧处理污水方法,利用上述的uasb耦合气浮厌氧处理污水系统,污水通过进水管1进入调节池2,在调节池固液均质混合器2-1的充分搅拌作用下实现均质、均量。调节池2出水通过调节池出水管3进入厌氧进水池4,在厌氧进水池固液均质混合器4-1作用下与uasb厌氧反应器8回流的循环水、气浮分离器13回流的厌氧污泥及视污水水质加入的药剂充分混合以降低uasb厌氧反应器8进水污染物浓度、改善uasb厌氧反应器8进水水质并使uasb厌氧反应器8进水预酸化。厌氧进水池4出水通过厌氧进水泵6加压提升进入uasb厌氧反应器8,由下至上流经uasb厌氧反应器8,污水中的污染物在厌氧微生物的作用下,转化为沼气、得以净化。uasb厌氧反应器8产生的沼气经沼气收集管9收集后送入沼气燃烧器10燃烧分解。uasb厌氧反应器8出水部分通过厌氧出水循环管12回流至厌氧进水池4,部分进入气浮分离器13接触区13-2、与通过减压释放器13-1释放的微纳米
气泡充分接触,然后在气浮分离器13分离区13-3通过微纳米气泡的分离作用实现uasb厌氧反应器8出水中厌氧污泥与污水的分离,分离后的污水进入气浮分离器13清水区13-5,被分离的厌氧污泥部分沉淀至气浮分离器13沉泥区13-4、部分经刮渣机13-6收集至浮泥槽13-7。气浮分离器13沉泥区13-4和浮泥槽13-7内的厌氧污泥经厌氧污泥回流管15回流至厌氧进水池4,从而彻底使uasb厌氧反应器8出水中的厌氧污泥与污水分离,解决uasb厌氧反应器8出水跑泥问题。溶气水泵17以气浮分离器13清水区13-5清水为水源,与气源21产生的空气在溶气水罐19内充分接触,在溶气水罐19的高压力作用下使空气溶于水中形成溶气水,然后经减压释放器13-1释放产生大量微纳米气泡,并与uasb厌氧反应器8出水接触反应。
55.本发明提供的一种uasb耦合气浮厌氧处理污水系统及方法,通过uasb厌氧反应器与气浮分离器的优化组合,优势互补,彻底解决了uasb厌氧反应器出水携泥从而影响整个污水处理系统的高效稳定运行及uasb厌氧反应器处理效率不高难题,极大推广了uasb厌氧反应器的工程应用;避免了沉淀法分离uasb出水厌氧污泥分离效率低问题、工程投资低、系统处理效率高。所以,本发明有效克服了现有技术中的种种缺点而具高度产业利用价值。
56.以上,仅为本技术较佳的具体实施方式,但本技术的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本技术揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本技术的保护范围之内。因此,本技术的保护范围应该以权利要求的保护范围为准。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。