1.本发明涉及污水处理技术领域,具体涉及一种垃圾焚烧厂渗滤液处理系统。
背景技术:
2.垃圾焚烧发电技术因具有占地面积小,机械化程度高,可实现对垃圾的减量化、无害化及资源化处理等显著优势,正逐步取代卫生填埋成为我国城市生活垃圾处理的主流技术。国内城市生活垃圾的厨余废物多、含水率高、热值较低,待焚烧垃圾一般在垃圾储坑中储存3~7天进行发酵熟化,以达到沥出水分、提高热值的目的,保证后续焚烧炉的正常运行。由于生活垃圾自身含有水分以及大气降水,垃圾焚烧厂的垃圾储池内会产生大量的垃圾渗滤液。垃圾渗滤液污染物浓度高、带强烈恶臭味,含有机物大多为腐殖类高分子碳水化合物和中等分子量的灰黄曲霉酸类物质,呈黄褐色或灰褐色。如不及时对其进行收集、处理,将造成对地下水、地表水及垃圾焚烧厂周围环境的污染和影响。一旦渗滤液渗入地下水中,造成对地下水和周围土壤的严重污染,其污染延续时间可以长达数十年,甚至上百年。若想用人工方法实施再净化,技术上将非常困难,其费用也极其昂贵,难以实施,从而严重威胁到人的生活和生产。
3.由于垃圾焚烧厂渗滤液具有不同于一般城市生活污水的特点,如bod5和codcr浓度高、金属含量较高、水质水量变化大、氨氮的含量较高,微生物营养元素比例失调等,因此在垃圾焚烧厂内建设独立的渗滤液处理系统是将渗滤液彻底处理的有效方法。与垃圾填埋场的渗滤液处理相比,垃圾焚烧场渗滤液处理除了需要具备高cod、氨氮去除能力,还需满足水量变化大的特点工艺路线设计中需考虑一定容量的调节池,以便适应水量波动。
技术实现要素:
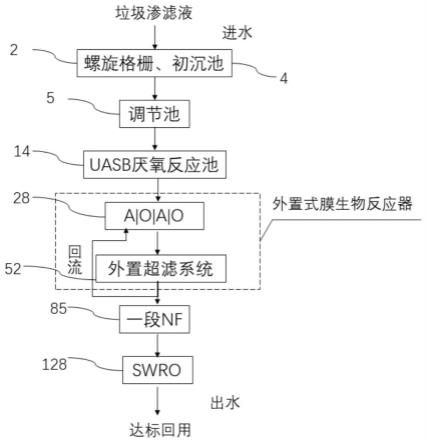
4.为实现上述目的,本发明提供了一种工艺方案:预处理 升流式厌氧污泥床(uasb) 外置式膜生物反应器(两级a/o mbr) 膜深度处理(nf swro)。本项目渗滤液处理出水水质需满足《城市污水再生利用工业用水水质》
5.(gb/t19923-2005)中敞开式循环冷却水系统补水标准,主要出水水质指标:ph6.5-8.5、codcr≤60、bod5≤10、氯离子≤250、氨氮≤10、溶解性总固体≤1000、石油类≤1mg/l。技术方案如下:
6.一种垃圾焚烧厂沥滤液处理系统,其特征在于,包括沿水流方向依次连接的格栅、初沉池、调节池、uasb厌氧反应池、中间沉淀池、两级a/o反应池、缓冲池、外部超滤系统、膜深度处理系统(一级nf swro)。
7.优选的,上述的垃圾焚烧厂沥滤液的深度处理工艺中,还包括膜浓缩液处理工艺(nf stro),污泥处理工艺(污泥浓缩 叠螺压滤机),沼气处理工艺(沼气收集 气水分离 化学脱硫 气柜 沼气增压风机 入炉焚烧/火炬放散),臭气处理系统(玻璃钢管道收集 风机 uv光解除臭设施)。
8.优选的,上述垃圾焚烧厂沥滤液的深度处理工艺中,所述uasb厌氧反应工艺中采
用了采用性能稳定、设计优良的布水系统及三相分离器,且出水回流的设计方法,同时设置了蒸汽加热系统。
9.优选的,上述垃圾焚烧厂沥滤液的深度处理工艺中,所述a/o反应池采用了完全混合式设计,反硝化池内设射流搅拌器,曝气池内设高效的射流曝气器和射流循环泵。
10.优选的,上述垃圾焚烧厂沥滤液的深度处理工艺中,所述a/o反应池设置了独立的冷却系统,冷却系统由冷却塔、热交换器、热介质泵、冷介质泵等组成。将热介质泵或硝化液回流泵的加压水高速喷出消除液面泡沫。
11.优选的,上述垃圾焚烧厂沥滤液的深度处理工艺中,所述mbr膜池为外置式mbr膜池。
12.优选的,上述垃圾焚烧厂沥滤液的深度处理工艺中,所述膜深度处理工艺中采用的反渗透为卷式海水反渗透膜元件。
13.优选的,上述的垃圾焚烧厂沥滤液的深度处理工艺中,处理过程中产生的所以沼气、废气、浓缩液全通过喷头与垃圾焚烧厂的焚烧炉炉膛相连通。
14.本发明所取得的有益效果如下:
15.(1)本发明利用外置式膜生化反应工艺高度集成化、采用密闭式罐体且污泥浓度维持在较高的水平,由于机械-热能转化以及高负荷生物反应放热使反应器温度能够维持在35℃以上(夏天需要冷却),适宜硝化、反硝化微生物的快速增殖。管式膜生化反应工艺的氨氮去除效果可以达到99%以上。
16.(2)本项目中uasb工艺中采用了出水回流的设计方法,可有效缓冲进水污染负荷变化对系统的瞬间冲击,缓冲碱度,同时可提高uasb反应器的上升流速,让进水更好的与污泥床层的颗粒污泥混和接触,有利于传质反应顺利进行。另外,在本项目中,uasb工艺设计考虑到渗滤液污堵性高以及进水污染物浓度高的特点,采用性能稳定、设计优良的布水系统及三相分离器。
17.(3)本项目中uasb反应器设置内回流和加热系统,其中内回流系统是将出水回流至进水侧以稀释原水,消除负荷冲击,达到设计上升流速。uasb反应器采用中温厌氧运行方式,设置的加热系统仅在极端低气温下使用,加热系统由厌氧循环泵和换热器组成,蒸汽由垃圾焚烧系统提供。
18.(4)本项目采用的反渗透为卷式海水反渗透膜元件,属于致密膜范畴,为卷式有机复合抗污染膜,最大优点在于过滤级别高、对一价盐离子几乎不作截留、出水水质好。
19.(5)本项目是一个整体的垃圾焚烧厂沥滤液处理工艺系统,其中包括过程中的渗滤液、浓缩液、污泥、沼气和臭气处理系统,具备无二次污染、运行稳定、处理速度快的优势。
附图说明
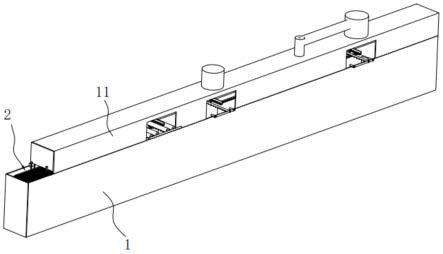
20.图1为本使用新型的垃圾焚烧厂沥滤液处理系统工艺流程示意图。
具体实施方式
21.为了便于理解本发明,下面结合附图对本发明所述的垃圾焚烧厂沥滤液的深度处理工艺作进一步详细的描述,但本发明的实施方式不限于此。
22.图1示出根据本发明的垃圾焚烧厂渗滤液的深度处理工艺系统的示意图,包括依
次连接的:
23.(1)格栅2、初沉池4:生活垃圾焚烧厂产生的渗沥液进入格栅2、初沉池4。主要目的是ss预去除。经螺旋格栅及初沉池处理的废水进入调节池5,可有效减少固体颗粒物进入后续处理单元,同时减少调节池的清污频率和难度,也保证了调节池的有效池容。
24.(2)调节池5:主要目的调节渗沥液的水质和水量。设置调节池并合理设计停留时间,对渗滤液进行均质均量调节,避免渗滤液水质水量波动对整个渗滤液处理系统造成冲击负荷,造成产水超标甚至系统崩溃。
25.(3)厌氧系统(uasb)反应池14:主要用于去除渗滤液中高浓度有机物,降低后续好氧系统的负荷,达到节能降耗的目的。uasb反应器底部进水,在uasb前设置精度为800μm的袋式过滤器,避免大量ss进入uasb。渗滤液从厌氧反应器底部向上依次经过布水区17、悬浮污泥床18和三相分离器15到达集水区,通过集水系统排出厌氧反应器。在混合区形成的泥水混合物,在高浓度污泥作用下,大部分有机物转化为沼气。反应器通过三相分离器15来实现srt》hrt,获得高污泥浓度;通过大量沼气和内循环的剧烈扰动,使泥水充分接触,获得良好的传质效果。
26.(4)外置式膜生物反应器(mbr)系统:主要功能是降解原水中可生化降解的污染物。外置式膜生化反应器(mbr)由反硝化、硝化和外置式超滤组成。膜系统采用外置式管式膜,相比内置式膜不易污堵、抗污染能力强、透过膜的压力低等特点。膜生物反应器中微生物菌体通过高效超滤系统从出水中分离,确保大于0.02μm的颗粒物、微生物和与cod相关的悬浮物安全地截留在系统内,从而使水力停留时间和污泥停留时间得到真正意义上的分离。
27.(5)膜深度处理系统:本项目膜深度处理系统由纳滤85、反渗透135组成。纳滤膜为卷式纳滤膜,属于致密膜范畴,为卷式有机复合抗污染膜,最大优点在于过滤级别高、对一价盐离子几乎不作截留、出水水质好。纳滤膜的分离孔径在一般在1nm到10nm左右,对二价或多价离子及分子量在500以上的有机物有较高截留率。反渗透为卷式海水反渗透膜元件,其属于致密膜范畴,为卷式有机复合抗污染膜,最大优点是过滤级别高,抗污染性能高,抗压性好,出水水质好。反渗透膜对有机污染物、一价盐、二价盐等截留率达到99%以上。本系统对纳滤、反渗透进行合理配置,使系统产水达到设计水质。
28.进一步地,渗沥液处理系统产生的剩余污泥进入污泥浓缩池228,污泥经浓缩后,上清液回流到调节池4,浓缩污泥进行脱水后送入垃圾储坑。对渗滤液处理站产生的污泥进行减量化处理,脱水后的污泥含水率≤80%。
29.进一步地,将渗沥液处理系统产生的沼气、臭气、浓缩液通入焚烧炉炉膛内,从而降低末端处理成本。本工艺膜深度处理后的浓缩液送至垃圾焚烧主厂区回喷于焚烧炉或用于飞灰增湿等,系统浓缩液最终出水量不高于36t/d。
30.进一步地,当垃圾焚烧系统不能接收渗滤液处理站的臭气时,将臭气接至应急臭气处理设施进行处理。渗滤液处理站废气排放标准执行《恶臭污染物排放标准》(gb14554-93)规定的无组织排放二级标准,即恶臭污染物厂界标准值二级标准,其中氨≤1.5mg/m3,硫化氢≤0.06mg/m3,甲硫醇≤0.007mg/m3,臭气≤20(无量纲)。
31.虽然,上文中已经用一般性说明、具体实施方式及试验,对本发明作了详尽的描述,但在本发明基础上,可以对其作一些修改或改进,这对本领域技术人员而言是显而易见
的。因此,在不偏离本发明精神的基础上所做的这些修改或改进,均属于本发明要求保护的范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。