1.本发明涉及冲压加工技术领域,尤其是涉及一种一次成型侧抽芯束线管弯钩成型模。
背景技术:
2.模具是制造业的重要工艺基础,在我国模具制造属于专用设备制造业。冲压模具,是在冷冲压加工中,将材料(金属或非金属)加工成零件(或半成品)的一种特殊工艺装备,称为冷冲压模具。冲压,是在室温下,利用安装在压力机上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件的一种压力加工方法。冲压模具是冲压生产必不可少的工艺装备,是技术密集型产品。冲压件的质量、生产效率以及生产成本等,与模具设计和制造有直接关系。模具设计与制造技术水平的高低,是衡量一个国家产品制造水平高低的重要标志之一,在很大程度上决定着产品的质量、效益和新产品的开发能力。对于形状比较特殊的如图11所示的束线管和弯钩,需要分阶段采用多个模具分次冲压成型,在模具转换过程中容易定位不稳定,废品率高。
3.在中国专利文献上公开的“一种自动脱模的折弯模具”,其公开号为cn105057453a,公开日期为2015-11-18,包括上模板和下模板,上模板的两个斜面上均设置有若干燕尾槽,燕尾槽内设置有沿燕尾槽方向运动的燕尾滑块,燕尾滑块与上折弯模连接,上折弯模上设置有与上模板的斜面相匹配的第二斜面,燕尾滑块表面上部还设置有挡块,挡块用于限位,下模板两侧均设置有挡板,挡板与下模板之间设置有下折弯模,下折弯模底部设置为弧形面,下折弯模一端设置有台阶部,下模板底部一侧设置有凹部,台阶部与凹部配合设置,下模板与下模座之间通过弹簧连接。该发明结构简单,设计合理,能都一次冲压成型,并且自动脱落。但是该一次成型技术是对整个产品进行冲压的技术,无法应用于如图11所示的只需对产品某一部分进行冲压的弯钩成型工艺中,因而在进行弯钩冲压时仍然需要开两次模具进行二次成型,二次成型的定位不稳定,废品率高。
技术实现要素:
4.本发明是为了克服现有技术中进行弯钩成型时需要开两幅模具进行二次成型,因为容易造成二次定位不稳定报废率高的问题,提供了一种一次成型侧抽芯束线管弯钩成型模,在模具设计中采用侧抽芯结构,只需要一副模具先后完成直边成型和弧面成型,不需要转移产品位置就能全部完成一次弯钩成型,结构简单,模具成本低,产品报废率低。
5.为了实现上述目的,本发明采用以下技术方案:一种一次成型侧抽芯束线管弯钩成型模,包括设置在上模组件和下模组件之间的若干弯钩成型机构,所述弯钩成型机构包括有直边成型组件和弧面成型组件;所述弧面成型组件包括侧抽芯滑块和驱动侧抽芯滑块沿束线管延伸方向运动的侧抽芯打块;侧抽芯滑块上设置有固定弯钩成型下模块的弯钩成型下模固定块、在弯钩成型下模固定块上滑动的弧面成型滑块和驱动弧面成型滑块靠近弯钩成型下模块的弧面成型打块;所述直边成型组
件包括压料块和竖直贯穿压料块的直边成型上模块;直边成型上模块与弯钩成型下模块相对应。
6.本发明中直边成型组件用于弯钩的直边部分进行冲压成型,弧面成型组件用于弯钩的弧面部分进行冲压成型;侧抽芯打块将侧抽芯滑块和其上零部件驱动到束线管需要冲压成弯钩部分的下方,此时束线管待冲压部分下方的弯钩成型下模块和待冲压部分上方的直边成型上模块在竖直方向上相对应,直边成型上模块下降与弯钩成型下模块共同作用进行直边成型;然后由弧面成型打块驱动弧面成型滑块,使得弧面成型滑块与弯钩成型下模块共同作用进行弧面成型,从而不需要改变待冲压部分的位置就能实现弯钩的一次成型,结构简单,定位精准废品率低。
7.作为优选,所述弯钩成型下模固定块上侧固定有弧面成型固定块,弧面成型固定块下侧开设有第一滑动槽,弯钩成型下模固定块上侧开设有第二滑动槽;所述弧面成型滑块在第一滑动槽内滑动,与弧面成型滑块相连的滑动凸块在第二滑动槽内滑动;所述弧面成型打块通过弧面成型传力滑块驱动弧面成型滑块向弯钩成型下模块滑动。
8.本发明中弧面成型传力滑块将弧面成型打块在竖直方向上的力转变为驱动弧面成型滑块在水平方向上的力,同时在弧面成型固定块中开设第一滑动槽和弯钩成型下模固定块中开设第二滑动槽;可以限定弧面成型滑块靠近或远离弯钩成型下模块的方向,不会发生其他发祥的偏离,提高了弧面成型的冲压精度;同时在弯钩成型下模固定块相应的位置还设置有传力滑块限位块,可以限定弧面成型传力滑块的最低位置。
9.作为优选,所述弧面成型组件还包括侧抽芯垫板,侧抽芯垫板上固定有与侧抽芯打块平行的竖直限位块和垂直于侧抽芯打块所在面的滑轨;滑轨与侧抽芯滑块滑动连接;侧抽芯滑块靠近侧抽芯打块的一侧设置有竖直传力块。
10.本发明中设置的竖直传力块将侧抽芯打块竖直方向的运动转变为驱动侧抽芯滑块的水平方向运动;同时滑轨和竖直限位块之间存在间隔,其宽度和侧抽芯打块宽度匹配,供侧抽芯打块上下移动,侧抽芯滑块沿着滑轨的延伸方向运动;侧抽芯打块设置在竖直限位块和竖直传力块之间,从而限定了侧抽芯打块只能在竖直方向进行运动。
11.作为优选,所述直边成型组件包括由上到下依次连接的氮气弹簧固定座、直边成型上模固定块、直边成型上模块和压料块;所述直边成型上模块底部凸出压料块部分的形状与对应的弯钩成型下模块相吻合,直边成型上模块与直边成型上模固定块相接的部分设置有水平凸板,所述水平凸板的下方设置有直边成型限位板。
12.本发明中氮气弹簧固定座内固定有氮气弹簧,同时氮气弹簧的底部与直边成型上模块的顶部相连接;压料块和弯钩成型下模块相互作用用于压紧待冲压部分,而直边成型上模块底部凸出压料块的部分则用于和弯钩成型下模块作用对待冲压部分进行90度翻遍冲压达到直边成型的目的;同时直边成型上模固定块和压料块都能够限定直边成型上模块处于竖直方向运动,避免水平偏离,提高冲压精度;直边成型限位板和水平凸板相互作用可以限定直边成型上模块的最低位置;避免上模组件持续下降时直边成型上模块对待冲压部分压力的持续增大。
13.作为优选,所述上模组件包括由上到下依次设置的上模座、上模垫板、上模、压料板垫板和压料板;所述上模与压料板垫板之间存在间隙;所述上模上侧面设置有扁线弹簧和氮气弹簧;所述上模垫板上设置有与扁线弹簧相对应的扁线弹簧槽,上模垫板的下侧与
侧抽芯打块的顶部和弧面成型打块的顶部相连接。上模组件的最底部为压料板,所述压料块镶嵌在压料板上,且压料块的底面与压料板的底面平齐;压料板上设置有供束线管通过的压料板凹槽;压料板上方为压料板垫板,压料板垫板的上侧面设置有直边成型限位板。
14.本发明中上模与压料板垫板之间存在间隙以保证冲压过程中上模组件的完整下压,整个上模组件的下压过程中,首先整个上模组件带动压料块下压对待冲压产品进行压紧;然后压料板垫板和压料板维持不动,上模带动侧抽芯打块、弧面成型打块和直边成型上模块继续下降,直边成型上模块先到达直边成型限位板的位置限位并完成直边成型;然后弧面成型打块和侧抽芯打块继续下降,弧面成型打块驱动弧面成型滑块完成弧面成型。
15.作为优选,所述下模组件包括由下到上依次设置的下模座、下模垫板和下模;下模座和上模座之间设置有限位柱;下模上侧面设置有若干夹紧机构。
16.本发明中下模座和上模座加上连接两者的若干限位柱共同组成了本发明成型模的基本外部框架,其余的各种组件都设置在上模座和下模座之间;此外下模与弧面成型组件最底部的侧抽芯垫板相连,同时在下模上还设置有夹紧机构对束线管进行加紧,将待冲压部分固定在直边成型组件和弧面成型组件之间。
17.本发明具有如下有益效果:在模具设计中采用侧抽芯结构,只需要一副模具先后完成直边成型和弧面成型,不需要转移产品位置就能全部完成一次弯钩成型,结构简单,模具成本低,不需要二次成型定位,产品报废率低;在弯钩成型机构的结构中设置有各种限位结构,限定了直边成型过程中和弧面成型过程中的冲压方向,提高了冲压精度。
附图说明
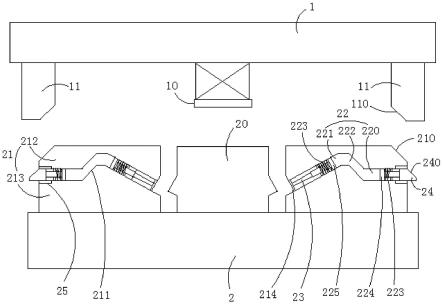
18.图1是本发明中弯钩成型机构的示意图;图2是本发明束线管弯钩成型模的整体示意图;图3是本发明弯钩成型机构中直边成型组件的示意图;图4是本发明弯钩成型机构中弧面成型组件的示意图;图5是本发明弯钩成型机构与上模垫板和压料板垫板的位置关系图;图6是本发明弯钩成型机构与上模组件的位置关系图;图7是本发明弯钩成型机构与上模垫板的位置关系图;图8是本发明上模部分示意图;图9是本发明下模部分示意图;图10是本发明弯钩成型机构和上模组件的截面图;图11是本发明需要进行弯钩成型的束线管示意图;图中:1、下模座;2、上模座;3、上模垫板;301、扁线弹簧槽;4、上模;5、压料板垫板;6、压料板;61、压料板凹槽;7、下模;8、下模垫板;9、限位柱;10、下模座垫脚板;11、垫脚块;12、氮气弹簧固定座;13、直边成型上模块;131、水平凸板;14、直边成型上模固定块;15、压料块;16、直边成型限位板;17、弧面成型打块;18、弧面成型传力滑块;19、弧面成型固定块;191、第一滑动槽;20、弧面成型滑块;201、滑动凸块;21、弯钩成型下模块;22、弯钩成型下模固定块;221、第二滑动槽;222、传力滑块限位块;23、侧抽芯打块;24、侧抽芯滑块;241、竖直传力块;25、侧抽芯垫板;251、滑轨;252、竖直限位块;26、氮气弹簧;27、扁线弹簧;28、夹紧机构;29、弯钩;30、束线管。
具体实施方式
19.下面结合附图与具体实施方式对本发明做进一步的描述。
20.如图1和图2所示,一种一次成型侧抽芯束线管弯钩成型模,包括设置在上模组件和下模组件之间的若干弯钩成型机构,弯钩成型机构包括有直边成型组件和弧面成型组件;弧面成型组件包括侧抽芯滑块24和驱动侧抽芯滑块沿束线管30延伸方向运动的侧抽芯打块23;侧抽芯滑块上设置有固定弯钩成型下模块21的弯钩成型下模固定块22、在弯钩成型下模固定块上滑动的弧面成型滑块20和驱动弧面成型滑块靠近弯钩成型下模块的弧面成型打块17;直边成型组件包括压料块15和竖直贯穿压料块的直边成型上模块13;直边成型上模块与弯钩成型下模块相对应。
21.如图4和图10所示,弯钩成型下模固定块22的一端固定有弯钩成型下模块21,弯钩成型下模块包括有水平方向的直面部分和竖直方向的弧面部分;弯钩成型下模固定块22上侧的另一端固定有弧面成型固定块19,弧面成型固定块下侧开设有贯穿整个固定块的第一滑动槽191,弯钩成型下模固定块上侧开设有第二滑动槽221;弧面成型滑块20在第一滑动槽内滑动,连接在弧面成型滑块下侧的滑动凸块201在第二滑动槽内滑动;弧面成型打块17通过弧面成型传力滑块18驱动弧面成型滑块向弯钩成型下模块21滑动;弧面成型传力块和弧面成型滑块的接触面为相同倾斜角度的斜面,弧面成型打块和弧面成型传力块都沿竖直方向运动且贯穿弯钩成型下模固定块和弧面成型固定块,在弯钩成型下模固定块中还设置有传力滑块限位块222,用于限制弧面成型传力块的最低位置。
22.弧面成型组件还包括侧抽芯垫板25,侧抽芯垫板上固定有与侧抽芯打块23平行的竖直限位块252和垂直于侧抽芯打块所在面的滑轨251;滑轨与侧抽芯滑块24滑动连接;侧抽芯滑块靠近侧抽芯打块的一侧设置有竖直传力块241,竖直传力块的顶部和侧抽芯打块的底部设置有相互匹配的倾斜面,下降后的侧抽芯打块位于竖直传力块和竖直限位块之间。
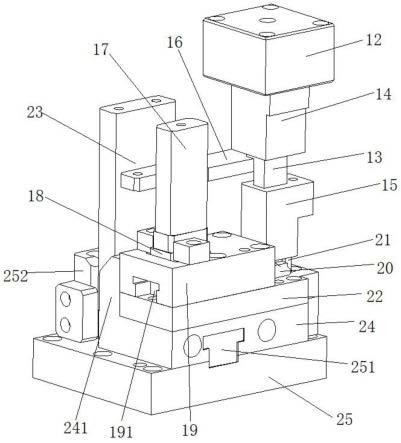
23.如图3和图10所示,直边成型组件包括由上到下依次连接的氮气弹簧固定座12、直边成型上模固定块14、直边成型上模块13和压料块15;直边成型上模块底部凸出压料块部分的形状与对应的弯钩成型下模块21相吻合,直边成型上模块与直边成型上模固定块相接的部分设置有水平凸板131,水平凸板131的下方设置有直边成型限位板16。在氮气弹簧固定座内固定有氮气弹簧,且氮气弹簧穿过直边成型上模固定块与直边成型上模块的顶部连接;直边成型上模块的最底面为平面,且直边成型下模块下降到最低位置时最底面不与弧面成型滑块的最上侧接触。
24.如图2和图5-8所示,上模组件包括由上到下依次设置的上模座2、上模垫板3、上模4、压料板垫板5和压料板6;上模与压料板垫板之间存在间隙;上模上侧面设置有扁线弹簧27和氮气弹簧26;上模垫板上设置有与扁线弹簧相对应的扁线弹簧槽301,上模垫板的下侧与侧抽芯打块23的顶部和弧面成型打块17的顶部相连接。
25.上模组件的最底部为压料板6,压料块镶嵌在压料板上,且压料块的底面与压料板的底面平齐;压料板上设置有供束线管30通过的压料板凹槽61;压料板上方为压料板垫板5,直边成型限位板设置在压料板垫板的上侧面。
26.如图2和图9所示,下模组件包括由下到上依次设置的下模座1、下模垫板8和下模7;下模座和上模座之间设置有若干限位柱9;下模上侧面设置有若干夹紧机构28。在下模座
下方还设置有下模座垫脚板10和若干垫脚块11。弯钩成型模中的若干个弯钩成型机构按照束线管延伸的形状和位置间隔设置。
27.本发明中直边成型组件用于弯钩的直边部分进行冲压成型,弧面成型组件用于弯钩的弧面部分进行冲压成型;侧抽芯打块将侧抽芯滑块和其上零部件驱动到束线管需要冲压成弯钩部分的下方,此时束线管待冲压部分下方的弯钩成型下模块和待冲压部分上方的直边成型上模块在竖直方向上相对应,直边成型上模块下降与弯钩成型下模块共同作用进行直边成型;然后由弧面成型打块驱动弧面成型滑块,使得弧面成型滑块与弯钩成型下模块共同作用进行弧面成型,从而不需要改变待冲压部分的位置就能实现弯钩的一次成型,结构简单,定位精准废品率低。
28.本发明中弧面成型传力滑块将弧面成型打块在竖直方向上的力转变为驱动弧面成型滑块在水平方向上的力,同时在弧面成型固定块中开设第一滑动槽和弯钩成型下模固定块中开设第二滑动槽;可以限定弧面成型滑块靠近或远离弯钩成型下模块的方向,不会发生其他发祥的偏离,提高了弧面成型的冲压精度;同时在弯钩成型下模固定块相应的位置还设置有传力滑块限位块,可以限定弧面成型传力滑块的最低位置。
29.本发明中设置的竖直传力块将侧抽芯打块竖直方向的运动转变为驱动侧抽芯滑块的水平方向运动;同时滑轨和竖直限位块之间存在间隔,其宽度和侧抽芯打块宽度匹配,供侧抽芯打块上下移动,侧抽芯滑块沿着滑轨的延伸方向运动;侧抽芯打块设置在竖直限位块和竖直传力块之间,从而限定了侧抽芯打块只能在竖直方向进行运动。
30.本发明中氮气弹簧固定座内固定有氮气弹簧,同时氮气弹簧的底部与直边成型上模块的顶部相连接;压料块和弯钩成型下模块相互作用用于压紧待冲压部分,而直边成型上模块底部凸出压料块的部分则用于和弯钩成型下模块作用对待冲压部分进行90度翻遍冲压达到直边成型的目的;同时直边成型上模固定块和压料块都能够限定直边成型上模块处于竖直方向运动,避免水平偏离,提高冲压精度;直边成型限位板和水平凸板相互作用可以限定直边成型上模块的最低位置;避免上模组件持续下降时直边成型上模块对待冲压部分压力的持续增大。
31.本发明中上模与压料板垫板之间存在间隙以保证冲压过程中上模组件的完整下压,整个上模组件的下压过程中,首先整个上模组件带动压料块下压对待冲压产品进行压紧;然后压料板垫板和压料板维持不动,上模带动侧抽芯打块、弧面成型打块和直边成型上模块继续下降,直边成型上模块先到达直边成型限位板的位置限位并完成直边成型;然后弧面成型打块和侧抽芯打块继续下降,弧面成型打块驱动弧面成型滑块完成弧面成型。
32.本发明中下模座和上模座加上连接两者的若干限位柱共同组成了本发明成型模的基本外部框架,其余的各种组件都设置在上模座和下模座之间;此外下模与弧面成型组件最底部的侧抽芯垫板相连,同时在下模上还设置有夹紧机构对束线管进行加紧,将待冲压部分固定在直边成型组件和弧面成型组件之间。
33.在本发明的实施例中,在弯钩成型模中对束线管进行弯钩成型的过程为:将模具固定在冲床上,将待冲压的束线管放置于模具中,使用下模的加紧机构完成对束线管在模具的加紧定位,并将待冲压部分定位在弯钩成型机构内;冲床滑块开始工作,带动模具上模部分下行;首先镶嵌在压料板上的压料块在扁线弹簧的作用下把待冲压部分压紧,侧抽芯打块在下降时把侧抽芯滑块以及设置在侧抽芯滑块上的结构都推入待冲压部分的下方。模
具上模部分继续下行,直边成型上模块在氮气弹簧的作用下下降,再经过弯钩成型下模块的水平直面部分作用,完成90度翻边成型,从而完成弯钩的直边部分。完成直边成型后模具上模部分继续下行,此时直边成型上模块在压料板上得到直边成型限位板的限位不再下降;而弧面成型打块开始下降,通过弧面成型传力滑块把上下的垂直动力转化为水平动力,推动弧面成型上模块把翻边后需成型部分推进弯钩成型下模块弧面内完成弧面成型,此时弯钩全部完成成型。如图10所示为完成直边成型和弧面成型时弯钩成型机构和束线管的截面图,图中的弯钩29由弯钩成型下模块、直边成型上模块和弧面成型滑块共同冲压完成;冲压完成后的束线管弯钩如图11所示,对于完成弯钩成型的产品通过止通规检验选出合格的产品。
34.上述实施例是对本发明的进一步阐述和说明,以便于理解,并不是对本发明的任何限制,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。