1.本发明涉及脂肪族聚酯纤维的制造方法、脂肪族聚酯纤维及复丝。
背景技术:
2.近年来,塑料废弃物存在成为对生态系统造成影响、燃烧时产生有害气体、由大量的燃烧热量导致地球变暖等、对地球环境造成大的负荷的原因的问题。作为可解决该问题的方案,正在积极地开发着生物分解性塑料。
3.在这样的生物分解性塑料中,使用来自植物的原料而得到的生物分解性塑料燃烧时放出的二氧化碳是本身就存在于空气中的物质,因此,大气中的二氧化碳不会增加。将该现象称为碳平衡,在着眼于二氧化碳削减目标值的京都议定书的背景下受到重视,期望积极使用。
4.最近,从生物分解性及碳平衡的观点考虑,作为以来自植物的原料作为碳源而由微生物产生的生物分解性塑料,脂肪族聚酯系树脂受到瞩目,特别是聚羟基烷酸(以下有时称为pha)系树脂、以及pha系树脂中的聚(3-羟基丁酸酯)均聚树脂、聚(3-羟基丁酸酯-co-3-羟基戊酸酯)共聚树脂、聚(3-羟基丁酸酯-co-3-羟基己酸酯)共聚树脂(以下有时称为p3hb3hh)、聚(3-羟基丁酸酯-co-4-羟基丁酸酯)共聚树脂、及聚乳酸等受到瞩目。
5.然而,上述pha系树脂由于结晶化速度慢,而且玻璃化转变温度低于室温(约0~4℃),因此在成形加工时,加热熔融后,必须延长用于固化的冷却时间,生产性差。特别是在想使用pha并通过熔融纺丝法制造纤维时,树脂的固化慢,因此,会发生纤维彼此的胶粘、对辊的粘贴,难以稳定地制造纤维,而且得到的纤维的品质也低。
6.作为3-羟基烷酸聚合物的熔融纺丝技术的现有实例,在专利文献1中记载了以1500m/分~7000m/分的抽取速度对含有聚(3-羟基丁酸酯-co-3-羟基己酸酯)而成的聚酯树脂进行纺丝的熔融纺丝法。另外,还记载了通过该方法能够提高纺丝性及生产性,提高拉伸强度。
7.作为另一个现有实例,在专利文献2中,作为含有聚羟基烷酸、晶体成核剂及润滑剂的生物分解性脂肪族聚酯系纤维的熔融纺丝法,记载了如下方法:纺丝时,以130℃以上且190℃以下的温度从纺丝模头挤出熔融物而得到原丝,通过第一抽取辊以300m/分以上4000m/分以下的抽取速度抽取原丝,连续地通过第二抽取辊以600m/分以上7000m/分以下的抽取速度抽取原丝,由此进行拉伸纺丝。另外记载了,通过该方法聚羟基烷酸的结晶化的速度得以改善,能够改善吸入(suction)性,提高纤维的纺丝性及生产性,并提高拉伸强度。
8.另外,作为又一个现有实例,在专利文献3中记载了在特定的纺丝条件下将pha纤维化,进而在拉伸工序中在不浪费生产时的使用能量的温度范围内进行拉伸,进而通过热处理工序进行缓和,由此展现优异的机械物性。
9.现有技术文献
10.专利文献
11.专利文献1:国际公开第2015/029316号
12.专利文献2:国际公开第2017/122679号
13.专利文献3:国际公开第2012/133231号
技术实现要素:
14.发明所要解决的问题
15.然而,对于专利文献1及2中公开的熔融纺丝法而言,无法得到具有充分的拉伸强度的含有聚(3-羟基丁酸酯)系树脂的脂肪族聚酯纤维。另外,专利文献3中公开的方法在纤维化后进行拉伸,进而需要进行热处理,纤维的制造需要长时间,生产性差。
16.本发明的目的在于,能够提高含有聚(3-羟基丁酸酯)系树脂及晶体成核剂的脂肪族聚酯纤维的生产性,提高拉伸强度。
17.解决问题的方法
18.本发明的第一方面涉及一种脂肪族聚酯纤维的制造方法,其是含有聚(3-羟基丁酸酯)系树脂及晶体成核剂的脂肪族聚酯纤维的制造方法,该方法包括:(i)将含有上述聚(3-羟基丁酸酯)系树脂及上述晶体成核剂的树脂组合物加热至上述树脂组合物的熔点以上且热分解温度以下,并从纺丝喷嘴喷出的工序;(ii)使用拉伸辊对从纺丝喷嘴喷出的上述树脂组合物进行拉伸的工序;以及(iii)使用卷取辊对上述拉伸后的树脂组合物进行卷取的工序,上述拉伸辊由包含第一辊及第二辊的两根以上的辊构成,上述树脂组合物的总拉伸倍率(上述卷取辊速度(m/min)/上述纺丝喷嘴流速(m/min))为250以上,上述卷取辊速度为500~1500m/min。
19.在上述脂肪族聚酯纤维的制造方法中,优选上述卷取辊速度(m/min)相对于上述第一辊速度(m/min)之比为1.5以上。
20.在上述脂肪族聚酯纤维的制造方法中,优选上述第一辊速度(m/min)相对于上述纺丝喷嘴流速(m/min)之比为55以上。
21.在上述脂肪族聚酯纤维的制造方法中,优选在从上述纺丝喷嘴喷出、且与上述拉伸辊接触之前,对上述树脂组合物吹送温度为上述树脂组合物的玻璃化转变温度以上且结晶化温度以下的气流。
22.在上述脂肪族聚酯纤维的制造方法中,优选在上述(ii)进行拉伸的工序中,将上述树脂组合物的温度设为40~100℃。
23.在上述脂肪族聚酯纤维的制造方法中,优选上述卷取辊速度比构成上述拉伸辊的2根以上的辊中最大速度的辊速度低2~15%。
24.在上述脂肪族聚酯纤维的制造方法中,优选在1分钟以内将上述树脂组合物从上述纺丝喷嘴运送至上述卷取辊。
25.在上述脂肪族聚酯纤维的制造方法中,优选上述纺丝喷嘴具有15个以上的喷出孔。
26.在上述脂肪族聚酯纤维的制造方法中,优选上述聚(3-羟基丁酸酯)系树脂包含聚(3-羟基丁酸酯-co-3-羟基己酸酯),在构成上述聚(3-羟基丁酸酯-co-3-羟基己酸酯)的全部单体单元中,3-羟基己酸酯的比例为3~15mol%。
27.本发明的第二方面涉及一种脂肪族聚酯纤维,其含有聚(3-羟基丁酸酯)系树脂及晶体成核剂,其中,单纤维的纤度为1~20dtex,单纤维的拉伸强度为1.5cn/dtex以上。
28.在上述脂肪族聚酯纤维中,优选上述聚(3-羟基丁酸酯)系树脂包含聚(3-羟基丁酸酯-co-3-羟基己酸酯),在构成上述聚(3-羟基丁酸酯-co-3-羟基己酸酯)的全部单体单元中,3-羟基己酸酯的比例为3~15mol%。
29.本发明的第三方面涉及一种复丝,其包含15根以上的上述脂肪族聚酯纤维。
30.发明的效果
31.根据本发明,能够提高含有聚(3-羟基丁酸酯)系树脂及晶体成核剂的脂肪族聚酯纤维的生产性,提高拉伸强度。
附图说明
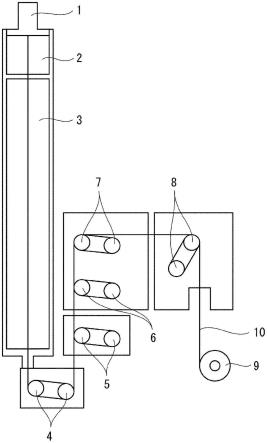
32.图1是示出在本发明的脂肪族聚酯纤维的制造方法中使用的制造装置的一例的概念图。
33.符号说明
[0034]1ꢀꢀꢀꢀꢀ
纺丝喷嘴
[0035]2ꢀꢀꢀꢀꢀ
第一淬火场
[0036]3ꢀꢀꢀꢀꢀ
第二淬火场
[0037]4ꢀꢀꢀꢀꢀ
第一辊
[0038]5ꢀꢀꢀꢀꢀ
第二辊
[0039]6ꢀꢀꢀꢀꢀ
第三辊
[0040]7ꢀꢀꢀꢀꢀ
第四辊
[0041]8ꢀꢀꢀꢀꢀ
第五辊
[0042]9ꢀꢀꢀꢀꢀ
卷取辊
[0043]
10
ꢀꢀꢀꢀ
脂肪族聚酯纤维
具体实施方式
[0044]
[脂肪族聚酯纤维的制造方法]
[0045]
本发明的脂肪族聚酯纤维的制造方法是含有聚(3-羟基丁酸酯)系树脂及晶体成核剂的脂肪族聚酯纤维的制造方法,该方法包括:
[0046]
(i)将含有上述聚(3-羟基丁酸酯)系树脂及上述晶体成核剂的树脂组合物加热至上述树脂组合物的熔点以上且热分解温度以下,并从纺丝喷嘴喷出的工序;
[0047]
(ii)使用拉伸辊对从纺丝喷嘴喷出的上述树脂组合物进行拉伸的工序;以及
[0048]
(iii)使用卷取辊对上述拉伸后的树脂组合物进行卷取的工序,
[0049]
上述拉伸辊由包含第一辊及第二辊的两根以上的辊构成,上述树脂组合物的总拉伸倍率(上述卷取辊速度(m/min)/上述纺丝喷嘴流速(m/min))为250以上,上述卷取辊速度为500~1500m/min。
[0050]
以下详细叙述(i)将含有聚(3-羟基丁酸酯)系树脂及晶体成核剂的树脂组合物加热至上述树脂组合物的熔点以上且热分解温度以下、并从纺丝喷嘴喷出的工序。
[0051]
在本发明中,聚(3-羟基丁酸酯)系树脂是指包含3-羟基丁酸酯作为构成该树脂的单体单元的脂肪族聚酯。
[0052]
作为聚(3-羟基丁酸酯)系树脂,可出包含聚(3-羟基丁酸酯)等聚(3-羟基丁酸酯)
的树脂;及包含由3-羟基丁酸酯与其它羟基烷酸形成的共聚树脂的树脂。
[0053]
作为由3-羟基丁酸酯和其它羟基烷酸形成的共聚树脂,例如可举出:p3hb3hh[聚(3-羟基丁酸酯-co-3-羟基己酸酯)]、phbv[聚(3-羟基丁酸酯-co-3-羟基戊酸酯)]、p3hb4hb[聚(3-羟基丁酸酯-co-4-羟基丁酸酯)]、聚(3-羟基丁酸酯-co-3-羟基戊酸酯-co-3-羟基己酸酯、聚(3-羟基丁酸酯-co-3-羟基辛酸酯)、及聚(3-羟基丁酸酯-co-3-羟基十八烷酸酯)等。这些当中,优选聚(3-羟基丁酸酯-co-3-羟基己酸酯)。这是因为所得到的脂肪族聚酯纤维不仅生物分解性优异,而且具有实用上充分的成形加工性,拉伸强度及柔软性优异。
[0054]
关于构成包含由3-羟基丁酸酯和其它羟基烷酸形成的共聚树脂的树脂,在构成该树脂的全部单体单元中,3-羟基己酸酯的比例优选为0.5~15mol%、更优选为1.5~15mol%、进一步优选为3~15mol%、最优选为3~8mol%。这是因为所得到的脂肪族聚酯纤维的拉伸强度及柔软性优异。
[0055]
聚(3-羟基丁酸酯)系树脂的重均分子量mw优选为50000~3000000、更优选为100000~1500000、进一步优选为200000~1000000。这是因为重均分子量mw过低时,存在所得到的脂肪族聚酯纤维的拉伸强度降低的倾向,重均分子量mw过高时,存在加工性降低而难以成形的情况。
[0056]
重均分子量mw利用使用了氯仿洗脱液的凝胶渗透色谱法(gpc)并通过聚苯乙烯换算分子量分布而测定。作为上述gpc中的色谱柱,使用对于测定上述分子量而言适当的色谱柱即可。
[0057]
在本发明中,晶体成核剂是指熔点高于聚(3-羟基丁酸酯)系树脂、并且具有促进该树脂的结晶化的效果的化合物。该化合物没有特别限定。作为晶体成核剂,例如可举出:无机物(氮化硼、氧化钛、滑石、层状硅酸盐、碳酸钙、氯化钠、及金属磷酸盐等);来自天然物的糖醇化合物(季戊四醇、赤藓醇、半乳糖醇、甘露醇、及阿拉伯糖醇等);聚乙烯醇;壳多糖;壳聚糖;聚氧乙烯;脂肪族羧酸盐;脂肪族醇;脂肪族羧酸酯;二羧酸衍生物(己二酸二甲酯、己二酸二丁酯、己二酸二异癸酯、及癸二酸二丁酯);在分子内具有c=o和选自nh、s及o中的官能团的环状化合物(靛蓝、喹吖啶酮、及喹吖啶酮品红等);山梨糖醇系衍生物(双苄叉山梨糖醇、及双(对甲基苄叉)山梨糖醇等);包含含氮杂芳香族核(吡啶环、三嗪环、及咪唑环等)的化合物(吡啶、三嗪、及咪唑等);磷酸酯化合物;高级脂肪酸的双酰胺;高级脂肪酸的金属盐;以及支化状聚乳酸等。另外,在聚(3-羟基丁酸酯)系树脂为p3hb3hh的情况下,也可以使用熔点高于p3hb3hh的聚(3-羟基丁酸酯)。
[0058]
这些当中,从聚(3-羟基丁酸酯)系树脂的结晶化速度的改善效果、以及与聚(3-羟基丁酸酯)系树脂的相容性及亲和性的观点考虑,优选糖醇化合物、聚乙烯醇、壳多糖、及壳聚糖,更优选季戊四醇。这些化合物可以单独使用,也可以组合2种以上使用。
[0059]
相对于聚(3-羟基丁酸酯)系树脂100重量份,含有聚(3-羟基丁酸酯)系树脂及晶体成核剂的树脂组合物中晶体成核剂的含量优选为0.05重量份以上、更优选为0.1重量份以上、进一步优选为0.5重量份以上。另外,优选其含量为12重量份以下、更优选为10重量份以下、进一步优选为8重量份以下、最优选为5重量份以下。晶体成核剂的含量过少时,存在作为晶体成核剂的效果不充分的情况,晶体成核剂的含量过多,存在树脂组合物的加热时的粘度降低的情况。
[0060]
另外,作为除聚(3-羟基丁酸酯)系树脂及晶体成核剂以外的任意成分,上述树脂组合物可以根据需要而含有公知的添加剂。作为公知的添加剂,可举出抗氧剂及紫外线吸收剂等稳定剂;染料及颜料等着色剂;增塑剂;润滑剂;无机填充剂;有机填充剂;以及抗静电剂等。这些添加剂可以单独使用一种,也可以组合使用两种以上。
[0061]
作为增塑剂,没有特别限定,例如可举出己二酸酯系增塑剂、乙酰化单甘油酯系增塑剂、及聚甘油脂肪酸酯系增塑剂等。另外,也可以利用二氧化碳及氮等超临界流体的增塑化作用。
[0062]
作为润滑剂,没有特别限定,例如可举出:山萮酸酰胺、硬脂酸酰胺、芥酸酰胺、及油酸酰胺等脂肪酸酰胺。
[0063]
将上述树脂组合物加热至上述树脂组合物的熔点以上且热分解温度以下时,其加热温度根据树脂组合物的种类适宜调整即可,优选为上述树脂组合物的熔点 5℃以上,更优选为熔点 10℃以上。另外,其加热温度优选小于树脂组合物的热分解温度,更优选为热分解温度-5℃以下。
[0064]
在本发明中,熔点通过差示扫描量热测定(dsc)法来测定。具体而言,使用差示扫描量热计以升温速度10℃/分进行测定,将所得到的吸热峰作为熔点。
[0065]
在本发明中,热分解温度是指通过热重测定法(tg)测定的重量减少开始温度。具体而言,使用热重仪,以升温速度10℃/分进行测定,将重量减少开始时刻的温度作为热分解温度。
[0066]
含有聚(3-羟基丁酸酯)系树脂及晶体成核剂的树脂组合物在165℃、5kgf的条件下测定的熔体流动速率(以下有时称为mfr)优选为0.1~100g/10min、更优选为0.5~80g/10min、进一步优选为1.0~60g/10min。
[0067]
熔体流动速率的测定方法是基于jis k7210-2:2014在165℃、5kg负载条件下测定的值。
[0068]
纺丝喷嘴具备喷出树脂组合物的喷出孔,但喷出孔的形状、大小、及孔数没有特别限定。作为喷出孔的大小,例如在喷出孔的形状为圆形的情况下,优选直径为φ0.1mm~3.0mm。另外,喷出孔的孔数也取决于喷出孔的大小,例如可以为15个以上,也可以为1000个以下。
[0069]
纺丝喷嘴流速、即从纺丝喷嘴喷出树脂组合物的速度优选为0.05m/min~6.0m/min、更优选为0.1m/min~6.0m/min、进一步优选为0.5m/min~6.0m/min。
[0070]
另外,从纺丝喷嘴的喷出量优选为0.10g/分/孔以上、更优选为0.15g/分/孔以上。另外,该喷出量优选小于1.0g/分/孔、更优选为0.90g/分/孔以下。
[0071]
优选在从上述纺丝喷嘴喷出、且与上述拉伸辊接触之前,对上述树脂组合物吹送温度为上述树脂组合物的玻璃化转变温度以上且结晶化温度以下的气流,进行快速冷却。通过这样的快速冷却,能够促进上述树脂组合物的冷却固化,更有效地反映通过上述拉伸辊间的速度差等赋予的拉伸应变。其结果是,能够进一步提高得到的脂肪族聚酯纤维的拉伸强度。
[0072]
在本发明中,玻璃化转变温度通过差示扫描量热测定(dsc)法来测定。具体而言,使用差示扫描量热计以升温速度10℃/分进行测定,将所得到的dsc曲线的拐点的温度作为玻璃化转变温度。
[0073]
另外,结晶化温度通过差示扫描量热测定(dsc)法来测定。具体而言,使用差示扫描量热计,以降温速度10℃/分进行测定,将所得到的dsc曲线的放热峰作为结晶化温度。
[0074]
吹送至从纺丝喷嘴喷出的上述树脂组合物的气流温度为上述树脂组合物的玻璃化转变温度以上且结晶化温度以下即可,根据上述树脂组合物的种类适宜调整即可。上述气流的温度优选小于上述树脂组合物的结晶化温度,更优选为结晶化温度-20℃以下,进一步优选为结晶化温度-40℃以下。
[0075]
上述气流的速度没有特别限定,优选为0.1m/s以上且5m/s以下、更优选为0.1m/s以上且3m/s以下。这是因为上述气流的速度小于0.1m/s时,得到的冷却效果变得过小,超过5m/s时,从纺丝喷嘴喷出的上述树脂组合物因气流而摆动,由此发生喷出的上述树脂组合物彼此的熔接和/或断丝等,有时会导致纺丝稳定性的降低。
[0076]
上述气流的种类也没有特别限定,优选为空气;氮气及氩气等不活泼气体等。
[0077]
以下详细叙述(ii)使用拉伸辊对从纺丝喷嘴喷出的上述树脂组合物进行拉伸的工序;以及(iii)使用卷取辊对上述拉伸后的树脂组合物进行卷取的工序。
[0078]
对于从纺丝喷嘴喷出的上述树脂组合物,首先通过第一辊进行了抽取后,通过包含第一辊及第二辊的两根以上的辊进行拉伸。
[0079]
上述拉伸辊包含第一辊及第二辊即可,上述拉伸辊的数量没有特别限定,考虑纤维的调温效率、拉伸倍率等适宜选择即可。上述拉伸辊的数量可以为3以上,也可以为4以上,还可以为5以上。另外,上述拉伸辊的数量只要在本发明的目的范围内即可,上限没有特别限定,从不会使设备费及制造装置过大的观点考虑,可以为10以下。
[0080]
另外,上述拉伸辊中的各拉伸辊不仅可以由一根辊构成,也可以由以相同速度的两根以上的辊作为一组的辊构成。能够使被拉伸纤维的温度均匀,能够以更小的空间制造长的纤维。
[0081]
上述第一辊速度(m/min)相对于上述纺丝喷嘴流速(m/min)之比(以下有时称为ndr)优选为55以上、更优选为100以上、进一步优选为150以上、特别优选为200以上。这是因为通过增大ndr,能够促进上述树脂组合物的分子链的整齐排列,而且上述树脂组合物的直径变小,因此,能够促进冷却固化。另外,ndr只要不发生纤维的断裂,则没有上限,可以为1000以下。
[0082]
上述卷取辊速度(m/min)相对于上述第一辊速度(m/min)之比优选为1.5以上、更优选为1.7以上、进一步优选为1.8以上。这是因为可得到更优异的拉伸强度的脂肪族聚酯纤维。另外,该比例只要不发生纤维的断裂,则没有上限,可以为30以下。
[0083]
在(ii)使用拉伸辊对从纺丝喷嘴喷出的上述树脂组合物进行拉伸的工序中,优选将上述树脂组合物的温度设为40~100℃,更优选设为50~80℃。这是因为能够加快上述树脂组合物的结晶化速度,能够进一步提高脂肪族聚酯纤维的生产性及拉伸强度。需要说明的是,上述树脂组合物的温度调整通过调整与上述树脂组合物接触的下述物体的温度来进行:拉伸辊表面等固体;浴槽及液滴等液体;以及气流等气体等。
[0084]
使用卷取辊对上述拉伸后的树脂组合物进行卷取,上述树脂组合物的总拉伸倍率为250以上。上述总拉伸倍率优选为270以上、更优选为300以上、进一步优选为330以上、更优选为340以上。另外,总拉伸倍率只要能稳定地得到期望纤度的纤维,则没有上限,可以为2000以下。
[0085]
需要说明的是,总拉伸倍率以上述卷取辊速度(m/min)/上述纺丝喷嘴流速(m/min)来定义。
[0086]
上述卷取辊速度为500~1500m/min,在该范围内考虑纺丝喷嘴流速、及其它辊的速度等适宜调整即可。
[0087]
上述卷取辊速度优选比构成上述拉伸辊的2根以上的辊中最大速度的辊速度低2~15%、更优选低3~15%、进一步优选低3~12%。这是因为不易在所得到的脂肪族聚酯纤维残留应力,不易发生干热收缩。需要说明的是,可以将上述以“%”表示的比率、即(上述最大速度的辊速度-上述卷取辊速度)/上述卷取辊速度
×
100改称为“缓和率(%)”。
[0088]
运送上述树脂组合物的时间从上述纺丝喷嘴至上述卷取辊优选为1分钟以内、优选为50秒钟以内、更优选为40秒钟以内、进一步优选为30秒钟以内。另外,该时间可以为1秒钟以上。根据本发明的制造方法,能够以短时间以良好的生产性制造拉伸强度高的脂肪族聚酯纤维。
[0089]
[脂肪族聚酯纤维]
[0090]
本发明的脂肪族聚酯纤维含有聚(3-羟基丁酸酯)系树脂及晶体成核剂,其中,单纤维的纤度为1~20dtex,单纤维的拉伸强度为1.5cn/dtex以上。
[0091]
相对于聚(3-羟基丁酸酯)系树脂100重量份,本发明的脂肪族聚酯纤维中晶体成核剂的含量优选为0.05重量份以上、更优选为0.1重量份以上、进一步优选为0.5重量份以上。另外,相对于聚(3-羟基丁酸酯)系树脂100重量份,该含量优选为12重量份以下、更优选为10重量份以下、进一步优选为8重量份以下、最优选为5重量份以下。
[0092]
另外,脂肪族聚酯纤维中所含的晶体成核剂的粒径相对于该纤维的截面的最小对角线长度优选为三分之一以下。这是因为纤维的拉伸强度更优异。
[0093]
晶体成核剂的粒径利用激光衍射折法以d50(中值粒径)的形式求出。
[0094]
本发明的脂肪族聚酯纤维的单纤维的纤度可以为1.5dtex以上,也可以为2dtex以上。另外,该纤度可以为15dtex以下,也可以为10dtex以下。
[0095]
单纤维的纤度是指纤维的粗度,以平均每单位长度的质量来定义。用单位(dtex)表示平均每10000m的质量(g)。具体而言,通过自动测振仪(auto-vibroscope)法来测定。
[0096]
本发明的脂肪族聚酯纤维的单纤维的拉伸强度优选为1.6cn/dtex以上、更优选为1.7cn/dtex以上、进一步优选为1.8cn/dtex以上、最优选为1.9cn/dtex以上。该拉伸强度只要在不损害根据用途而要求的柔软性及强韧性的范围内,就没有特别限定,可以为10cn/dtex以下。本发明的脂肪族聚酯纤维尽管较细,但是拉伸强度优异。
[0097]
单纤维的拉伸强度的测定基于jis l 1015:2010人造短纤维试验方法在初始长度20mm、速度20mm/min下进行测定。
[0098]
[复丝]
[0099]
本发明的脂肪族聚酯纤维可以构成复丝。在构成复丝的情况下,构成复丝的上述脂肪族聚酯纤维的根数及纤度根据所要求的特性决定即可,优选包含15根以上的上述脂肪族聚酯纤维、更优选包含20根以上、进一步优选包含30根以上。另外,可以包含1000根以下的上述脂肪族聚酯纤维。只要复丝的总纤度相同,则构成复丝的纤维的根数越多,柔软性、柔性越高,但具有耐久性容易降低的倾向。
[0100]
实施例
[0101]
以下,通过实施例对本发明更具体地进行说明,但本发明的技术范围不受到这些实施例的限定。
[0102]
(实施例1)
[0103]
以下述比例进行干混:作为聚(3-羟基丁酸酯)系树脂的(3-羟基丁酸酯-co-3-羟基己酸酯)共聚树脂(3-羟基己酸酯的比例=6mol%、mw=55万、mfr(165℃、5kg)=3g/10min)100重量份、作为晶体成核剂的季戊四醇“noiraiza(
ノイライザー
)p”(日本合成化学株式会社制)1重量份、作为润滑剂的芥酸酰胺0.5重量份及山萮酸酰胺0.5重量份。使用挤出机,在150℃下进行熔融混炼,进行颗粒化,得到了树脂组合物。
[0104]
所得到的颗粒(树脂组合物)的玻璃化转变温度为2℃,结晶化温度为80℃,熔点为142℃,热分解温度为180℃。
[0105]
参照图1对使用所得到的颗粒制造脂肪族聚酯纤维的工序进行说明。依次进行下述操作:使用料筒直径25mm的单螺杆挤出机(未图示)将所得到的颗粒熔融,利用齿轮泵调整流量,以熔融纺丝温度170℃,从表1中记载的条件的纺丝喷嘴1(喷出孔的形状:圆形)挤出至吹送14℃、1.0m/s的空气(淬火空气)的第一空间(第一淬火场)2;送至吹送13℃、1.0m/s的空气(淬火空气)的第二空间(第二淬火场)3;利用表1中记载的条件的第一辊4进行抽取;依次通过第二辊5(896m/min、70℃)、第三辊6(1050m/min、70℃)、第四辊7(1050m/min、70℃)、及第五辊8(1010m/min、34℃/36℃),利用卷取辊9(1000m/min)进行卷取,得到了脂肪族聚酯纤维10。需要说明的是,将树脂组合物从纺丝喷嘴运送至卷取辊的时间为30秒钟以内。
[0106]
此时,第一辊4、第二辊5、第三辊6、及第四辊7均以相同速度/相同温度的两根辊作为一组而构成。第五辊8以相同速度的两根辊作为一组而构成。另外,ndr=第一辊速度/纺丝喷嘴流速,缓和率(%)=(最大速度的辊速度-卷取辊速度)/卷取辊速度
×
100,总拉伸倍率=卷取辊速度/纺丝喷嘴流速。需要说明的是,在本发明中,常温是指包含在5~35℃范围内的温度。
[0107]
通过以下方法对所得到的脂肪族聚酯纤维的单纤度、纤维直径、及拉伸强度进行了测定。将结果示于表1。
[0108]
(单纤度)
[0109]
使用search公司自动振动式纤度测定机denier computer dc-11在试样长度50mm的条件下进行了测定。
[0110]
(纤维直径)
[0111]
纺丝喷嘴的喷出孔的形状为圆形,所得到的纤维的截面形状也为圆形,因此,利用根据预先测定的单纤度和脂肪族聚酯纤维的比重求出的截面积而计算纤维直径(截面形状作为正圆而计算)。
[0112]
(拉伸强度)
[0113]
使用岛津制作所的拉伸测定装置autograph ag-i在以下的条件下对拉伸强度进行了测定。即,将所得到的脂肪族聚酯纤维作为样品,将各样品的初始长度设为20mm,使用额定容量5n的负载传感器,以20mm/min的速度进行了测定。另外,基于预先测定的单纤度计算出平均每单纤度的拉伸强度(cn/dtex)。
[0114]
(实施例2~9、比较例1~4)
[0115]
将各条件变更为表1中记载的条件,除此以外,与实施例1同样地分别得到了脂肪族聚酯纤维。需要说明的是,将树脂组合物从纺丝喷嘴运送至卷取辊的时间为30秒钟以内。
[0116]
将对所得到的脂肪族聚酯纤维的各物性进行测定而得到的结果示于表1。
[0117][0118]
如表1所示,总拉伸倍率小于250或卷取辊速度小于500m/min的比较例1~4的脂肪族聚酯纤维的拉伸强度均低。与此相对,实施例的脂肪族聚酯纤维尽管是使用相同的树脂
组合物而制造的,但是具有优异的拉伸强度。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。