具有可弹性变形区段的复合缝合针
背景技术:
技术领域
1.本专利申请整体涉及外科手术和外科手术工具,并且更具体地涉及制备和使用穿过管腔诸如与套管针和插管(下文称为插管)相关的管腔的弹性缝合针的系统、装置和方法。
2.相关技术的描述
3.外科医生使用管腔诸如插管将外科手术工具诸如缝合针定位在手术部位处。可穿过插管的缝合针的尺寸受到插管中开口的尺寸的限制。在许多情况下,外科医生期望使用较大的弯曲缝合针(即,具有大于插管开口可容纳的曲率的缝合针)来闭合外科伤口并修复解剖特征结构,然而,难以使较大的弯曲缝合针穿过较小的插管。
4.在微创外科手术(mis)期间通常使用5mm插管,然而,外科医生不能使较大的缝合针穿过5mm插管,因此迫使其仅使用较小的缝合针。较小的缝合针不太理想,尤其是因为它们通常需要外科医生使缝合针和缝合线更多地穿过组织,这延长了外科手术时间并且可能使外科医生懊恼。使用较小的针还可产生使伤口或解剖特征结构处于裂开风险的咬合距离。
5.使用较小缝合针的另一个缺点是较大尺寸的缝合线不能容易地附接到较小缝合针。这常常迫使外科医生使用比缝合操作所需尺寸更小的缝合线。因此,当细小或较小尺寸的缝合线以较小的咬合尺寸穿过组织时,可产生奶酪线效应,由此缝合线切穿其旨在保持的组织。
6.为了解决上述问题中的一个或多个问题,已取得进展以提供由具有形状记忆特性的超弹性合金制成的缝合针,这使得弯曲的缝合针能够被拉直以用于穿过插管。当将超弹性缝合针从插管的另一端移除以用于手术部位时,针的形状记忆特性使其返回到初始弯曲形状。
7.通常称为镍钛诺的合金经常用于制造超弹性缝合针。然而,由镍钛诺制成的缝合针可能非常难以加工,这导致经常向顾客收取的高生产成本,并且这可基本上限制对微创外科手术采用镍钛诺缝合针。
8.此外,存在与将缝合线固定到镍钛诺缝合针的缝合线附接筒相关联的许多挑战。这些挑战包括镍钛诺针的缝合线附接筒在型锻步骤之后回弹的趋势,这导致缝合线和镍钛诺缝合针之间形成弱附接。
9.因此,仍然需要改进的缝合针,该改进的缝合针表现出弹性,使得较大的缝合针可穿过相对较小的插管(例如,5mm插管)以用于外科手术中。还需要可穿过较小插管并且不塑性变形的缝合针。此外,需要制造主要由不锈钢制成的较大缝合针的系统、装置和方法,该较大缝合针可弹性变形以穿过相对较小插管以用于微创外科手术。
技术实现要素:
10.将弯曲缝合针引入微创外科领域是具有挑战性的。当弯曲缝合针通过具有管腔的装置(诸如插管)引入时,弯曲缝合针的尺寸通常被限制为小于插管内径的轮廓。通过较小的插管引入较大的针的一种方式是将针挠曲或弯曲成将配合在插管内径内的轮廓。然而,这通常导致弯曲缝合针经历一定程度的塑性变形,这需要在缝合针进入手术部位之后且在其可用于缝合之前将其重新成形。
11.另一种方法是制造完全由超弹性材料诸如镍钛诺(即,由镍和钛制成的金属合金)制成的缝合针。然而,在这样做时,所得的缝合针不如由更常用的材料(例如,455、420、300系列合金或定制合金诸如钨铼合金)制成的缝合针坚固,并且因此缝合针对于随后的缝合程序不是最佳的。此外,在镍钛合金缝合针的加工中存在大量挑战,包括点磨削、曲线设定、钻孔、电抛光和缝合线附接。克服上述挑战的尝试通常会导致生产质量差和/或成本高的缝合针。
12.大多数材料在变得塑性变形前可承受适度的应变。与弹性较小的材料相比,高弹性材料(即,表现出高屈服应变的那些合金)在变得塑性变形前将承受更大的应变。在一个实施方案中,复合缝合针在距中性轴线的最大距离处包含高弹性材料,与由具有均匀弹性特性的单个弹性较小的材料制成的缝合针相比,该复合缝合针将能够在变得塑性变形之前承受更大的挠曲。这是因为芯材料的外径小于复合缝合针的实际外径。
13.在本专利申请的一个实施方案中,缝合针可以至少部分地由芯线原料制造,该芯线原料包括由强合金(例如,不锈钢,包括马氏体老化合金,诸如针合金,或455、420、300或其他定制合金)和具有高弹性特性的第二材料(例如,镍钛诺)制成的芯区段。
14.在一个实施方案中,本文公开的缝合针优选地具有比完全由高弹性材料(例如,镍钛诺)制成的缝合针更大的强度,并且缝合针具有完全适用于缝合组织的强度。
15.当具有弯曲细长主体的弯曲缝合针挠曲(例如,变平)以穿过插管时,最大弯曲发生在位于组织穿透端部和缝合线附接端部之间的弯曲细长主体的中间区段处。当挠曲时,最大应变沿着弯曲细长主体的内径向表面和外径向表面发生。弯曲细长主体具有靠近细长主体横截面中心的中性轴线。沿着中性轴线不发生显著的剪切应变,然而,剪切应变的程度随着距中性轴线的距离增加而增加。
16.在一个实施方案中,具有大尺寸和常规曲率(例如,具有半圆形形状)的复合缝合针可以穿过管腔,诸如插管。复合缝合针在其穿过插管时被弹性拉直,并且在从插管的端部移除以用于外科手术时弹回到其初始曲率。
17.在一个实施方案中,复合缝合针优选地包括细长主体,该细长主体具有近侧端部和带有尖的末端的远侧端部;以及护套,该护套覆盖细长主体。
18.在一个实施方案中,护套包含比细长主体更具弹性的材料。
19.在一个实施方案中,细长主体和护套是弯曲的。
20.在一个实施方案中,尖的末端朝远侧延伸超过护套的远侧端部。
21.在一个实施方案中,细长主体由强合金诸如不锈钢制成,并且护套由高弹性材料诸如镍钛诺制成。
22.在一个实施方案中,用于制造细长主体的不锈钢可包括奥氏体不锈钢、马氏体老
化(马氏老化)不锈钢和以注册商标ethalloy针合金出售的不锈钢。
23.在一个实施方案中,细长主体优选地具有限定第一外径的直径减小区段,并且细长主体的远侧端部限定尺寸大于直径减小区段的第一外径的第二外径。
24.在一个实施方案中,细长主体的远侧端部包括具有近侧端部的锥形区段,该近侧端部包括限定第二外径的肩部。在一个实施方案中,锥形区段优选地具有远侧端部,该远侧端部包括尖的末端。
25.在一个实施方案中,护套具有近侧端部、远侧端部以及从护套的近侧端部延伸到远侧端部的管腔。在一个实施方案中,细长主体的直径减小区段设置在护套的管腔内。在一个实施方案中,护套的管腔的内径大于或等于细长主体的直径减小区段的第一外径。
26.在一个实施方案中,护套具有限定第三外径的外表面,该第三外径近似细长主体的锥形区段的肩部的第二外径。
27.在一个实施方案中,复合缝合针优选地包括细长主体,该细长主体具有弯曲近侧主体区段、弯曲远侧主体区段以及在弯曲近侧主体区段和弯曲远侧主体区段之间延伸的弯曲中间区段。在一个实施方案中,复合缝合针有利地包括覆盖细长主体的弯曲中间区段的护套。细长主体的弯曲中间区段有利地由第一材料制成,并且护套由比弯曲中间区段的第一材料更具弹性的第二材料制成。
28.在一个实施方案中,细长主体的弯曲近侧区段、弯曲远侧区段和弯曲中间区段形成整体结构。在一个实施方案中,细长主体的弯曲近侧区段、弯曲远侧区段和弯曲中间区段由相同材料诸如不锈钢制成。
29.在一个实施方案中,细长主体的弯曲中间区段和覆盖弯曲中间区段的护套优选地限定复合缝合针的柔性区域,该柔性区域比复合缝合针的细长主体的弯曲近侧主体区段和弯曲远侧主体区段更具弹性。
30.在一个实施方案中,细长主体的弯曲中间区段由不锈钢制成,并且覆盖弯曲中间区段的护套由高弹性材料诸如镍钛诺制成。
31.在一个实施方案中,护套优选地具有近侧端部、远侧端部以及从护套的近侧端部延伸到远侧端部的管腔。在一个实施方案中,细长主体的弯曲中间区段设置在护套的管腔内。
32.在一个实施方案中,细长主体的弯曲中间区段具有第一外径,并且护套的管腔具有大于或等于细长主体的弯曲中间区段的第一外径的第一内径。
33.在一个实施方案中,细长主体的弯曲近侧区段的远侧端部和弯曲远侧区段的近侧端部限定第二外径。在一个实施方案中,护套具有限定第三外径的外表面,该第三外径近似第二外径。
34.在一个实施方案中,细长主体的近侧主体区段优选地包括近侧端面,并且缝合线接收孔形成在近侧端面中。
35.在一个实施方案中,细长主体的弯曲远侧主体区段包括在其远侧端部处的组织穿刺点。
36.在一个实施方案中,护套可以胶合或焊接到细长主体的弯曲中间区段。
37.在一个实施方案中,复合缝合针优选地包括由不锈钢制成的弯曲近侧主体区段,由不锈钢制成的弯曲远侧主体区段,以及互连弯曲近侧主体区段和弯曲远侧主体区段的连
接器。
38.在一个实施方案中,连接器优选地由比用于制造弯曲近侧主体区段和弯曲远侧主体区段的不锈钢更具弹性的材料制成。
39.在一个实施方案中,连接器将弯曲近侧主体区段的远侧端部与弯曲远侧主体区段的近侧端部互连。
40.在一个实施方案中,连接器可包括燕尾结构,用于与弯曲近侧主体区段的远侧端部和弯曲远侧主体区段的近侧端部连接。
41.在一个实施方案中,连接器优选地具有与复合缝合针的弯曲近侧主体区段的远侧端部的外径和弯曲远侧主体区段的近侧端部的外径近似的外径。
42.在一个实施方案中,连接器由镍钛诺制成,并且用于制造近侧主体区段和远侧主体区段的不锈钢可以是奥氏体不锈钢、马氏体老化(马氏老化)不锈钢和/或以注册商标ethalloy针合金出售的不锈钢。
43.在一个实施方案中,复合缝合针的细长主体沿着其长度为弯曲的,其中细长主体的一个表面限定弯曲部的凹面并且细长主体的另一个表面限定弯曲部的凸面。
44.在一个实施方案中,外科方法优选地包括使复合缝合针从插管的近侧端部穿过插管的管腔到远侧端部,由此在穿过步骤期间,复合缝合针变平以转变成小于或等于管腔高度的高度。
45.在一个实施方案中,在穿过步骤之后,优选地将复合缝合针从插管的远侧端部移除,从而复合缝合针转变回具有一定高度的弯曲形状,该高度大于插管的管腔的高度。
46.在一个实施方案中,复合缝合针可弹性变形以降低缝合针的高度和/或轮廓,从而使缝合针穿过插管,诸如直径为5mm或更小的插管。
47.在一个实施方案中,可使用针驱动器来固定复合缝合针的远侧端部,其中复合缝合针的缝合线附接筒拖在复合缝合针的末端之后。在一个实施方案中,末端优选地被位于针驱动器的远侧端部处的夹紧钳口围绕,以在复合缝合针穿过插管时保护末端。夹紧钳口优选地围绕并保护末端,以防止末端在其穿过插管时接触插管的内部,从而避免末端在其穿过插管期间损坏。
48.在一个实施方案中,当复合缝合针由缝合针驱动器保持时,复合缝合针的末端不延伸到或突出到针保持器的外表面之外。
49.在由420合金制成的缝合针的情况下,通过机械钻孔形成孔可以使用常规方法成功地完成,因为芯线与当前正在钻孔的针线相同。
50.在一个实施方案中,芯合金可以在针的近侧端部处被化学浸出或电抛光到特定深度,以产生用于缝合针附接的孔,同时保持化学惰性更高的镍钛诺外壳完整,这在使用高强度马氏体老化合金等作为芯材料时尤其适用。
51.在一个实施方案中,由于尖端由芯线材料而不是超弹性材料(例如,不是镍钛诺)制成,因此磨削尖端和/或形成切削刃可能更容易。
52.在一个实施方案中,由于芯合金将使针能够用缝合针制造领域中使用的常规弯曲设备弯曲,因此可以促进曲线设定。通过允许芯合金在弯曲过程中塑性变形,其为镍钛诺提供阻力,该阻力具有在应用常规弯曲方法之后伸直回到其原始形式的倾向。
53.在一个实施方案中,缝合针可以成批地聚拢并有效地通过定形热循环,从而消除
了对定形整体镍钛诺合金针所需的热定形夹具和额外处理的需要。
54.在一个实施方案中,当针需要挠曲以穿过插管时,最大弯曲发生在组织穿透端部和缝合线附接端部(即,中间区段)之间。当挠曲时,最大应变沿着内半径表面和相对的外半径表面发生。
55.在一个实施方案中,制造复合缝合针的方法优选地包括获得一定长度的由用于制造缝合针的合适材料制成的芯线。芯线优选地包括外径、第一端部和第二远侧端部。
56.在一个实施方案中,该方法优选地包括获得长度与芯线的长度相似或更短的外护套(例如,套管、管材)。护套优选地具有近侧端部和远侧端部。
57.在一个实施方案中,护套优选地具有略大于芯线的外径的内径,以及近似复合缝合针的期望成品外径的外径。
58.在一个实施方案中,一定长度的芯线放置在护套内,用于将芯线的近侧端部与套管的近侧端部对齐。
59.在一个实施方案中,可以使用热缩配合过程将护套固定到芯线。在一个实施方案中,护套可被加热以热膨胀护套的直径,从而使护套能够在芯线(例如,由不锈钢制成的细长主体)上方滑动。在护套定位在芯线上方之后,护套可以冷却以热收缩护套的直径,从而紧抱或紧密地配合在芯线上方,由此形成具有由护套覆盖的柔性区域的复合缝合针。
60.在一个实施方案中,护套可以通过在芯线的外径和护套的内径之间的空间中施加粘合剂而固定到芯线。
61.在一个实施方案中,可以通过在芯线的外径和护套的内径之间使用连接材料来将护套固定到芯线,由此连接材料可焊接到芯线材料和护套材料两者。
62.在一个实施方案中,用于接收缝线的孔可以通过以下方式形成在复合缝合针中:在复合缝合针的近侧端部处对芯材料进行钻孔,或者特别是对于高强度马氏老化合金,电化学蚀刻/浸出芯线至指定深度以产生对称的缝合线接收孔。
63.在一个实施方案中,芯线的远侧端部可以从复合结构的远侧端部磨削(或者可移除材料)以在复合缝合针的远侧端部处形成点。
64.在一个实施方案中,复合缝合针可具有不锈钢芯和由高弹性材料制成的连接器部件,该连接器部件仅沿着缝合针的内半径表面和相对的外半径表面存在。高弹性连接器部件与芯的常规缝合针材料的配合可以以与护套或套管构型类似的方式(例如,固定、胶合或焊接)来实现。然而,在一个实施方案中,高弹性连接器部件可以包括机械附接结构,诸如燕尾连接部件。
65.在一个实施方案中,复合缝合针可以用本领域已知的设备和方法弯曲,以产生具有钢芯和镍钛诺护套的独立式复合缝合针,该镍钛诺护套随后可被热处理以定形外部镍钛诺套管部件,而不需要夹具或复杂的附加过程。
66.在一个实施方案中,在复合缝合针的芯材料是马氏体老化合金的情况下,定形和沉淀强化热处理步骤可以同时进行(例如,在480摄氏度或更高下持续两分钟或更多分钟)。
67.在一个实施方案中,制造复合缝合针的方法优选地包括获得一定长度的由用于制造缝合针的合适材料制成的芯线,该芯线具有外径、近侧端部和远侧端部;以及通过将钢芯线和镍钛诺条带同时拉过适于制造圆形管材的一系列缩口模具而围绕钢芯线形成镍钛诺的薄条带。
68.在一个实施方案中,由于镍钛诺管通过模具拉延步骤的进行而围绕钢芯形成,因此镍钛诺的接缝可经由激光或微tig焊接技术来焊接。
69.在一个实施方案中,弹性护套可以比芯线短。
70.在一个实施方案中,复合缝合针可以机械钻孔和/或激光钻孔以形成缝合线接收孔。
71.在一个实施方案中,缝合线接收孔可以通过蚀刻掉芯材料而化学或电化学地形成。
72.在一个实施方案中,复合缝合针可以弯曲成指定的独立式形状,然后批量热处理以完成定形过程。
73.下文将更详细地描述本专利申请的这些和其他优选实施方案。
附图说明
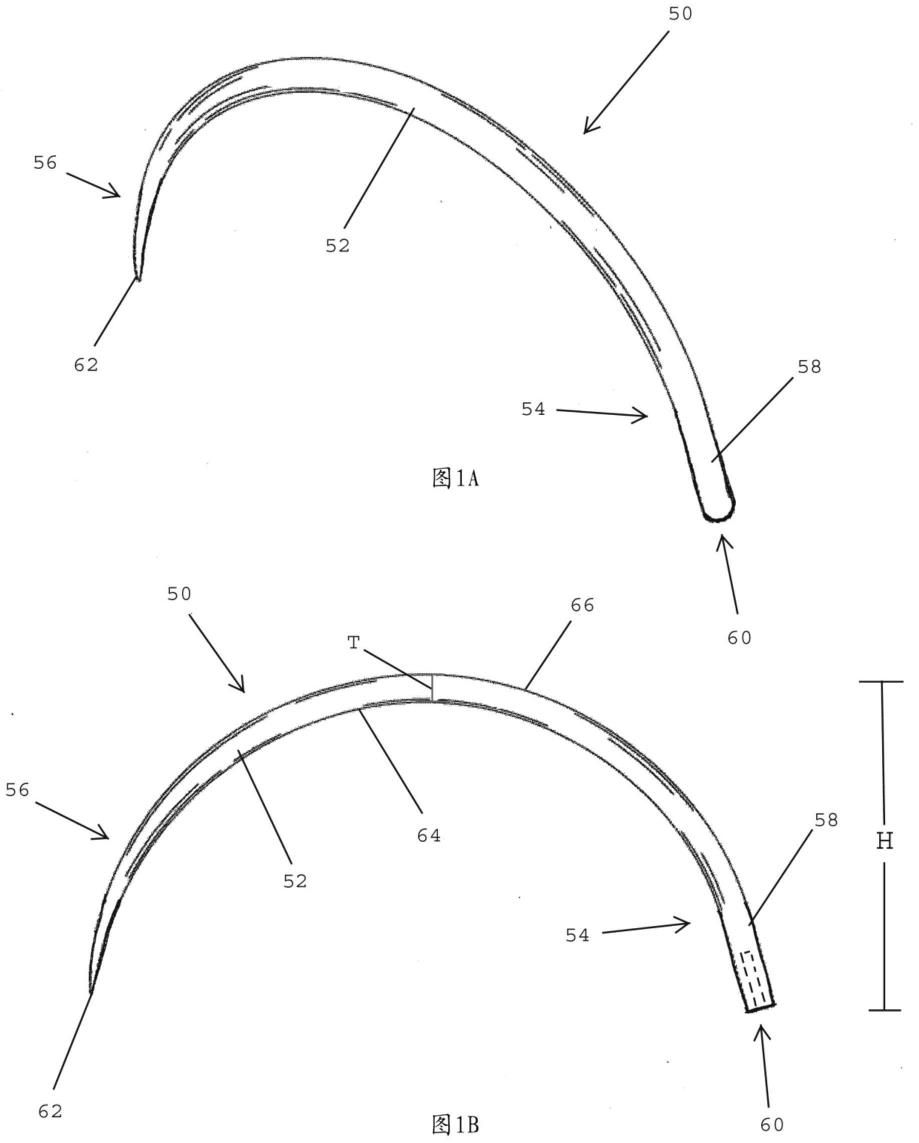
74.图1a是缝合针的透视图。
75.图1b是图1a所示的缝合针的侧正视图。
76.图1c是图1a和图1b所示的缝合针的示意图。
77.图1c-1是图1c所示的缝合针的中间区段的放大剖视图。
78.图2a是根据本专利申请的一个实施方案的复合缝合针的细长主体的侧视图。
79.图2b是图2a所示的细长主体的远侧端部的放大视图。
80.图3a是根据本专利申请的一个实施方案的复合缝合针的护套的侧视图。
81.图3b是图3a所示的护套的剖视图。
82.图4a是根据本专利申请的一个实施方案的包括与图2a和图2b的细长主体组装的图3a和图3b的护套的复合缝合针的侧视图。
83.图4b是图4a所示的复合缝合针的剖视图。
84.图4c是图4a的复合缝合针的另一个剖视图。
85.图4d是图4a所示的复合缝合针的再一个剖视图。
86.图5a是根据本专利申请的一个实施方案的在其远侧端部处具有夹紧组件的针驱动器的远侧区段的透视图。
87.图5b是位于图5a所示的针驱动器的远侧端部处的夹紧组件的透视图。
88.图6a示出根据本专利申请的一个实施方案的使用针驱动器将具有高弹性区段的复合缝合针朝向插管的远侧端部推进的方法的阶段。
89.图6b示出根据本专利申请的一个实施方案的复合缝合针已推进超过插管的远侧端部以位于手术部位处之后的图6a的针驱动器和复合缝合针。
90.图6c示出根据本专利申请的一个实施方案的使用针驱动器从手术部位并朝向插管的近侧端部回缩复合缝合针的方法的阶段。
91.图6d示出根据本专利申请的一个实施方案的朝向插管的近侧端部回缩复合缝合针的方法的后期阶段。
92.图7a是根据本专利申请的一个实施方案的复合缝合针的细长主体的侧视图。
93.图7b是图7a所示的细长主体的远侧端部的放大视图。
94.图7c是图7a所示的细长主体的近侧端部的放大视图。
95.图8a是根据本专利申请的一个实施方案的复合缝合针的护套的侧视图。
96.图8b是图8a所示的护套的剖视图。
97.图9a是根据本专利申请的一个实施方案的包括与图7a至图7c的细长主体组装的图8a和图8b的护套的复合缝合针的侧视图。
98.图9b是图9a所示的复合缝合针的剖视图。
99.图10是根据本专利申请的一个实施方案的复合缝合针的细长主体的侧视图。
100.图11a是根据本专利申请的一个实施方案的复合缝合针的护套的侧视图。
101.图11b是图11a所示的护套的剖视图。
102.图12a是根据本专利申请的一个实施方案的包括与图10的细长主体组装的图11a和图11b的护套的复合缝合针的侧视图。
103.图12b是图12a所示的复合缝合针的剖视图。
104.图13a是根据本专利申请的一个实施方案的复合缝合针的侧视图,该复合缝合针具有带有弯曲构型的细长主体以及互连细长主体的近侧区段和远侧区段的高弹性部件。
105.图13b是图13a中所示的复合缝合针的高弹性部件的剖视图,该高弹性部件互连细长主体的近侧区段和远侧区段。
106.图14a是根据本专利申请的一个实施方案的复合缝合针的侧视图,该复合缝合针具有位于复合缝合针的近侧端部和远侧端部之间的高弹性区段。
107.图14b是图14a所示的复合缝合针的剖视图。
108.图15a是根据本专利申请的一个实施方案的图14a中的复合缝合针在其已在高弹性区段处弯曲之后的透视图。
109.图15b是图15a所示的复合缝合针的侧视图。
110.图16示出根据本专利申请的一个实施方案的处于弯曲构型的图15a和图15b的复合缝合针,用于使复合缝合针能够穿过插管。
111.图17a示出根据本专利申请的一个实施方案的复合缝合针的透视图,该复合缝合针具有高弹性中间区段,用于使复合缝合针能够移动成弯曲构型以穿过插管。
112.图17b示出图17a所示的复合缝合针的端视图。
113.图17c示出图17a和图17b所示的复合缝合针的侧视图。
具体实施方式
114.图1a至图1c示出具有细长主体52的常规缝合针50,该细长主体具有近侧端部54和远侧端部56。缝合针50的细长主体52是弯曲的并且具有半圆或半圆形形状。
115.缝合针50包括邻近细长主体52的近侧端部54的缝合线附接筒58,以及形成在缝合线附接筒的近侧面中的缝合线附接开口60。将外科缝合线(例如,丝状元件)的端部插入缝合线附接开口60中,并且对缝合线附接筒58进行型锻以将外科缝合线的端部固定到缝合针50的细长主体52的缝合线附接筒58。
116.缝合针50包括末端62,诸如锋利或尖的末端,该末端与细长主体52的远侧端部56成一整体并且限定缝合针50的前端或最远侧端部。末端62变锋利以用于刺穿组织,从而有利于在缝合操作期间使缝合针50的细长主体52的远侧端部56穿过组织。
117.参考图1b和图1c,缝合针50的细长主体52包括沿着弯曲细长主体52的曲线的内部
延伸的内径向表面64(即,凹形弯曲表面),以及沿着弯曲细长主体52的曲线的外部延伸的外径向表面66(即,凸形弯曲表面)。细长主体52的内径向表面64和外径向表面66限定缝合针50的细长主体52的厚度t,由此用于测量细长主体的厚度t的轴线垂直于缝合针50的细长主体52的中性轴线a。
118.当缝合针50处于其初始的半圆构型时,缝合针50的细长主体52限定高度h。当将外力施加到缝合针50的细长主体52的外表面上时(例如,当使缝合针穿过插管的管腔时),细长主体将挠曲、弯曲、拉直、和/或变平以转变成具有低于初始高度h的高度或轮廓的细长主体。
119.参考图1c和图1c-1,缝合针50的细长主体52具有沿着细长主体52的中性轴线a延伸的长度ln。中性轴线ln在细长主体52的近侧端部54和远侧端部56之间延伸,这也称为缝合针50的中性长度。缝合针50的细长主体52具有在细长主体的近侧端部54和远侧端部56之间沿着细长主体52的内径向表面64延伸的顶部长度l
t
,以及在细长主体52的近侧端部54和远侧端部56之间沿着细长主体52的外径向表面66延伸的底部长度lb。
120.参考图1c-1,当缝合针50的细长主体52的中间区段68被拉直以穿过插管时,在缝合针50的细长主体52的相应内表面64和外表面66处施加张力和压缩力。当细长主体52的中间区段68被拉直时,细长主体52的内径向表面64处于张力下,并且细长主体52的外径向表面66处于压缩下。细长主体52的沿着限定细长主体52的中性长度ln的中性轴线a延伸的部分既不处于张力下也不处于压缩下。与将半圆缝合针(在图1a至图1c和图1c-1中示出)转变成拉直构型相关联的弹性应变计算可以使用等式ε=δl/ln来计算,其中δl是缝合针在细长主体52的内径向表面64处的顶部长度l
t
的变化或缝合针在细长主体52的外径向表面66处的底部长度lb的变化,并且ln是缝合针的细长主体的中性长度,该中性长度在细长主体的内径向表面64和外径向表面66中间。
121.当缝合针50挠曲以穿过插管的管腔时,在细长主体52的中间区段68处发生最大弯曲。当挠曲时,最大应变沿着细长主体52的内径向表面64和外径向表面66发生。沿着中性长度ln延伸的中性轴线a靠近细长主体的横截面的中心。在细长主体的挠曲(例如,拉直)期间,不存在沿着中性轴线a发生的剪切应变,该中性轴线沿着细长主体52的中性长度ln延伸。然而,随着距中性轴线ln的距离增加,应变程度增加。因此,在缝合针50的挠曲期间,剪切应变在内径向内表面64和外径向表面66处较大,并且沿着中性长度ln较小或可忽略。
122.在一个实施方案中,复合缝合针优选地包括由第一材料制成的芯部件以及由比第一材料更具弹性的第二材料制成的第二部件。在一个实施方案中,第一部件可包括由不锈钢制成的芯部件,并且第二部件可包括由高弹性材料(例如,镍钛诺)制成的外护套,该外护套覆盖芯部件的区段。
123.参考图2a和图2b,在一个实施方案中,复合缝合针100优选地包括细长主体102(即,芯部件),该细长主体具有近侧端部104和远侧端部106。在一个实施方案中,细长主体102的远侧端部106优选地包括锥形区段108,该锥形区段具有限定肩部112的近侧端部110和包括锋利或尖的末端116的远侧端部114。锥形区段108优选地在其近侧端部110和远侧端部114之间向内渐缩。在一个实施方案中,锥形区段108的远侧端部114处的尖的末端116优选地限定细长主体102的前端,该前端被设计用于刺穿组织以便于在缝合操作期间使细长主体102的远侧端部106穿过组织。
124.在一个实施方案中,复合缝合针100的细长主体102优选地包括在细长主体的近侧端部104和锥形区段108的直径较大肩部112之间延伸的直径减小区段118。在一个实施方案中,直径减小区段118具有带有圆形形状的横截面,该横截面被构造成接收由高弹性材料制成的护套,如将在本文中更详细地描述的。
125.参考图2b,在一个实施方案中,细长主体102的直径减小区段118优选地限定第一外径od1,并且锥形区段108的肩部112优选地限定第二外径od2,该第二外径大于细长主体102的直径减小区段118的第一外径od1。
126.参考图2a和2b,在一个实施方案中,细长主体102可以是弯曲的并且/或者可以具有半圆或半圆形形状。在一个实施方案中,细长主体102的直径减小区段118是弯曲的,并且优选地包括沿着直径减小区段的曲线的内部延伸的凹形表面120以及沿着直径减小区段118的曲线的外部延伸的凸形弯曲外表面122。细长主体102优选限定第一高度h1。
127.在一个实施方案中,细长主体102可以由强合金诸如不锈钢制成。在一个实施方案中,不锈钢可包括奥氏体不锈钢(302ss)和马氏体老化(马氏老化)不锈钢(455ss)。
128.奥氏体不锈钢(302ss)可以以奥氏体为其主要晶体结构。奥氏体晶体结构通过充分添加奥氏体稳定元素镍、锰和氮来实现。由于其晶体结构,奥氏体钢不可通过热处理硬化。参见https://en.wikipedia.org/wiki/austenitic_stainless_steel。然而,异常高的强度可通过加工硬化来实现,尤其是在用于生产用于针制造的原料的拉丝工艺中。
129.马氏体老化(马氏老化)不锈钢(455ss)优选地为已知具有优异强度和韧性而不丧失延展性的钢。马氏老化一词的“老化”部分是指延长的热处理工艺。这些钢是特殊类别的低碳超高强度钢,其强度不是由碳产生的,而是由金属间化合物的沉淀物产生的。通常,主要合金元素为7重量%至25重量%的镍。添加包括钛和铜的次要合金元素以产生金属间沉淀物。参见https://www.asminternational.org/c/portal/pdf/download?articleid=amp16909p30&groupid=10192
130.专门开发用于缝合针并且所提供强度水平远远超过此前用于制备缝合针的合金的强度水平的一种类型的马氏体老化合金以注册商标ethalloy针合金出售。通过加工硬化和热处理的组合来强化ethalloy针合金(沉淀强化)。
131.参考图3a和图3b,在一个实施方案中,复合缝合针100优选地包括护套124,该护套由弹性水平比用于制造复合缝合针的细长主体102(图2a和图2b)的材料高的材料制成。在一个实施方案中,护套124可由高弹性材料诸如镍钛诺制成。在一个实施方案中,护套124可具有套管,管状或圆柱形形状。在一个实施方案中,护套124的尺寸、形状和/或构造优选地设计成组装在细长主体102的直径减小区段118(图2a和图2b)上以形成复合缝合针100,该复合缝合针包括弹性相对较小的细长主体以及比用于制造细长主体的材料相对更具弹性的护套124。
132.在一个实施方案中,护套124优选地具有近侧端部126、远侧端部128以及从近侧端部132延伸到远侧端部134的管腔130。参考图2b和图3b,在一个实施方案中,护套124的管腔136有利地限定内径id1,该内径略大于细长主体102的直径减小区段118的外径od1。在一个实施方案中,护套124具有外表面132,该外表面优选地限定外径od3,该外径近似细长主体102的锥形区段108的肩部112的外径od2。在一个实施方案中,当护套124组装在细长主体的直径减小区段118上以形成复合针100时,护套124的远侧端部128优选地抵靠细长主体102
的锥形区段108的肩部112。在一个实施方案中,护套124的外表面132近似细长主体的锥形区段108的近侧端部110处的外表面,以在复合缝合针的锥形区段108和护套124之间提供平滑过渡。
133.在一个实施方案中,护套有利地覆盖细长主体的大部分长度。在一个实施方案中,护套的近侧端部优选朝近侧延伸超过细长主体的近侧端部以提供缝合线接收孔。在一个实施方案中,护套可以在细长主体上方滑动以在护套和细长主体之间形成热配合和/或压缩配合。
134.参考图4a和图4b,在一个实施方案中,复合缝合针100可通过将护套124组装在细长主体102的直径减小区段118上而形成。在一个实施方案中,护套124的远侧端部128优选地抵靠细长主体102的锥形区段108的肩部112(图2b)。护套124的内径id1优选地略大于细长主体102的直径减小区段118的外径od1(图2b)。护套124的外表面132优选地限定外径od3(图3b),该外径近似细长主体102的锥形区段108的近侧端部110处的外径。
135.在一个实施方案中,在护套124已经组装在细长主体102的直径减小区段118上之后,护套124的近侧端部126优选地朝近侧延伸超过细长主体102的近侧端部104,以限定位于复合缝合针100的近侧端部处的缝合线附接开口134。缝合线附接开口134优选地由护套124的型锻区136围绕,该型锻区可被型锻或卷曲以用于将缝合线的端部固定到复合缝合针100的近侧端部。在一个实施方案中,缝合线(未示出)的端部可被插入护套124的缝合线附接开口134中,并且护套124的型锻区136可被型锻以便将缝合线的端部固定到复合缝合针100的近侧端部。
136.参考图4b至图4d,在一个实施方案中,护套124可通过以下方式固定到细长主体102的直径减小区段118:向护套施加热以使护套的内径id1在尺寸上收缩,从而紧抱或紧密地配合直径减小区段118的外表面,由此形成具有更具弹性区段的复合缝合针100。在一个实施方案中,复合缝合针的更具弹性区段优选地是复合缝合针的其中护套124在直径减小区段118上方延伸的区段。
137.在一个实施方案中,护套124可以通过在位于直径减小区段118的外表面和护套124的内表面之间的空间138内施加粘合剂而固定到细长主体102的直径减小区段118。
138.在一个实施方案中,护套124可以通过以下方式固定到细长主体102的直径减小区段118:使用设置在位于直径减小区段118的外表面和护套124的内表面之间的空间138内的连接材料,由此连接材料优选地可焊接到用于制造细长主体102的材料(例如,不锈钢)和用于制造护套124的材料(例如,镍钛诺)两者。
139.在一个实施方案中,复合缝合针100优选地包括直径减小区段118和覆盖该直径减小区段的护套124。被护套124覆盖的细长主体118的长度优选地限定复合缝合针100的更具弹性的区域,该区域被设计成当穿过较小插管时挠曲(例如变平)而不塑性变形。由于存在由直径减小区段118和高弹性护套124的组合形成的更具弹性的区域,在复合缝合针100从插管的端部(例如,在手术部位处)移除之后,复合缝合针100的细长主体102将优选地返回(例如,弹回)到其正常的半圆形构型,使得复合缝合针100可用于缝合组织。
140.在一个实施方案中,本文公开的复合缝合针被设计成表现出弹性以用于穿过较小插管(例如,5mm插管)而没有显著塑性变形。在一个实施方案中,复合缝合针的细长主体(即,图2a中所示的细长主体102)由不锈钢诸如高强度不锈钢制成。在一个实施方案中,已
知用于制造复合缝合针的细长主体的不锈钢的屈服强度和杨氏模量,细长主体可被设计成具有直径减小区段,该直径减小区段的直径尺寸将使复合缝合针可弹性变形而不会塑性变形。
141.材料的屈服点为应力-应变曲线上的点,其指示材料的弹性行为的极限和塑性行为的开始。屈服强度或屈服应力是被定义为材料开始塑性变形时的应力的材料特性,而屈服点是非线性(弹性 塑性)变形开始时所在的点。在屈服点之前材料将发生弹性变形,并且在去除施加的应力后恢复其初始形状。然而,一旦超过屈服点,变形的一些部分将是永久的和不可逆的。屈服点确定机械部件性能的极限,因为其表示可施加而不发生永久性变形的力的上限。
142.材料的杨氏模量是测量材料的弹性模量的一种方式。弹性模量是当向物体施加应力时测量物体对弹性(即非永久性地)变形的阻力的量。物体的弹性模量被定义为其在弹性变形区域中的应力-应变曲线的斜率。较硬的材料将具有较高的弹性模量。
143.指定如何测量应力和应变,包括方向,允许定义许多类型的弹性模量。杨氏模量(e)描述了拉伸弹性,或当沿着轴线施加反向力时物体沿该轴线变形的趋势。其定义为拉伸应力与拉伸应变的比率。其通常简称为弹性模量。
144.在一个实施方案中,复合缝合针的细长主体优选地可从半圆形形状弹性变形为具有拉直节段的更平坦形状,而不使复合缝合针的细长主体塑性变形。因此,当弹性缝合针穿过较小插管并且在手术部位处被取出时,复合缝合针的细长主体将优选地回弹到其初始半圆形状。
145.如本领域技术人员所知,大多数材料在变得塑性变形前可承受适度的应变。在一个实施方案中,护套124优选地由高弹性材料(例如,镍钛诺)制成,与变得塑性变形之前弹性较小的材料(例如,不锈钢)相比,该高弹性材料将承受更大的应变。在一个实施方案中,复合缝合针100在距中性轴线ln(图4d)的最大距离处包含高弹性材料,与由具有均匀弹性特性的单个弹性较小的材料(例如,不锈钢)制成的常规缝合针相比,该复合缝合针将能够在变得塑性变形之前承受更大的挠曲。这是因为细长主体102的直径减小区段118的外径od1小于复合缝合针100的外径od3。
146.参见图5a和图5b,在一个实施方案中,夹紧元件诸如针驱动器150可用于固定复合缝合针,诸如以上在图2a至图2b、图3a至图3b和图4a至图4d中所示所述的复合缝合针100,以从缝合针包移除复合缝合针和/或将复合缝合针推进穿过插管的管腔以将复合缝合针定位在手术部位处以进行缝合操作。在一个实施方案中,当针驱动器150将复合缝合针推进穿过插管时,复合缝合针的细长主体的形状可改变(例如,变平)。在一个实施方案中,复合缝合针可具有限定第一高度h1(图4a)的半圆形形状以及使复合缝合针能够从半圆形状挠曲成更平坦形状的更具弹性的中间区段。当针驱动器150将复合缝合针推进穿过具有小于复合缝合针100(图4a)的第一高度h1的内径的插管时,插管的内壁可以将外力施加到复合缝合针的细长主体上,从而复合缝合针的细长主体将沿着复合缝合针的细长主体的直径减小区段118(图4b)变平或变得更直,以用于转变成较小的第二高度,以用于穿过插管的较小内径配合。在从插管的端部取出后,插管内壁不再对复合缝合针施加外力,从而复合缝合针的细长主体将优选地转变回(例如回弹到)其具有第一高度h1的初始半圆形状(图4a)。
147.在一个实施方案中,针驱动器150优选地包括具有近侧端部154和远侧端部156的
细长轴152,该远侧端部具有可在打开位置和闭合位置之间移动的夹紧组件158。在一个实施方案中,夹紧组件158优选地包括下钳口160和可在打开位置和闭合位置之间移动的相对的上钳口162。在一个实施方案中,在夹紧组件158处于打开位置的情况下,下钳口160和上钳口162可被引导成与复合缝合针100的末端116对齐(图2a)。在一个实施方案中,在下钳口和上钳口与复合缝合针的末端对齐之后,可将钳口移动到闭合位置以夹紧和/或抓紧复合缝合针的细长主体102的锥形区段108(图2a),其中末端116优选地定位在相对的下钳口和上钳口之间并且由它们围绕。
148.参见图5b,在一个实施方案中,下钳口160可以是静止的、刚性固定的和/或与针驱动器150的细长轴152的远侧端部156成一整体,使得下钳口160是固定的并且不相对于针驱动器150的细长轴152的远侧端部158移动。在一个实施方案中,下钳口160优选地包括基本上平坦的顶部表面164,该基本上平坦的顶部表面适于与复合缝合针的末端116(图2a)对齐。在一个实施方案中,下钳口160的基本上平坦的顶部表面164可包括表面粗糙部(诸如滚花),以用于在夹紧组件158处于闭合位置时增强对复合缝合针的远侧端部的抓紧。
149.在一个实施方案中,夹紧组件158的上钳口162有利地经由枢轴166枢转地固定到针驱动器150的细长轴152的远侧端部156,该枢轴将上钳口162的近侧端部枢转地固定到细长轴152的远侧端部156。上钳口162优选地包括与下钳口160的基本上平坦的顶部表面164相对的基本上平坦的底部表面168。上钳口162的基本上平坦的底部表面168可包括表面粗糙部(诸如滚花),以用于在夹紧组件158处于闭合位置时抓紧复合缝合针的远侧端部。
150.参考图5a和图5b,在一个实施方案中,当下钳口160和上钳口162处于闭合位置以夹紧、抓紧和/或固定复合缝合针100的细长主体102的锥形区段108时,下钳口160的顶表面164在复合缝合针100的细长主体102的远侧端部106处接合锥形区段108的表面,并且上钳口162的底表面168优选地在复合缝合针100的远侧端部106处接合细长主体102的锥形区段108的另一个表面,其中复合缝合针的末端116位于相对的钳口之间。在一个实施方案中,当钳口闭合时,相应的下钳口160和上钳口162的顶部表面164和底部表面168可与末端116间隔开,使得末端不被夹紧组件的钳口损伤、弯曲、损坏或钝化。在一个实施方案中,当复合缝合针100穿过插管时,闭合钳口160、162优选地围绕末端116的外周边,以用于防止末端被插管的内壁刮擦或损坏。
151.在一个实施方案中,缝合针包可保持一个或多个复合缝合针,诸如图4a至图4d中所示的复合缝合针100,使得缝合针100的末端116预先定位在将有利于使末端116在针驱动器150的夹紧组件158的相应下钳口160和上钳口162的顶部表面164和底部表面168之间对齐的位置处。
152.参见图6a,在一个实施方案中,在针驱动器150的夹紧组件158已闭合以夹紧到复合缝合针100的细长主体102的远侧端部106上之后,针驱动器150可用于推进缝合针100穿过插管170以将缝合针定位在用于执行缝合操作的手术部位处。在一个实施方案中,插管170优选地具有细长导管172,该细长导管具有限定第二高度h2的内径,该第二高度小于复合缝合针的第一高度h1(图4a)。细长导管172优选地延伸到插管170的远侧端部176处的开口174。夹紧到复合缝合针100的细长主体102的远侧端部106上的针驱动器150的夹紧组件158可朝插管170的导管172的远侧端部推进,以用于牵拉复合缝合针100穿过插管。当复合缝合针100被针驱动器150的夹紧组件158朝向插管170的远侧端部176牵拉时,复合缝合针
100需要穿过较小导管172配合,该较小导管具有第二高度h2,该第二高度小于复合缝合针100的初始第一高度h1(图4a)。因为复合缝合针100能够在中间区段125处弹性变形,所以复合缝合针100的细长主体102优选地弹性变形(例如,拉直、变得更平坦),如图6a所示。
153.在图6a中,包括复合缝合针100的高弹性护套124(图4a至图4d)的复合缝合针100的更具弹性的中间区段125优选地拉直或变平,以将复合缝合针的总高度减小到第三高度h3,该第三高度小于插管170的导管172的第二高度h2。在较小的第三高度h3处,变平的缝合针100可穿过插管170的较小管腔172。如将在本文中更详细描述的,复合缝合针被设计成当其穿过较小的插管时显著地弹性变形,从而从第一高度h1(图4a)改变为第三高度h3。
154.参见图6b,在复合缝合针100已从插管170的远侧端部176处的开口174移除之后,复合缝合针100将优选地回弹至初始弯曲构型(例如,半圆形状),该初始弯曲构型具有大于插管170的导管172的第二高度h2(图6a)的第四高度h4。手术人员可以利用图6b所示的半圆形状的复合缝合针100在手术部位进行缝合操作。
155.在一个实施方案中,从插管170的远侧端部174移除后,复合缝合针100优选地回弹至第四高度h4,该第四高度基本上匹配复合缝合针的初始第一高度h1(图4a)。在一个实施方案中,第四高度h4为初始第一高度h1的约90%。在一个实施方案中,第四高度h4为初始第一高度h1的约95%。在一个实施方案中,第四高度h1基本上匹配初始第一高度h1。
156.参见图6c,在一个实施方案中,在缝合操作结束时,可通过将复合缝合针回缩穿过插管170来将具有第四高度h4的弯曲复合缝合针100从患者体内移除。在一个实施方案中,针驱动器150的夹紧组件158再次闭合,以用于将弯曲复合缝合针100的细长主体102的锥形区段108固定在针驱动器150的下钳口160和上钳口162之间。
157.参考图6d,在一个实施方案中,在缝合操作完成时,针驱动器150优选地通过插管170的导管172回缩复合缝合针100。因为插管的导管的第二高度h2小于复合缝合针100的第四高度h4(图6b),所以复合缝合针100的中间区段125优选地拉直或变平至第三高度h3,使得可通过插管170的导管172取出缝合针。当复合缝合针100通过插管170抽出时,针驱动器150的下钳口160和上钳口162优选地接合复合缝合针100的细长主体102的锥形区段108并且围绕缝合针的末端116(图4a)以保护末端在通过插管170牵拉和/或回缩针时免受损坏。
158.参考图7a至图7c,在一个实施方案中,复合缝合针200优选地包括细长主体202(即,芯部件),该细长主体具有近侧端部204和远侧端部206。在一个实施方案中,细长主体202的远侧端部206优选地包括锥形区段208,该锥形区段具有限定远侧肩部212的近侧端部210和包括锋利或尖的末端216的远侧端部214。锥形区段208优选地在其近侧端部210和远侧端部214之间向内渐缩。在一个实施方案中,锥形区段208的远侧端部214处的尖的末端216优选地限定细长主体202的前端,该前端被设计用于刺穿组织以便于在缝合操作期间使细长主体202的远侧端部206穿过组织。
159.在一个实施方案中,细长主体的近侧端部204包括较大直径区段,该较大直径部分具有近侧端部205和远侧端部209,该近侧端部适于具有形成在其中的缝合线附接孔207,该远侧端部限定肩部211。
160.在一个实施方案中,复合缝合针200的细长主体202优选地包括在细长主体的近侧端部204处的肩部211和细长主体的远侧端部处的肩部212之间延伸的直径减小区段218。在一个实施方案中,直径减小区段218具有带有圆形形状的横截面,该横截面被构造成接收由
高弹性材料制成的护套,如将在本文中更详细地描述的。
161.在一个实施方案中,细长主体202的直径减小区段218优选地限定外径od4,细长主体的近侧端部处的肩部211限定外径od5,并且细长主体的远侧端部处的肩部212也限定外径od5,由此相应肩部211、212的外径od5大于在肩部之间延伸的细长主体202的直径减小区段218的外径od4。
162.在一个实施方案中,细长主体202可以是弯曲的并且/或者可以具有半圆或半圆形形状。在一个实施方案中,细长主体202的直径减小区段218是弯曲的,并且优选地包括沿着直径减小区段的曲线的内部延伸的凹形表面220以及沿着直径减小区段218的曲线的外部延伸的凸形弯曲外表面222。
163.在一个实施方案中,细长主体202可以由强合金诸如不锈钢制成。在一个实施方案中,不锈钢可包括奥氏体不锈钢(302ss)和马氏体老化(马氏老化)不锈钢(455ss)。
164.参考图8a和图8b,在一个实施方案中,复合缝合针200优选地包括护套224,该护套由弹性水平比用于制造细长主体202(图7a至图7c)的材料高的材料制成。在一个实施方案中,护套224可由高弹性材料诸如镍钛诺制成。在一个实施方案中,护套224可具有套管,管状或圆柱形形状。在一个实施方案中,护套224的尺寸、形状和/或构造优选地设计成组装在细长主体102的直径减小区段218(图7a至图7c)上以形成复合缝合针200,该复合缝合针包括弹性相对较小的细长主体以及比用于制造细长主体的材料相对更具弹性的护套224。
165.在一个实施方案中,护套224优选地具有近侧端部226、远侧端部228以及从近侧端部232延伸到远侧端部234的管腔230。参考图7a至图7c和图8b,在一个实施方案中,护套224的管腔236有利地限定内径id2,该内径略大于细长主体202的直径减小区段218的外径od4。在一个实施方案中,护套224具有外表面232,该外表面优选地限定外径od6,该外径近似细长主体202的相应肩部211、212的外径od5。在一个实施方案中,当护套224组装在细长主体的直径减小区段218上以形成复合缝合针200时,护套224的远侧端部228优选地在细长主体的远侧端部处抵靠肩部212,并且护套224的近侧端部226优选地在细长主体的近侧端部处抵靠肩部211。在一个实施方案中,护套224的远侧端部228处的外表面232近似锥形区段208的近侧端部210处的外表面以在复合缝合针的锥形区段208和护套224之间提供平滑过渡,并且护套224的近侧端部226处的外表面232近似细长主体202的近侧端部204的远侧端部209处的外表面以在护套的近侧端部和细长主体的近侧端部处的较大直径区段之间提供平滑过渡。
166.在一个实施方案中,当护套与细长主体组装以形成复合缝合针时,护套优选地横穿细长主体的大部分长度。
167.参考图9a和图9b,在一个实施方案中,复合缝合针200可通过将护套224组装在细长主体202的直径减小区段218上而形成。在一个实施方案中,护套224的远侧端部228优选地在细长主体202的远侧端部抵靠肩部212(图8b),并且护套224的近侧端部226在细长主体202的近侧端部抵靠肩部211。护套224的内径id2(图8b)优选地略大于细长主体202的直径减小区段218的外径od4(图7b和图7c)。护套224的外表面232优选地限定外径od6(图8b),该外径近似细长主体202的锥形区段208的近侧端部210处的外径od5(图7b)和细长主体202的近侧端部204的远侧端部209处的外径od5(图7c)。
168.在一个实施方案中,在护套224已组装在细长主体202的直径减小区段218上之后,
护套224的近侧端部226优选地在细长主体的近侧端部处抵靠肩部211,并且护套224的远侧端部228优选地在细长主体202的远侧端部处抵靠肩部212。在一个实施方案中,缝合线接收孔207形成在细长主体202的近侧端部204中以用于将缝合线的端部附接到复合缝合针的近侧端部。
169.参考图9b,在一个实施方案中,护套224可通过以下方式固定到细长主体202的直径减小区段218:向护套施加热以使护套的内径在尺寸上收缩,从而紧抱或紧密地配合直径减小区段218的外表面,由此形成具有更具弹性区段的复合缝合针200。在一个实施方案中,护套224可以通过在位于直径减小区段218的外表面和护套224的内表面之间的空间238内施加粘合剂而固定到细长主体202的直径减小区段218。
170.在一个实施方案中,护套224可以通过以下方式固定到细长主体202的直径减小区段218:使用设置在位于直径减小区段218的外表面和护套224的内表面之间的空间238内的连接材料,由此连接材料优选地可焊接到用于制造细长主体202的材料(例如,不锈钢)和用于制造护套224的材料(例如,镍钛诺)两者。
171.在一个实施方案中,复合缝合针200优选地包括直径减小区段218和覆盖该直径减小区段的护套224。被护套224覆盖的细长主体202的长度优选地限定复合缝合针200的更具弹性的区域,该区域被设计成当穿过较小插管时挠曲(例如变平)而不塑性变形。由于存在由直径减小区段218和高弹性护套224的组合形成的更具弹性的区域,在复合缝合针200从插管的端部(例如,在手术部位处)移除之后,复合缝合针200的细长主体202将优选地返回(例如,弹回)到其正常的半圆形构型,使得复合缝合针200可用于缝合组织。
172.参考图10,在一个实施方案中,复合缝合针300优选地包括细长主体302(即,芯部件),该细长主体具有近侧端部304和远侧端部306,该远侧端部具有终止于锋利或尖的末端316处的锥形区段308。锥形区段308优选向内渐缩到锋利末端316。锋利末端316理想地限定细长主体302的前端,其适于在缝合操作期间刺穿组织。
173.在一个实施方案中,细长主体302优选地限定外径od7。在一个实施方案中,细长主体302可以是弯曲的并且/或者可以具有半圆或半圆形形状。在一个实施方案中,细长主体302是弯曲的,并且优选地包括沿着细长主体的曲线的内部延伸的凹形表面320以及沿着细长主体的曲线的外部延伸的凸形弯曲外表面322。
174.在一个实施方案中,细长主体302可以由强合金诸如不锈钢制成。在一个实施方案中,不锈钢可包括奥氏体不锈钢(302ss)和马氏体老化(马氏老化)不锈钢(455ss)。
175.参考图11a和图11b,在一个实施方案中,复合缝合针300优选地包括护套324,该护套由弹性水平比用于制造复合缝合针的细长主体302(图10)的材料高的材料制成。在一个实施方案中,护套324可由高弹性材料诸如镍钛诺制成。在一个实施方案中,护套324可具有套管,管状或圆柱形形状。在一个实施方案中,护套324的尺寸、形状和/或构造优选地设计成组装在细长主体302(图10)上以形成复合缝合针300,该复合缝合针包括弹性相对较小的细长主体以及比用于制造细长主体的材料相对更具弹性的护套324。
176.在一个实施方案中,护套324优选地具有近侧端部326、具有锥形外表面335的远侧端部328以及从近侧端部326延伸到远侧端部328的管腔330。参考图10和图11a至图11b,在一个实施方案中,护套324的管腔330有利地限定内径id3,该内径略大于细长主体302的外径od7(图10)。在一个实施方案中,当护套324组装在细长主体302上以形成复合缝合针300
时,护套324的远侧端部328处的锥形外表面335优选地与细长主体302的远侧端部306处的锥形区段308的外表面近似,以提供护套324的远侧端部328和细长主体302的锥形区段308之间的平滑过渡。
177.在一个实施方案中,当护套与细长主体组装以形成复合缝合针时,护套优选地覆盖复合缝合针的大部分长度。在一个实施方案中,护套可围绕细长主体形成,并作为预制复合线材提供给针制造设备。针制造设备可用于磨削末端以暴露细长主体的不锈钢。细长主体的近侧端部可以被钻孔,激光钻孔和/或电抛光以产生缝合线接收孔。
178.参考图12a和图12b,在一个实施方案中,复合缝合针300可通过将护套324组装在细长主体302(图10)上而形成。在一个实施方案中,护套324的远侧端部328处的锥形区段335优选地覆盖细长主体302的远侧端部306处的锥形区段308。护套324的内径id3(图11b)优选略大于细长主体302的外径od7(图10)。
179.在一个实施方案中,在护套324已经组装在细长主体302上之后,锋利末端316和细长主体302的锥形区段308的远侧部分优选地在护套324的远侧端部328处突出超过锥形区段335。
180.参考图12b,在一个实施方案中,护套324可通过以下方式固定到细长主体302:向护套施加热以使护套的内径在尺寸上收缩,从而紧抱或紧密地配合细长主体302的外表面,由此形成具有弹性区段的复合缝合针300。在一个实施方案中,护套324可以通过在位于细长主体302的外表面和护套324的内表面之间的空间338内施加粘合剂而固定到细长主体302。
181.在一个实施方案中,护套324可以通过以下方式固定到细长主体302:使用设置在位于细长主体302的外表面和护套324的内表面之间的空间338内的连接材料,由此连接材料优选地可焊接到用于制造细长主体302的材料(例如,不锈钢)和用于制造护套324的材料(例如,镍钛诺)两者。
182.在一个实施方案中,复合缝合针300优选地包括细长主体302和覆盖细长主体的护套224。被护套324覆盖的细长主体302的长度优选地限定复合缝合针300的更具弹性的区域,该区域被设计成当穿过较小插管时挠曲(例如变平)而不塑性变形。由于存在由细长主体302和高弹性护套324的组合形成的更具弹性的区域,在复合缝合针300从插管的端部(例如,在手术部位处)移除之后,复合缝合针300的细长主体302将优选地返回(例如,弹回)到其正常的半圆形构型,使得复合缝合针300可用于缝合组织。
183.在一个实施方案中,在护套324已经组装在细长主体302上之后,护套324的近侧端部326优选地朝近侧延伸超过细长主体302的近侧端部304,以限定位于复合缝合针300的近侧端部处的缝合线附接开口334。缝合线附接开口334优选地由护套324的型锻区336围绕,该型锻区可被型锻或卷曲以用于将缝合线的端部固定到复合缝合针300的近侧端部。在一个实施方案中,缝合线(未示出)的端部可被插入护套324的缝合线附接开口334中,并且护套324的型锻区336可被型锻以便将缝合线的端部固定到复合缝合针300的近侧端部。
184.参考图13a,在一个实施方案中,具有高弹性中间区段425的复合缝合针400优选地包括具有近侧端部404和远侧端部406的细长主体402。复合缝合针400的细长主体402可以是弯曲的并且可以具有半圆或半圆形形状。
185.在一个实施方案中,高弹性中间区段425被构造为复合缝合针400的高弹性区域,
以使得复合缝合针能够被拉直以穿过较小插管,然后返回到其初始弯曲构型以用于缝合操作。
186.在一个实施方案中,复合缝合针400有利地包括邻近细长主体402的近侧端部404的缝合线附接筒408,以及形成在缝合线附接筒408的近侧面中的缝合线附接开口410。外科缝合线(例如,丝状元件,线)的端部可被插入缝合线附接开口410中,并且缝合线附接筒408可被型锻以将外科缝合线的端部固定到复合缝合针400的细长主体402的近侧端部404。
187.在一个实施方案中,复合缝合针400优选地包括末端412,诸如锋利或尖的末端,该末端与细长主体402的远侧端部406成一整体并且有利地限定复合缝合针400的前端或最远侧端部。末端412优选地变锋利以用于刺穿组织,从而有利于在缝合操作期间使复合缝合针400的细长主体402的远侧端部406穿过组织。
188.参考图13a和图13b,在一个实施方案中,细长主体402优选地具有近侧主体区段420、远侧主体区段424和高弹性连接器428,该近侧主体区段具有远侧端部422,该远侧主体区段具有近侧端部426,该高弹性连接器将近侧主体区段420的远侧端部422和远侧主体区段424的近侧端部426互连。高弹性连接器428可包括诸如燕尾形结构的机械连接结构,用于将高弹性连接器与近侧主体区段420和远侧主体区段424连接。在一个实施方案中,高弹性连接器428优选地具有外径od9,该外径与界定高弹性连接器428的端部的相应近侧主体区段420和远侧主体区段424的外径od
10
基本上匹配。
189.在一个实施方案中,复合缝合针400优选地包括高弹性连接器428,其优选地具有比用于制造复合缝合针400的细长主体402的近侧主体区段420和远侧主体区段424的材料更高的弹性水平。在一个实施方案中,高弹性连接器428可以由高弹性材料(诸如镍钛诺)制成,并且包括近侧主体区段420和远侧主体区段424的细长主体420可以由不锈钢制成。
190.在一个实施方案中,复合缝合针400的中间区段425处的高弹性连接器428优选地限定细长主体402的更具弹性区域,该区域被设计成当穿过插管时挠曲而不塑性变形。由于存在由高弹性连接器428形成的更具弹性的中间区段425,在复合缝合针400从插管的端部(例如,在手术部位处)移除之后,复合缝合针400的细长主体402将有利地返回(例如,弹回)到其正常的半圆形构型,使得复合缝合针400可用于缝合组织。
191.参考图14a,在一个实施方案中,复合缝合针500可具有类似于以上在图4a至图4d、图9a至图9d和/或图12a至图12b的实施方案中所示和所述的结构。在一个实施方案中,复合缝合针500优选地包括细长主体,该细长主体从近侧端部506和远侧端部510延伸,该近侧端部具有限定复合缝合针的最近侧端部的缝合线附接圆筒508,该远侧端部具有锥形区域512,该锥形区域具有限定复合缝合针500的最远侧端部的尖锐末端514。在一个实施方案中,缝合针500优选地包括可弯曲或高弹性区域525,其优选地沿着细长主体的大部分长度延伸。
192.参考图14b,在该实施方案中,复合缝合针500的高弹性区域525优选地包括由弹性较小的材料(诸如不锈钢)制成的细长主体502,以及围绕细长主体的外护套530,该外护套由更具弹性的材料(诸如镍钛诺)制成。在一个实施方案中,复合缝合针500的外表面可以具有普通不锈钢针的外观。
193.在一个实施方案中,上文在图14a和图14b所示和所述的针可从半圆形形状或半圆形状构型(图14a)转变成具有海鸥形状的弯曲构型。参考图15a和图15b,在一个实施方案
中,复合缝合针500可沿着高弹性区域525弯曲,以提供具有海鸥形构型的针。在图15a和图15b的海鸥形状构型中,缝合针500优选地具有比上文在图14a所示和所述的未弯曲构型中的缝合针更小的高度或更低的轮廓。高弹性区域525优选比复合缝合针500的近侧端部506和远侧端部510更具可弯曲性且刚性更小。因此,复合缝合针的近侧端部506和远侧端部510优选地在未弯曲构型(图14a)和弯曲构型(图15a和图15b)中均保持其初始形状。
194.参见图16,在一个实施方案中,在复合缝合针500的高弹性区域525弯曲以将缝合针500放置成弯曲的海鸥形状构型的情况下,缝合针500可穿过插管570。在图16中,具有海鸥形状构型的弯曲复合缝合针500限定小于插管570的管腔572的内径id4的高度h5,使得弯曲复合缝合针500可容易地穿过插管的长度以到达手术部位,而不损坏针或对患者产生不安全的状况。
195.参考图17a至图17c,在一个实施方案中,具有类似于以上在图4a至图4d、图9a至图9d和/或图12a至图12b所示和所述的构造的复合缝合针600可包括细长主体602,该细长主体具有近侧端部606以及带有锋利末端614的远侧端部610。复合缝合针600优选地包括具有不锈钢芯和更具弹性的外护套的高弹性区域625,这使得细长主体602能够弯曲,使得末端614邻近细长主体的近侧端部606。
196.在图17a至图17c所示的弯曲构型中,复合缝合针600可穿过插管到达手术部位。一旦缝合针600已到达手术部位,外科医生就可使用外科手术工具将弯曲的缝合针转变成如本文所示和所述的未弯曲的半圆形构型(例如,图14a的实施方案)。一旦已在手术部位处完成缝合操作,外科医生就可再次在高弹性区域625处弯曲复合缝合针600以减小针的尺寸,从而经由插管从手术部位移除缝合针。
197.在一个实施方案中,弹性缝合针的细长主体可具有设置在其上的可弯曲区域,这有利于改变缝合针的形状和/或构型以穿过插管(例如,5mm插管)装配,如在2019年2月22日提交的共同转让的美国专利申请序列号16/282,604、以及2019年2月22日提交的美国专利申请序列号16/282,652中所公开的,其公开内容据此以引用方式并入本文。
198.虽然上述涉及本发明的实施方案,但是在不脱离本发明的基本范围的情况下可设计本发明的其他和更多实施方案,这仅受下述权利要求范围的限制。例如,本发明设想本文所述的任何实施方案中所示或以引用方式并入本文的任何特征可与本文所述的任何其他实施方案中所示或以引用方式并入本文的任何特征结合,并且仍然落在本发明的范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。