1.本发明涉及一种激光车削系统。本发明还涉及一种激光车削方法。最后,本发明涉及一种使用这种系统或实施这种方法而获得的组件。
背景技术:
2.为了生产包括一种或多种回转体形状的组件,已知的做法是实施一种基于材料去除的车削类型的加工方法。传统上,材料的去除是使用切削工具来完成的,该切削工具在进行旋转并且需要用来获得组件的材料棒上起作用。
3.高精度的小尺寸的回转体钟表组件(例如,钟表轴杆)的生产通常通过车削来执行,特别是通过在金属棒中连续地进行组件的棒料车削来执行。这考虑到了工业生产率,但是存在与进行加工的材料的性质相关的一些缺点。
4.虽然对特别适用于这种技术的材料(例如包括诸如硫的断屑元素的棒形车削钢)进行棒料车削相对容易,但是陶瓷以及硬质合金制成的部件的棒料车削会导致工具严重磨损,这使得这种技术与其对更合适的材料的应用相比效果不佳。此外,硬质材料的棒料车削通常会引起棒的振动,从而不能实现所需的表面粗糙度。
5.用连续的激光源(例如co2激光)执行的激光车削已经在工业中得到了广泛的发展,但是其能够实现的精度只有大约十分之几毫米,这被证明对于某些应用来说可能是不够的,并且其对所获得的组件的热冲击可能会产生对材料的微观结构造成损坏的局部硬化,或者更不利的是可能会产生影响组件的尺寸的热变形,特别是在小体积组件的情况下。因此,尚未将其保留作为用于平均尺寸的部件、或者微米尺寸的部件的传统车削的有利替代方案。
6.文献ep2314412a2、ep2374569a2、ep2489458a1和wo2016005133a1描述了可以使用激光进行加工的不同类型的设备。
7.已经发表了与通过飞秒激光进行纹理化有关的若干研究。
8.在题为《使用飞秒激光烧蚀的激光车削发展》(yokotani,a.、kawahara,k.、kurogi,y.、matsuo,n.、sawada,h.和kurosawa,k.(2002),spie论文集,第4426卷,第90-93页)的研究中,证明了激光技术可以在平坦表面上实现较低的或有意较高的表面粗糙度。
9.在题为《使用响应面法优化nd:yag激光微车削工艺》(kibria,g.、doloi,b.、bhattacharyya,b.(2012),国际精密技术学报,第3卷,第1期)的研究中,用nd:yag激光径向撞击由氧化铝制成的旋转圆柱形陶瓷部件来观察脉冲速度和能量参数对表面粗糙度的影响。在该装置中,不使用钻孔,并且仅通过不超过600rpm的部件旋转速度来驱动覆盖率。部件受到纳秒脉冲的径向撞击。
技术实现要素:
10.本发明的目的是提供一种激光车削系统,其能够补救上述缺点并增强现有技术中
已知的激光车削系统。特别地,本发明提出一种与已知的车削系统相比具有竞争力的激光车削系统。
11.一种根据本发明的车削系统由权利要求1限定。
12.该系统的不同实施方式由权利要求2到11限定。
13.一种根据本发明的车削方法由权利要求12限定。
14.一种根据本发明的组件由权利要求13限定。
15.一种根据本发明的钟表由权利要求14限定。
附图说明
16.附图通过举例的方式示出了根据本发明的车削系统的实施方式以及根据本发明的钟表的实施方式。
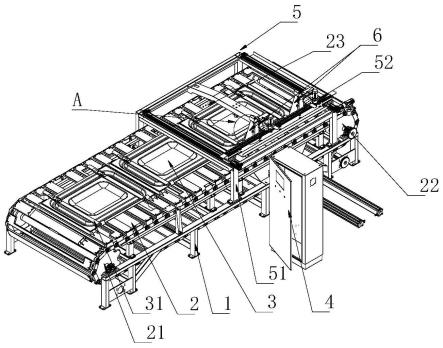
17.图1是根据本发明的车削系统的实施方式的示意图。
18.图2是根据本发明的激光束的轨迹的示意图。
19.图3是根据本发明的钟表的实施方式的示意图。
具体实施方式
20.下文参照图1描述用于生产组件的车削系统1的实施方式。
21.该系统包括:
[0022]-用于移动材料棒50的旋转主轴3;以及
[0023]-振镜扫描器12,其能够沿着对要在材料棒中加工的部件的生成轮廓进行扫描的轨迹引导飞秒激光束。优选地,该扫描在材料棒50的切向上执行或根据与材料棒50相切的入射角来执行。
[0024]
更一般来说,该系统包括用于移动材料棒的模块2、特别是用于根据第一轴线x来旋转材料棒的模块。用于移动材料棒的该模块包括第一轴线x上的旋转主轴3。优选地,主轴3能以20000rpm以上或者50000rpm以上或者100000rpm以上的速度旋转。例如,主轴3是电主轴。优选地,主轴3配备有夹持夹具,其特别是气动类型。
[0025]
移动模块2优选还包括旋转副主轴4。该副主轴4可以在部件与主轴3分离时对部件进行校正。副主轴4允许在第一轴线x上旋转。优选地,副主轴4能以20000rpm以上或者50000rpm以上或者100000rpm以上的速度旋转。例如,副主轴4是电主轴。优选地,副主轴4配备有夹持夹具,其特别是气动类型。此外,副主轴4可相对于主轴3在第一轴线x上平移移动。例如,这样的副主轴可以执行组件的分离加工以将其与棒分离。利用传统的分离方法,当组件与棒分离时,其分离面惯常会出现毛刺。
[0026]
移动模块2还包括允许主轴3和副主轴4在包含第一轴线x和与第一轴x成直角的第二轴线y的平面x-y中位移的元件5。
[0027]
系统包括用于生成激光束的元件29。用于执行加工的激光束是包括具有100fs和10ps之间的脉冲持续时间的光脉冲的激光束。其可以具有50khz以上的频率,也就是说以50khz以上的频率发射脉冲或冲击。
[0028]
扫描器12在激光束的路径上设置在用于生成激光束的元件29的输出端与要加工的部件之间。
[0029]
振镜扫描器12是包含1至3条旋转轴线和可能的平移轴线的机电装置,在其上安装有反射镜或透镜类型的光学元件。电压控制的致动器控制这些轴线的运动并能够极其快速且准确地产生激光束在两条或三条轴线上的位移。振镜扫描器12包括能够使激光聚焦于焦点的聚焦装置。对光学元件的运动与激光冲击的触发之间的同步的精细化管理能够形成一种回转体加工部件的生成器。
[0030]
振镜扫描器不同于允许在单个方向上扫描的多面镜扫描器。
[0031]
优选地,扫描器12被布置和/或配置为使激光的焦点以0.5m/s以上或者10m/s以上或者20m/s以上的速度位移。扫描器12被布置和/或配置为使激光的焦点以5m/s2以上或者500m/s2以上或者5000m/s2以上或者50000m/s2以上的加速度位移。
[0032]
有利地,扫描器12被安装成能沿着与第一轴线x和第二轴线y正交的第三轴线z平移移动。换句话说,扫描器安装在与第一轴线x正交的平移轴线上。因此,振镜扫描器可以将激光束的焦点定位在所需的点处,特别是定位在位于被加工的材料棒的水平中间平面上的切线上。
[0033]
系统有利地包括可以控制加工方法或用于操作系统的方法的自动化模块6。
[0034]
自动化模块6包括用于实时测量组件的至少一个尺寸、特别是直径的元件7。增添该元件对于在大约1微米的公差内生产包括几十微米直径的组件来说是决定性的。
[0035]
事实上,聚焦的飞秒激光束的直径通常是大约20微米,并且场深度是相同量。
[0036]
在采用径向入射的激光束加工方法中,激光冲击撞击位于直接烧蚀层下方的材料层。这是激光束的不可压缩的场深度造成的。这种物理限制导致不能生产直径精度小于光束尺寸的数量级(即,20微米)的回转体部件。
[0037]
使用切向入射的激光束克服了这种限制。仅使用激光束的高斯轮廓的边缘来执行烧蚀。在这种特定情况下,连续的激光冲击不会导致额外的烧蚀。因此,直径尺寸的精度由激光束的定位精度限定而不是由其尺寸限定。激光束的定位精度自身由扫描器12和用于使主轴3在轴线y上位移的元件5的定位精确度来限定,并且大约为1微米。
[0038]
测量精度为大约1微米的测量元件7对直径尺寸的伺服控制与切向光束烧蚀方法相结合,可以在轮廓生成器上生产精度具有相同的数量级(即,1微米)的车削部件。
[0039]
自动化模块6还有利地包括用于根据测量元件7执行的测量来对激光的参数和/或激光束的位移进行伺服控制的模块8。
[0040]
自动化模块6驱动系统的多个致动器,包括主轴3和/或副主轴4和/或激光束生成元件29。这种控制可以特别是根据所加工的部件的尺寸的测量值来执行。例如,伺服控制模块8可以根据要加工的部件的尺寸、特别是要加工的部件的直径对主轴3或副主轴4的旋转速度进行伺服控制。因此,例如可以根据要加工的直径的理论值来改变主轴和副主轴的速度,从而使激光撞击具有相同的宽度覆盖率(随主轴的旋转速度、加工直径和激光频率而变)。更一般来说,例如可以根据组件的直径和/或部分来改变主轴和副主轴的速度以获得可变或恒定的覆盖率,从而获得特定的表面纹理,例如在组件的不同部分上具有不同的表面纹理。
[0041]
测量元件7可以是光学测微计。
[0042]
另外,包括测量元件7的自动化模块6可以跟踪生产,以纠正加工方法中的任何偏差。通过经由测量元件7采集数据,可以提高组件加工的可重复性。通过经由测量元件7采集
数据,可以以非常高的精度实现组件的最终尺寸,这在没有这种伺服控制的情况下是不可实现的,特别是因为加工中的偏差和/或主轴的非常高的旋转速度。
[0043]
自动化模块6有利地包括旋转编码器9,其被配置为持续地获知主轴的角位置,特别是主轴的绝对角位置。
[0044]
此外,自动化模块6有利地包括同步模块10,其被配置为使激光的脉冲与主轴的角位置同步。
[0045]
因此,可以使该角位置与扫描器的扫描同步。因此,可以想到生产包括不在第一轴线上回转的表面的部件,例如具有螺距、齿、径向钻孔、平坦部、凹槽的表面、非圆形截面的表面等。
[0046]
系统有利地包括送料器11。被包含在该系统中的送料器可以在不执行副主轴的旋转的情况下简单地使材料棒向主轴中的插入自动化。材料棒随后被插入到主轴和副主轴之间的空间中,然后由副主轴将其推入到主轴的夹具中。
[0047]
下文描述一种激光车削方法、特别是激光棒料车削的执行方式。
[0048]
该方法可以从材料棒获得钟表组件。该方法包括使用先前描述的激光车削系统。
[0049]
激光束l的位移通过振镜扫描器12的激活来控制。这允许激光束非常快速地位移。因此,激光束在要加工的部件上的撞击覆盖率降低,并且加工质量更高。该覆盖率被定义为(i)激光束在部件上的两次连续撞击的相交部的表面积与(ii)激光束在部件上的一次撞击的表面积之间的比率。
[0050]
激光束优选聚焦在部件的水平中间平面x-y上,该平面对应于穿过主轴的第一旋转轴线x的水平面。光束还被定向为相对于旋转棒切向地入射或基本上切向地入射,也就是说被定向在第三轴线z上或基本上定向在第三轴线z上,并且在跟随所需的组件最终外形的轨迹t上位移,如图2中所示。
[0051]
以这种方式,要加工的部件的相关半径的材料被完全烧蚀掉,不会在继续激光冲击的情况下产生额外的烧蚀。这在激光并非切向入射、特别是激光束径向入射的情况下不会发生。事实上,在这个假设中,额外的冲击将导致额外的烧蚀。
[0052]
此外,在激光束切向入射的情况下,被烧蚀掉的材料在远离光束的方向上喷射,并且不像径向入射的情况那样返回到光束中并中断光束。
[0053]
这种配置允许对加工道次进行完美控制。另外,光束的高斯轮廓的边缘与要加工的部件的表面接触。施加到部件表面的能量低于烧蚀阈值,因此部件的表面相当于经受了一个精修道次,从而平整了残留的材料。
[0054]
有利地,要加工的部件的轮廓生成线由系统6产生。在部件的加工期间,激光束的焦点通过振镜扫描器12的作用在平面x-y中沿着轨迹t沿着该线构成的轮廓位移。此外,为了执行部件的加工,使部件围绕第一轴线x旋转,并且通过尤其是使用移动模块2的元件5而使其在平面x-y中、特别是在第二轴线y上位移使生成线逐渐靠近第一轴线x。由激光束产生的生成线的不同的路径各自构成了一个加工道次。
[0055]
先前描述的方法的实施可以获得组件的实施方式,该组件特别是钟表组件60,尤其是钟表轴杆。优选地,该组件具有3mm以下的直径和/或15mm以下的长度。
[0056]
图3示出了钟表100、特别是表、尤其是手表的实施方式。该钟表包括先前描述的钟表组件60。
[0057]
激光加工技术可以克服上述的工具磨损,而且还可以提供以下优点:
[0058]-可以加工的材料的范围大大地变宽,因为不再需要考虑碎屑的表现(特别是与传统上含有硫作为断屑物的棒形车削钢相比)。
[0059]-切削力可忽略不计并且棒不振动。事实上,可以对激光冲击的频率进行伺服控制,使得随着加工的进行加工的部件的本征模绝不发生改变。
[0060]-不需要润滑剂,飞秒激光的加工是无热的。
[0061]-在加工的同时可以进行表面的硬化和/或表面的纹理化。
[0062]
在本文件中,词语“棒”、“部件”和“组件”用于表示处于不同生产阶段的组件。词语“棒”优选表示激光加工开始之前和激光加工开始时的材料棒50。词语“部件”优选表示激光加工期间的棒或组件。词语“组件”优选表示激光加工结束时和激光加工之后的组件60。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。