1.本实用新型涉及辊道润滑技术领域,具体为一种轧线辊道润滑装置。
背景技术:
2.目前,国内热轧生产系统中,铝材热轧温度一般在 350 ~520℃之间,在此温度下,轧辊极易发生粘铝现象,因此在批次生产结束后的换产工作里,其中有一项工作是辊道粘铝的清理,主要采用的方式是清辊器包裹砂带打磨,打磨的过程中会产生大量灰尘,清理时间较长。我公司热轧生产过程中,批次换产主要工作是换辊、清理辊道、冲洗轧机。每次换产时间大概需要150分钟,每个月平均换产27次,大概需要时间67.5个小时。换产工作中耗时最长的就是辊道清理工作,大概需要120分钟,人工清理费时费力,降低了工作效率,增加了人力成本。
技术实现要素:
3.本实用新型要解决的技术问题是克服现有的缺陷,提供一种轧线辊道润滑装置,通过在中间坯料运输辊道下面安装润滑装置,对中间辊道进行雾化喷油进行润滑,在轧辊表面和带材表面形成润滑油膜,降低了轧辊和带材之间的摩擦力,从而减少轧制过程中产生的铝粉,解决了辊道粘铝问题,大幅减少辊道清理频次,可以有效解决背景技术中的问题。
4.为实现上述目的,本实用新型提供如下技术方案:一种轧线辊道润滑装置,包括油气润滑主站,所述油气润滑主站包括油箱和供油管路,油箱内设置有油泵,油泵的出口与出油管连接,出油管上设置有主站分配器,主站分配器的一个出油口通过管路连接压力表,主站分配器的另一个出油口与供油管路连接,供油管路的出油端分别与两个卫星站连接,两个卫星站上均设置有用于对辊道润滑的喷嘴,供油管路上还设置有过滤器一和蓄能器。
5.作为本实用新型的一种优选技术方案,所述油箱内设置有液位计和液位报警器。
6.作为本实用新型的一种优选技术方案,两个所述卫星站均包括设置在供油管路上的四个支路管,四个支路管上均设置有卫星站电磁阀和卫星站分配器,每个卫星站分配器分出三个送油管路,每个送油管路的出口端均设置有一个一级分配器,每个一级分配器连接两个喷嘴管路,每个喷嘴管路的出口端均设置有一个二级分配器,二级分配器上均匀设置有喷嘴。
7.作为本实用新型的一种优选技术方案,两个所述卫星站之间还设置有调压管路,调压管路的各支路通过调压分配器与送油管路连接,调压管路上设置有调压阀和与各调压分配器对应的调压电磁阀。
8.作为本实用新型的一种优选技术方案,其中一个卫星站上的二级分配器均为八支路,另一个卫星站上的二级分配器包括八支路分配器和十支路分配器。
9.与现有技术相比,本实用新型的有益效果是:通过在中间坯料运输辊道下面安装润滑装置,对中间辊道进行雾化喷油进行润滑,在轧辊表面和带材表面形成润滑油膜,降低
了轧辊和带材之间的摩擦力,从而减少轧制过程中产生的铝粉,解决了辊道粘铝问题,大幅减少辊道清理频次,节约换产时间至少60分钟,降低了人力成本,提高了工作效率。
附图说明
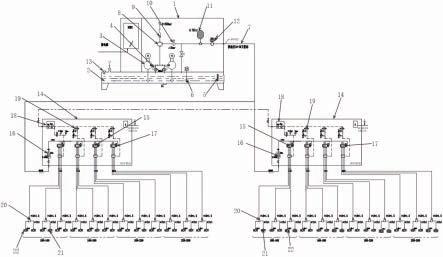
10.图1为本实用新型的结构示意图;
11.图2为本实用新型油气润滑主站的结构示意图;
12.图3为本实用新型其中一个卫星站及其喷嘴的结构示意图;
13.图4为本实用新型另一个卫星站及其喷嘴的结构示意图。
14.图中:1油气润滑主站、2油箱、3油泵、4溢流阀、5液位计、6液位报警器、7供油管路、8主站分配器、9压力表、10过滤器一、11蓄能器、12主站电磁阀、13排气孔、14卫星站、15卫星站分配器、16过滤器二、17卫星站电磁阀、18调压阀、19调压电磁阀、20一级分配器、21二级分配器、22喷嘴。
具体实施方式
15.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
16.请参阅图1-4,本实用新型提供一种技术方案:一种轧线辊道润滑装置,粗轧机出口到t1剪入口共计50根辊道需设计辊道润滑装置对辊子进行润滑从而减少辊道粘铝,因此设计一个油气润滑主站1和两个卫星站14;辊道分别布置在轧机等设备前后,每个区域的辊道实际数量并不相同,我公司的轧线辊道分为前后两个区域,轧机前部的辊道数量为24,轧机后部的辊道数量为26,因此其中一个卫星站14用于对前部的24个辊道供油润滑,另一个卫星站14用于对后部的26个辊道供油润滑。
17.通过在中间坯料运输辊道下面安装润滑装置,对中间辊道进行雾化喷油进行润滑,在轧辊表面和带材表面形成润滑油膜,降低了轧辊和带材之间的摩擦力,从而减少轧制过程中产生的铝粉,解决了辊道粘铝问题,大幅减少辊道清理频次,节约换产时间至少60分钟,每个月可以节约至少一天的时间用于生产,同时大大降低了人力成本,提高了工作效率。
18.油气润滑主站1包括容量为500l的油箱2和供油管路7,油箱2内的润滑介质优选运动粘度为iso vg220^ 320cst/40
°ꢀ
c粘度等级的油品;油箱2上还设置有排气孔13;油箱2内设置有油泵3,油泵3的出口与出油管连接,油泵3上还设置有溢流管和溢流阀4,出油管上设置有主站分配器8,主站分配器8的一个出油口通过管路连接压力表9,压力表9的检测范围为0~250bar,用于检测主管路的压力;
19.主站分配器8的另一个出油口与供油管路7连接,供油管路7上设置有用于控制管路开关的主站电磁阀12,此外供油管路7上还设置有过滤器一10和蓄能器11,分别用于过滤固体杂质和调节系统压力,蓄能器11的容量为0.75l。
20.供油管路7的出油端分别与两个卫星站14连接,两个卫星站14均包括设置在供油管路7上的四个支路管,四个支路管上均设置有卫星站电磁阀17和卫星站分配器15,每个卫
星站分配器15分出三个送油管路,每个送油管路的出口端均设置有一个一级分配器20,每个一级分配器20连接两个喷嘴管路,每个喷嘴管路的出口端均设置有一个二级分配器21,二级分配器21上均匀设置有喷嘴22。
21.具体的,两个卫星站分别为1号卫星站和2号卫星站,1号卫星站上的二级分配器21均为8支路分配器,2号卫星站上的二级分配器21包括16个8支路分配器和8个10支路分配器,2号卫星站的每个卫星站电磁阀17分别控制4个8支路分配器和2个10支路分配器,即:1号卫星站的4个卫星站电磁阀17分别控制48个喷嘴22,2号卫星站的4个卫星站电磁阀17分别控制52个喷嘴22。
22.油气润滑泵主站1和两个卫星站14均安装在粗轧机至t1剪入口区域传动侧地面,润滑喷嘴布置在每根辊道的下方,每根辊道安装8个润滑喷嘴,操作侧4个,传动侧4个。辊道长度为2600mm,运料宽度范围为900~2500mm,单侧需要润滑的区域范围为800mm,单个喷嘴最大覆盖面积为250mm,考虑交叉覆盖部分,单个喷嘴实际覆盖范围仅按照200mm计算,将辊道润滑分为4个区间段,即辊子长度范围内900~1300mm区间布置2个喷嘴 ,1300~1700区间布置2个喷嘴,1700~2100区间布置2个喷嘴,2100~2500区间布置2个喷嘴,实现每种规格料宽都能覆盖润滑。
23.具体工作时,1号卫星站用于润滑前部的24个辊道,其4个卫星站电磁阀17分别控制上述四个区间的辊道润滑,每个卫星站电磁阀17分别控制一个区间范围内的24个辊道即48个喷嘴;2号卫星站用于润滑后部的26个辊道,其其4个卫星站电磁阀17分别控制上述四个区间的辊道润滑,每个卫星站电磁阀17分别控制一个区间范围内的26个辊道即52个喷嘴。
24.通过控制相应的卫星站电磁阀17的开关,即可控制润滑宽度,在实际工作时可以根据中间坯料的宽度灵活控制,实现精准润滑,从而节约润滑油。
25.润滑系统采用的喷嘴是雾化喷嘴,单次喷射量非常小,不仅解决了辊道粘铝问题,可以大幅减少辊道清理频次,节约换产时间还可以解决润滑油收集问题,降低润滑成本。
26.主站至卫星站管路为18*2mm,卫星站进油管10*1mm,卫星站到二级分配器18*1.5mm,一级分配器到二级分配器12*1mm,二级分配器到各个润滑点6*1mm。
27.优选的,油箱2内设置有液位计5和液位报警器6,用于对油箱2的油液余量进行检测和报警,液位低(l)时,报警;液位过低(ll)时,停泵。
28.优选的,两个卫星站14之间还设置有调压管路,调压管路的各支路通过调压分配器与送油管路连接,调压管路上设置有调压阀18和与各调压分配器对应的调压电磁阀19,用于输送压缩空气为喷嘴加压及雾化等;卫星站压缩空气管道直径34*3mm。
29.进一步的,供油管路7上靠近1号卫星站和2号卫星站处均设置有过滤器二16,用于过滤杂质,保证润滑效果。
30.本技术中所提及的各电磁阀、液位计、液位报警器、分配器等均为现有技术,其具体结构及型号可以根据实际需要选择,在此不作限定。
31.需要说明的是,本技术中所用的电磁阀、液位计、液位报警器等电元器件均由主机控制箱控制,并由外部电源供电,其控制方式为现有技术中常用的方法,在此不作详述。
32.本实用新型中未公开部分均为现有技术,其具体结构、材料及工作原理不再详述。尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解
在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。