1.本发明属于高速钢拉拔盘丝技术领域,具体涉及一种高速钢拉拔盘丝的生产方法。
背景技术:
2.高速钢是一种具有高硬度、高耐磨性和高耐热性的工具钢,又称高速工具钢或锋钢,俗称白钢。高速钢是美国机械与管理工程师泰勒和冶金学家怀特于1898年创制的。它是一种成分复杂的合金钢,含有钨、钼、铬、钒、钴等碳化物形成元素。合金元素总量达10~25%左右。它在高速切削产生高热情况下(约500℃)仍能保持高的硬度,hrc能在60以上。高速钢的工艺性能好,强度和韧性配合好,因此主要用来制造复杂的薄刃和耐冲击的金属切削刀具,也可制造高温轴承和冷挤压模具等。除用熔炼方法生产的高速钢外,20世纪60年代以后又出现了粉末冶金高速钢,它的优点是避免了熔炼法生产所造成的碳化物偏析而引起机械性能降低和热处理变形。
3.高速钢的热处理工艺较为复杂,必须经过淬火、回火等一系列过程。淬火时,由于它的导热性差一般分两阶段进行。为避免引起大的热应力,先在800~850℃预热,然后迅速加热到淬火温度1190~1290℃,不同牌号实际使用时温度有区别,后油冷或空冷或充气体冷却。工厂大多采用盐炉加热,现在使用真空炉也相当广泛。淬火后因内部组织还保留大约30%的残余奥氏体没有转变成马氏体,影响了高速钢的性能。为使残余奥氏体转变,进一步提高硬度和耐磨性,一般要进行2~3次回火,回火温度560℃,每次保温1小时。
4.传统的高速钢拉拔生产工艺流程是:“热轧盘条
→
酸洗
→
冷拔
→
退火”,表面采用酸洗去除氧化皮,不能去除脱碳层。酸洗方法受环保影响,一般不允许采用。常规的退火工序中多用井式电退火炉,也有用真空退火炉。采用常规的井式电退火炉内是含有氧化气氛,造成高速钢钢丝表面脱碳。真空退火炉设备造价高,退火成本高。在这些工艺中盘形不舒畅,容易存在死弯,硬度不易控制。
技术实现要素:
5.(一)发明目的鉴于以上所述现有技术的缺点,本发明的目的是为了提供一种高速钢拉拔盘丝的生产方法,采用这种方法可以满足拉拔盘丝要具备表面轻微渗碳、盘形舒畅不得存在局部死弯、硬度控制合适范围的质量要求,从而保证生产预硬高速钢丝的质量。
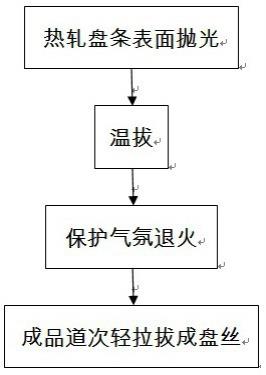
6.(二)技术方案为解决上述问题,本发明提供了一种高速钢拉拔盘丝的生产方法:包括热轧盘条表面抛光、温拔、保护气氛退火、成品道次轻拉拔成盘丝的工序,在所述热轧盘条表面抛光工序中,采用砂带抛光机抛光热轧盘条表面,去除热轧盘条表面的氧化皮和脱碳层;在所述保护气氛退火工序中,通过控制炉内气氛是轻微的渗碳气氛,使得退火后的拉拔盘丝表面产生渗碳层;
在所述成品道次轻拉拔工序中,通过控制拉拔减径量的工艺,控制盘丝表层硬度和盘丝芯部硬度。
7.进一步地,在所述保护气氛退火的工序后,依次进行第二次温拔、第二次保护气氛退火,然后才进行所述成品道次轻拉拔成盘丝工序。
8.进一步地,在所述热轧盘条表面抛光工序中,工艺要求是采用粒度为240#砂带粗抛光和粒度为320#砂带精抛光组合,抛光速度为15~30米/分钟,热轧盘条抛光磨削减径量为0.05~0.10mm,表面光洁度为ra0.8~1.6。
9.进一步地,在所述温拔工序中,加热温度控制在150~200℃。
10.进一步地,在所述温拔工序中,加热温度控制在180℃。
11.进一步地,在所述保护气氛退火工序中,通过控制井式电退火炉内气氛是轻微渗碳气氛的工艺,控制退火后的拉拔盘丝表面产生0.10~0.25mm的轻渗碳层。
12.进一步地,在所述保护气氛退火工序中,通过控制井式电退火炉内气氛是轻微渗碳气氛的工艺,控制退火后的拉拔盘丝表面产生0.2mm的轻渗碳层。
13.进一步地,在所述成品道次轻拉拔成盘丝工序中,通过控制拉拔减径量在0.20~0.25mm的工艺,控制盘丝表层硬度在250~280hv,控制盘丝芯部硬度在220~250hb。
14.进一步地,在所述成品道次轻拉拔成盘丝工序中,通过控制拉拔减径量在0.20~0.25mm的工艺,控制盘丝表层硬度为265hv,控制盘丝芯部硬度为235hb。
15.(三)有益效果本发明的上述技术方案具有如下有益的技术效果,本发明提供的一种高速钢拉拔盘丝的生产方法,采用拉拔盘丝来生产预硬高速钢钢丝,具备表面轻微渗碳、盘形舒畅不存在局部死弯、硬度控制合适范围的质量特性,解决了预硬高速钢钢丝生产中出现的“表面脱碳不合格、局部弯曲、直线度不合格”的问题,使得预硬高速钢钢丝具有组织均匀、硬度一致性好、直线度高、脱碳层浅的优点。
附图说明
16.图1为一种高速钢拉拔盘丝的生产方法的工艺流程图。
具体实施方式
17.为使本发明的目的、技术方案和优点更加清楚明了,下面结合具体实施方式并参照附图,对本发明进一步详细说明。应该理解,这些描述只是示例性的,而并非要限制本发明的范围。此外,在以下说明中,省略了对公知结构和技术的描述,以避免不必要地混淆本发明的概念。
18.本发明公开了一种高速钢拉拔盘丝的生产方法,以下分别详细说明。
19.实施例1:图1为一种高速钢拉拔盘丝的生产方法的工艺流程图。
20.一种高速钢拉拔盘丝的生产方法,包括热轧盘条表面抛光、温拔、保护气氛退火、成品道次轻拉拔成盘丝的工序,在所述热轧盘条表面抛光工序中,采用砂带抛光机抛光热轧盘条表面,去除热轧盘条表面的氧化皮和脱碳层;在所述保护气氛退火工序中,通过控制炉内气氛是轻微的渗碳气氛,使得退火后
的拉拔盘丝表面产生渗碳层;在所述成品道次轻拉拔工序中,通过控制拉拔减径量的工艺,控制盘丝表层硬度和盘丝芯部硬度。
21.优选地,在所述保护气氛退火的工序后,依次进行第二次温拔、第二次保护气氛退火,然后才进行所述成品道次轻拉拔成盘丝工序。
22.优选地,在所述热轧盘条表面抛光工序中,工艺要求是采用粒度为240#砂带粗抛光和粒度为320#砂带精抛光组合,抛光速度为15~30米/分钟,热轧盘条抛光磨削减径量为0.05~0.10mm,表面光洁度为ra0.8~1.6。
23.优选地,在所述温拔工序中,加热温度控制在150~200℃。
24.具体地,在所述温拔工序中,加热温度控制在180℃。
25.优选地,在所述保护气氛退火工序中,通过控制井式电退火炉内气氛是轻微渗碳气氛的工艺,控制退火后的拉拔盘丝表面产生0.10~0.25mm的轻渗碳层。
26.具体地,在所述保护气氛退火工序中,通过控制井式电退火炉内气氛是轻微渗碳气氛的工艺,控制退火后的拉拔盘丝表面产生0.2mm的轻渗碳层。
27.优选地,在所述成品道次轻拉拔成盘丝工序中,通过控制拉拔减径量在0.20~0.25mm的工艺,控制盘丝表层硬度在250~280hv,控制盘丝芯部硬度在220~250hb。
28.具体地,在所述成品道次轻拉拔成盘丝工序中,通过控制拉拔减径量在0.20~0.25mm的工艺,控制盘丝表层硬度为265hv,控制盘丝芯部硬度为235hb。
29.实施例2:图1为一种高速钢拉拔盘丝的生产方法的工艺流程图。
30.一种高速钢拉拔盘丝的生产方法,包括热轧盘条表面抛光、温拔、保护气氛退火、成品道次轻拉拔成盘丝的工序,在所述热轧盘条表面抛光工序中,采用砂带抛光机抛光热轧盘条表面,去除热轧盘条表面的氧化皮和脱碳层;在所述保护气氛退火工序中,通过控制炉内气氛是轻微的渗碳气氛,使得退火后的拉拔盘丝表面产生渗碳层;在所述成品道次轻拉拔工序中,通过控制拉拔减径量的工艺,控制盘丝表层硬度和盘丝芯部硬度。
31.具体地,在所述保护气氛退火的工序后,依次进行第二次温拔、第二次保护气氛退火,然后才进行所述成品道次轻拉拔成盘丝工序。
32.具体地,在所述热轧盘条表面抛光工序中,工艺要求是采用粒度为240#砂带粗抛光和粒度为320#砂带精抛光组合,抛光速度为20米/分钟,热轧盘条抛光磨削减径量为0.08mm,表面光洁度为ra1.2。
33.具体地,在所述温拔工序中,加热温度控制在180℃。
34.具体地,在所述保护气氛退火工序中,通过控制井式电退火炉内气氛是轻微渗碳气氛的工艺,控制退火后的拉拔盘丝表面产生0.2mm的轻渗碳层。
35.具体地,在所述成品道次轻拉拔成盘丝工序中,通过控制拉拔减径量在0.22mm的工艺,控制盘丝表层硬度为265hv,控制盘丝芯部硬度为235hb。
36.在实施例2中生产高速钢预硬钢丝的高速钢材质主要是m2,产品主要规格是4.5~12.5mm。产出的产品应用于制造磨制钻头、磨制丝锥等加长刀具,以及推杆、冲针、冲头、阀
针等模具配件。采用本方法生产的拉拔盘丝为原材料,制造的高速钢预硬钢丝表面脱碳合格、定尺长度精度高,直线度达到0.5mm/m的高标准。
37.应当理解的是,本发明的上述具体实施方式仅仅用于示例性说明或解释本发明的原理,而不构成对本发明的限制。因此,在不偏离本发明的精神和范围的情况下所做的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。此外,本发明所附权利要求旨在涵盖落入所附权利要求范围和边界、或者这种范围和边界的等同形式内的全部变化和修改例。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。