1.本发明涉及聚酯长丝生产技术领域,尤其涉及一种聚酯细旦产业用长丝牵伸卷绕装置。
背景技术:
2.在聚酯细旦长丝领域,不能在一台纺丝及牵伸卷绕装置上同时生产出高强产业用长丝、低缩高强产业用长丝和中强产业用长丝,聚酯细旦产业用长丝的生产设备都是纺制品种单一。
3.随着聚酯细旦产能规模不断放大,产品范围不断扩展,导致使用厂家需要配置不同的设备,如继续按现有工艺制备聚酯细旦产业用长丝,纺丝生产线将变得越来越庞大,也将对生产厂房用地和建筑面积的需求更大,最终将使聚酯细旦产业用长丝纤维的生产成本不断提高,能耗增加,竞争能力减弱;耗费大量财力,这些严重阻碍了聚酯细旦产业用长丝的高速发展。
技术实现要素:
4.本技术提供一种聚酯细旦产业用长丝牵伸卷绕装置,解决了相关技术中聚酯细旦产业用长丝的生产设备存在纺制品种单一的技术问题。
5.本技术提供一种聚酯细旦产业用长丝牵伸卷绕装置,包括按生产工艺依次设置的上油机构、预网络器、第一对低温热辊、第二对中温牵伸热辊、第三对高温牵伸热辊、第四对高温牵伸热辊、第五对牵伸定型热辊、导向导盘组、终网络器和卷绕头,导向导盘组包括第一导向导盘、第二导向导盘和第三导向导盘,第一导向导盘处理从第三对高温牵伸热辊缠绕后输出的丝束、用于生产聚酯细旦中强产业用长丝,第二导向导盘处理从第四对高温牵伸热辊缠绕后输出的丝束、用于生产聚酯细旦高强产业用长丝,第三导向导盘处理从第五对牵伸定型热辊缠绕后输出的丝束、用于生产聚酯细旦低缩高强产业用长丝,牵伸卷绕装置用于同时生产聚酯细旦中强产业用长丝、聚酯细旦高强产业用长丝和聚酯细旦低缩高强产业用长丝中的至少两种。
6.可选地,第一对低温热辊的温度设定为65-90℃、纺速为550-1000m/min;
7.第二对中温牵伸热辊的温度设定为130-160℃、纺速为1375-3500m/min、与第一对低温热辊的牵伸倍数为2.5-3.5倍;
8.第三对高温牵伸热辊的温度设定为140-220℃、纺速1650-4200m/min、与第二对中温牵伸热辊的牵伸倍数为1.2-2.1倍;
9.第四对高温牵伸热辊的温度设定为160-240℃、纺速1600-4000m/min、与第三对高温牵伸热辊的牵伸倍数为0.92-0.98倍;
10.在生产聚酯细旦低缩高强产业用长丝时,第五对牵伸定型热辊的温度设定为200-250℃、纺速1570-3800m/min、与第四对高温牵伸热辊的牵伸倍数为0.92-0.98倍。
11.可选地,在生产聚酯细旦中强产业用长丝时,第一导向导盘的纺速为1650-4200m/
min;
12.在生产聚酯细旦高强产业用长丝时,第二导向导盘的纺速为1600-4000m/min;
13.在生产聚酯细旦低缩高强产业用长丝时,第三导向导盘的纺丝为1570-3800m/min。
14.可选地,采用pet切片生产时:
15.第一对低温热辊的温度设定为85℃、纺速为650m/min;
16.第二对中温牵伸热辊的温度设定为150℃、速度为2080m/min、与第一对低温热辊的牵伸倍数为3.2倍;
17.第三对高温牵伸热辊的温度设定为210℃、纺速3740m/min、与第二对中温牵伸热辊的牵伸倍数为1.8倍;
18.第四对高温牵伸热辊的温度设定为230℃、纺速3515m/min、与第三对高温牵伸热辊的牵伸倍数为0.94倍;
19.在生产聚酯细旦低缩高强产业用长丝时,第五对牵伸定型热辊的温度设定为240℃、纺速3375m/min、与第四对高温牵伸热辊的牵伸倍数为0.96倍。
20.可选地,采用pbt切片生产时:
21.第一对低温热辊的温度设定为80℃、纺速为600m/min;
22.第二对中温牵伸热辊的温度设定为145℃、纺速为1800m/min、与第一对低温热辊的牵伸倍数为3.0倍;
23.第三对高温牵伸热辊的温度设定为215℃、纺速3420m/min、与第二对中温牵伸热辊的牵伸倍数为1.9倍;
24.第四对高温牵伸热辊的温度设定为225℃、纺速3300m/min、与第三对高温牵伸热辊的牵伸倍数为0.96倍;
25.在生产聚酯细旦低缩高强产业用长丝时,第五对牵伸定型热辊的温度设定为235℃、纺速3232m/min、与第四对高温牵伸热辊的牵伸倍数为0.98倍。
26.可选地,采用ptt切片生产时:
27.第一对低温热辊的温度设定为75℃、纺速为580m/min;
28.第二对中温牵伸热辊的温度设定为140℃、纺速为1682m/min、与第一对低温热辊的牵伸倍数为2.9倍;
29.第三对高温牵伸热辊的温度设定为210℃、纺速3532m/min、与第二对中温牵伸热辊的牵伸倍数为2.1倍;
30.第四对高温牵伸热辊的温度设定为222℃、纺速3426m/min、与第三对高温牵伸热辊的牵伸倍数为0.97倍;
31.在生产聚酯细旦低缩高强产业用长丝时,第五对牵伸定型热辊的温度设定为232℃、纺速3358m/min、与第四对高温牵伸热辊的牵伸倍数为0.98倍。
32.可选地,牵伸卷绕装置还包括在丝束路径上:
33.第一导丝轮和第二导丝轮,分别设置于预网络器的前后侧;
34.第一导丝器,设置在上油机构之前;
35.第二导丝器,设置在第二导丝轮和第一对低温热辊之间;
36.第三导丝器,设置在第一对低温热辊和第二对中温牵伸热辊之间。
37.可选地,在高度方向上,第四对高温牵伸热辊偏离第三对高温牵伸热辊与第五对牵伸定型热辊的中间区域,第一导向导盘、第二导向导盘与第四对高温牵伸热辊处于同一高度范围;牵伸卷绕装置还包括在丝束路径上:
38.第四导丝器,设置在第三对高温牵伸热辊和第四对高温牵伸热辊之间;
39.第五导丝器,设置在第三对高温牵伸热辊和第一导向导盘之间;
40.第六导丝器,设置在第四对高温牵伸热辊和第二导向导盘之间。
41.可选地,牵伸卷绕装置包括两个上油机构和与两个上油机构分别配合的两个预网络器,两个上油机构以分别接收从纺丝装置输出的两排丝束,经过预网络器之后的两排丝束以汇为一排的方式传送至第一对低温热辊。
42.可选地,上油机构对丝束进行双面上油;
43.采用pet切片生产时,上油机构的油剂浓度12%,油轮转速10-30r/min,油剂含油率0.8%;
44.采用pbt切片生产时,上油机构的油剂浓度10%,油轮转速10-30r/min,油剂含油率0.7%;
45.采用ptt切片生产时,上油机构的油剂浓度13%,油轮转速10-30r/min,油剂含油率0.9%。
46.本技术有益效果如下:提供一种牵伸卷绕装置,包括按生产工艺依次设置的上油机构、预网络器、第一对低温热辊、第二对中温牵伸热辊、第三对高温牵伸热辊、第四对高温牵伸热辊、第五对牵伸定型热辊、导向导盘组、终网络器和卷绕头,对导向导盘组和终网络器、卷绕头进行差异化设置,导向导盘组包括第一导向导盘、第二导向导盘和第三导向导盘,分别用于从第三对高温牵伸热辊、第四对高温牵伸热辊、第五对牵伸定型热辊的出丝导向并传送至相应的终网络器和卷绕头,分别用于生产聚酯细旦中强产业用长丝、聚酯细旦高强产业用长丝和聚酯细旦低缩高强产业用长丝;本装置在实际生产时可以选择同时生产聚酯细旦中强产业用长丝、聚酯细旦高强产业用长丝和聚酯细旦低缩高强产业用长丝中的至少两种,具有提高生产效率、降低成本、降低能耗的优点,满足市场对差别化、高档化和个性化的需求。
附图说明
47.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例。
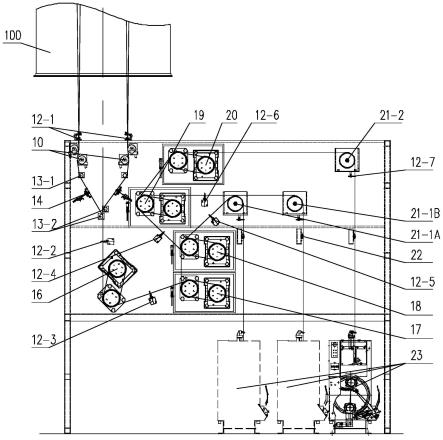
48.图1为本技术提供的一种聚酯细旦产业用长丝牵伸卷绕装置的结构示意图。
具体实施方式
49.本技术实施例通过提供一种聚酯细旦产业用长丝牵伸卷绕装置,解决了相关技术中聚酯细旦产业用长丝的生产设备存在纺制品种单一的技术问题。
50.本技术实施例中的技术方案为解决上述技术问题,总体思路如下:
51.一种聚酯细旦产业用长丝牵伸卷绕装置,包括按生产工艺依次设置的上油机构、预网络器、第一对低温热辊、第二对中温牵伸热辊、第三对高温牵伸热辊、第四对高温牵伸
热辊、第五对牵伸定型热辊、导向导盘组、终网络器和卷绕头,导向导盘组包括第一导向导盘、第二导向导盘和第三导向导盘,第一导向导盘处理从第三对高温牵伸热辊缠绕后输出的丝束、用于生产聚酯细旦中强产业用长丝,第二导向导盘处理从第四对高温牵伸热辊缠绕后输出的丝束、用于生产聚酯细旦高强产业用长丝,第三导向导盘处理从第五对牵伸定型热辊缠绕后输出的丝束、用于生产聚酯细旦低缩高强产业用长丝,牵伸卷绕装置用于同时生产聚酯细旦中强产业用长丝、聚酯细旦高强产业用长丝和聚酯细旦低缩高强产业用长丝中的至少两种。
52.为了更好的理解上述技术方案,下面将结合说明书附图以及具体的实施方式对上述技术方案进行详细的说明。
53.实施例1
54.本实施例提供一种聚酯细旦产业用长丝牵伸卷绕装置,请参照图1,包括按生产工艺依次设置的上油机构10、预网络器14、第一对低温热辊16、第二对中温牵伸热辊17、第三对高温牵伸热辊18、第四对高温牵伸热辊19、第五对牵伸定型热辊20、导向导盘组、终网络器22和卷绕头23。导向导盘组包括第一导向导盘21-1a、第二导向导盘21-1b和第三导向导盘21-2,终网络器22和卷绕头23对应也设置为三组,如图1所示,每组终网络器22和卷绕头23分别设置于各自对应导盘的正下方,以使丝束的这段路径是竖直的。
55.丝束从纺丝装置100平行进入牵伸卷绕装置,依次经过上油机构10、预网络器14、第一对低温热辊16和第二对中温牵伸热辊17,从第二对中温牵伸热辊17缠绕若干圈后传送至第三对高温牵伸热辊18,丝束在第三对高温牵伸热辊18缠绕若干圈后,可选择全部丝束传送至第四对高温牵伸热辊19,或者部分丝束传送至第四对高温牵伸热辊19以及部分丝束可直接传送至第一导向导盘21-1a,进一步传送至第一导向导盘21-1a正下方的终网络器22和卷绕头23,用于生产聚酯细旦中强产业用长丝。
56.丝束传送至第四对高温牵伸热辊19并缠绕若干圈后,可选择全部丝束传送至第五对牵伸定型热辊20,或者部分丝束传送至第五对牵伸定型热辊20以及部分丝束传送至第二导向导盘21-1b,或者全部丝束传送至第二导向导盘21-1b,进一步传送至第二导向导盘21-1b正下方的终网络器22和卷绕头23,用于生产聚酯细旦高强产业用长丝;
57.丝束传送至第五对牵伸定型热辊20缠绕若干圈后,传送至第三导向导盘21-2,进一步传送在第三导向导盘21-2正下方的终网络器22和卷绕头23,用于生产聚酯细旦低缩高强产业用长丝。
58.综上,本实施例的牵伸卷绕装置用于同时生产聚酯细旦中强产业用长丝、聚酯细旦高强产业用长丝和聚酯细旦低缩高强产业用长丝中的至少两种,从而解决了相关技术中聚酯细旦产业用长丝的生产设备存在纺制品种单一的技术问题。从而,能够简化厂家需要配置设备的种类和规模,具体简化了纺丝生产线,也减小了对生产厂房用地和建筑面积的需求的压力,整体上降低了聚酯细旦产业用长丝纤维的生产成本,减少了能耗,增大企业竞争能力,促进聚酯细旦产业用长丝的高速发展。
59.牵伸卷绕装置在丝束路径上设置有导丝器和导丝轮。请参照图1,在某些可实施方案中,牵伸卷绕装置还包括:
60.在丝束路径上第一导丝轮13-1和第二导丝轮13-2,第一导丝轮13-1和第二导丝轮13-2分别设置于预网络器14的前、后侧,丝束经过第一导丝轮13-1后再进入预网络器14,第
一导丝轮13-1对丝束起到导向和卸除部分张力的作用,从预网络器14出来后的丝束再经第二导丝轮13-2,进入后续的机构;
61.在丝束路径上第一导丝器12-1,第一导丝器12-1设置在上油机构10之前,从纺丝装置100的甬道下来的丝束经第一导丝器12-1后再进入上油机构10;
62.在丝束路径上第二导丝器12-2,第二导丝器12-2设置在第二导丝轮13-2和第一对低温热辊16之间,使丝束顺利传送至第一对低温热辊16;
63.在丝束路径上第三导丝器12-3,第三导丝器12-3设置在第一对低温热辊16和第二对中温牵伸热辊17之间,使丝束顺利传送至第二对中温牵伸热辊17。
64.请参照图1,牵伸卷绕装置还设置有其他导丝器,具体设置以丝束的预设路径为主。本方案中涉及的导盘数量为3个、涉及多对辊,需要对辊、导盘的位置进行考虑。
65.本方案提供一种可实施方案,请参照图1,在高度方向上,第四对高温牵伸热辊19偏离第三对高温牵伸热辊18与第五对牵伸定型热辊20的中间区域,第一导向导盘21-1a、第二导向导盘21-1b与第四对高温牵伸热辊19处于同一高度范围。以此,从第三对高温牵伸热辊18的出丝具有不干扰的两条路径走向,从第四对高温牵伸热辊19的出丝也具有不干扰的两条路径走向,也不会干扰第五对牵伸定型热辊20的出丝的路径;并且,装置整体的高度较小,有利于简化牵伸卷绕装置的整体尺寸规格。
66.请参照图1,牵伸卷绕装置还包括:
67.在丝束路径上的第四导丝器12-4,第四导丝器12-4设置在第三对高温牵伸热辊18和第四对高温牵伸热辊19之间,以使丝束顺利传送至第四对高温牵伸热辊19;
68.在丝束路径上的第五导丝器12-5,第五导丝器12-5设置在第三对高温牵伸热辊18和第一导向导盘21-1a之间,以使丝束顺利传送至第一导向导盘21-1a;
69.在丝束路径上的第六导丝器12-6,第六导丝器12-6设置在第四对高温牵伸热辊19和第二导向导盘21-1b之间,以使丝束顺利传送至第二导向导盘21-1b;
70.在丝束路径上的第七导丝器12-7,第七导丝器12-7设置在各导盘的出丝位置附近,以使丝束顺利传送至各自对应的终网络器22;
71.请参照图1,丝束从第二对中温牵伸热辊17传送至第三对高温牵伸热辊18时,丝束是沿笔直向上的,因此在此处没有额外设置导丝器;
72.请参照图1,丝束从第五对牵伸定型热辊20至第三导向导盘21-2时,是沿水平方向,也没有在此处额外设置导丝器。
73.可选地,请参照图1,牵伸卷绕装置包括两个上油机构10和与两个上油机构10分别配合的两个预网络器14,两个上油机构10以分别接收从纺丝装置输出的两排丝束,经过预网络器14之后的两排丝束以汇为一排的方式传送至第一对低温热辊16。具体地,请参照图1,分别对应两排丝束的两个第二导丝轮13-2相互靠近,其在高度上间隔设置,在水平方向上刚好挨着,使得两排丝束再经过两个第二导丝轮13-2后能够汇成一排丝束,且该一排丝束时笔直朝下的。
74.以上限定了两个上油机构10分别接收从纺丝装置输出的两排丝束,目的在于纺丝装置所输出的两排丝束可能材料相同、可能材料不同。一般地,纺制聚酯细旦中强产业用长丝是采用的普通切片,纺制聚酯细旦高强产业用长丝和聚酯细旦低缩高强产业用长丝需要采用高粘切片,普通切片与高粘切片相比,具有明显差别。
75.在生产聚酯细旦高强和/或中强产业用长丝的过程中,涉及对各对辊进一步设定,具体的,第一对低温热辊16的温度设定为65-90℃、纺速为550-1000m/min;第二对中温牵伸热辊17的温度设定为130-160℃、纺速为1375-3500m/min、与第一对低温热辊16的牵伸倍数为2.5-3.5倍;第三对高温牵伸热辊18的温度设定为140-220℃、纺速1650-4200m/min、与第二对中温牵伸热辊17的牵伸倍数为1.2-2.1倍;第四对高温牵伸热辊19的温度设定为160-240℃、纺速1600-4000m/min、与第三对高温牵伸热辊18的牵伸倍数为0.92-0.98倍;在生产聚酯细旦低缩高强产业用长丝时,第五对牵伸定型热辊20的温度设定为200-250℃、纺速1570-3800m/min、与第四对高温牵伸热辊19的牵伸倍数为0.92-0.98倍。
76.在生产聚酯细旦高强和/或中强产业用长丝的过程中,对各导盘的纺速进一步限定,卷绕头23的速度小于对应导盘的速度,具体的,在生产聚酯细旦中强产业用长丝时,第一导向导盘21-1a的纺速为1650-4200m/min;在生产聚酯细旦高强产业用长丝时,第二导向导盘21-1b的纺速为1600-4000m/min;在生产聚酯细旦低缩高强产业用长丝时,第三导向导盘21-2的纺丝为1570-3800m/min。
77.从纺丝装置100生产出来的涤纶细旦产业用长丝,平行经过第一导丝器12-1进入上油机构10上油,为了避免由于强烈的偏转和缠绕引起损坏以及为了避免不同的物理特性,在丝线偏转时不允许超出确定的极限值是已知的。采用平行纺丝,机架上部设有安装面板,依次分布于安装面板上的上油机构10、热辊与纺丝装置100的纺丝箱平行排布。上油机构10包括一次上油、二次上油,还可分别呈单面上油、双面上油,在本实施例中优选双面上油。
78.当采用pet(聚对苯二甲酸乙二酯)切片纺聚酯细旦产业用长丝,纺33dtex-111dtex,24头配置;纺125dtex-333dtex,12头配置;采用双上油配置,油剂浓度12%,油轮转速10-30r/min,优选18-25r/min,进一步优选20r/min,油剂含油率0.8%。
79.当采用pbt(聚对苯二甲酸丁二酯)切片纺聚酯细旦产业用长丝,纺33dtex-111dtex,24头配置;纺125dtex-333dtex,12头配置;采用双上油配置,油剂浓度10%,油轮转速10-30r/min,优选18-25r/min,进一步优选18r/min,油剂含油率0.7%。
80.当采用ptt(聚对苯二甲酸丙二酯)切片纺聚酯细旦产业用长丝,纺33dtex-111dtex,24头配置;纺125dtex-333dtex,12头配置;采用双上油配置,油剂浓度13%,油轮转速10-30r/min,优选18-25r/min,进一步优选19r/min,油剂含油率0.9%。
81.上述方案省略了以往常设置的喂入辊与分丝辊,将喂入和分丝功能转移到第一对低温热辊16上。基于pet、pbt和ptt,可选地,在pbt和ptt切片生产时,可以在上述装置的基础上于预网络器14和第一对低温热辊16之间增设一对喂入辊与分丝辊。
82.实施例2
83.基于实施例1的聚酯细旦产业用长丝牵伸卷绕装置,纺丝装置100向牵伸卷绕装置平行输入的两排丝束,以每排丝束12头举例说明,本实施例对采用pet切片生产时进行具体说明。
84.采用pet切片,纺聚酯细旦产业用长丝,丝束自上而下垂直相连,经过可左右移动相向上油机构10上油并经过第一导丝轮13-1进入预网络器14,再进入第二导丝轮13-2,然后进入第二导丝器12-2,传送至第一对低温热辊16,第一对低温热辊16的尺寸为φ250mmx550mm,其辊壳表面为陶瓷,表面粗糙度ra=2.1-2.5um。丝束在第一对低温热辊16表
面稳定铺开,并对丝束进行了低温预加热,温度设定为85℃,速度为650m/min。丝束在第一对低温热辊16上缠绕5圈(24头)后传至第二对中温牵伸热辊17,第二对中温牵伸热辊17的尺寸为φ250mmx550mm,其辊壳表面为陶瓷,表面粗糙度ra=2.1-2.5um。第二对中温牵伸热辊17与第一对低温热辊16牵伸倍数一般为3.2倍,温度设定为150℃,速度为2080m/min。丝束在第二对中温牵伸热辊17上缠绕5圈(24头)后传送至第三对高温牵伸热辊18,第三对高温牵伸热辊18的尺寸为φ250mmx550mm,其辊壳表面为陶瓷,表面粗糙度ra=2.1-2.5um。第三对高温牵伸热辊18与第二对中温牵伸热辊17牵伸倍数一般为1.8倍,温度设定为210℃,纺速3740m/min。丝束在第三对高温牵伸热辊18上缠绕5圈(24头)后分成两路丝束,每束12头,其中一束丝传送至第一导向导盘21-1a,第一导向导盘21-1a的尺寸为φ180x300mm,其辊壳表面为陶瓷,表面粗糙度ra=2.1-2.5um,无加热功能,纺速3740m/min,消除张力缠绕后送至终网络22打结,丝束打结后依次传送至ibwa系列卷绕装置23完成卷绕,12头采用1个卷绕装置23(即卷绕头)完成,纺速3700m/min。从而,可以生产12头的聚酯pet细旦中强产业用长丝。
85.另外一束丝(12头)传送至第四对高温牵伸热辊19上,第四对高温牵伸热辊19的尺寸为φ250mmx550mm,其辊壳表面为陶瓷,表面粗糙度ra=2.1-2.5um。第四对高温牵伸热辊19与第三对高温牵伸热辊18牵伸倍数一般为0.94倍,温度设定为230℃,纺速3515m/min。丝束在第四对高温牵伸热辊19上缠绕9圈(12头)再次分丝,一路丝束(6头)传送至第二导向导盘21-1b,第二导向导盘21-1b的尺寸为φ180x300mm,辊壳表面为陶瓷,表面粗糙度ra=2.1-2.5um,无加热功能,纺速3515m/min,消除张力缠绕后送至终网络22打结,丝束打结后依次传送至ibwa系列卷绕装置23完成卷绕,6头采用1个卷绕装置23完成,纺速3500m/min。从而,可以生产6头的聚酯pet细旦高强产业用长丝。
86.另外一丝束(6头)在第四对高温牵伸热辊19上缠绕9圈(6头)后传送至第五对牵伸定型热辊20上,第五对牵伸定型热辊20的尺寸为φ250mmx550mm,其辊壳表面为陶瓷,表面粗糙度ra=2.1-2.5um。第五对牵伸定型热辊20与第四对高温牵伸热辊19牵伸倍数一般为0.96倍,温度设定为240℃,纺速3375m/min。丝束在第五对牵伸定型热辊20上缠绕9圈(6头)后传送至第三导向导盘21-2,第三导向导盘21-2的尺寸为φ180x300mm,其辊壳表面为陶瓷,表面粗糙度ra=2.1-2.5um,无加热功能,纺速3375m/min,消除张力缠绕后送至终网络22打结,丝束打结后依次传送至ibwa系列卷绕装置23完成卷绕,6头采用1个卷绕装置23完成,纺速3340m/min。从而,可以生产6头的聚酯pet细旦低缩高强产业用长丝。
87.也可以选择另外一束丝(12头)传送至第四对高温牵伸热辊19上,其辊壳表面为陶瓷,表面粗糙度ra=2.1-2.5um。第四对高温牵伸热辊19与第三对高温牵伸热辊18牵伸倍数一般为0.94倍,温度设定为230℃,纺速3515m/min。丝束在第四对高温牵伸热辊19上缠绕9圈(12头)传送至第二导向导盘21-1b,其辊壳表面为陶瓷,表面粗糙度ra=2.1-2.5um,无加热功能,纺速3515m/min,消除张力缠绕后送至终网络22打结,丝束打结后依次传送至ibwa系列卷绕装置23完成卷绕,12头采用1个卷绕装置23完成,纺速3500m/min。从而,可以生产12头的聚酯pet细旦高强产业用长丝。
88.或丝束在第三对高温牵伸热辊18上缠绕后传送至第四对高温牵伸热辊19,丝束(12头)在第四对高温牵伸热辊19缠绕后传送至第五对牵伸定型热辊20,其辊壳表面为陶瓷,表面粗糙度ra=2.1-2.5um。第五对牵伸定型热辊20与第四对高温牵伸热辊19牵伸倍数
一般为0.96倍,温度设定为240℃,纺速3375m/min。丝束在第五对牵伸定型热辊20缠绕后分别传送至第三导向导盘21-2,无加热功能,纺速3375m/min,丝束在第三导向导盘21-2缠绕后传送至终网络22打结,丝束打结后依次传送至卷绕装置23完成卷绕,纺速3340m/min。从而,可以生产12头聚酯pet差别化细旦低缩高强产业用长丝。
89.实施例3
90.基于实施例1的聚酯细旦产业用长丝牵伸卷绕装置,纺丝装置100向牵伸卷绕装置平行输入的两排丝束,以每排丝束12头举例说明,本实施例对采用pbt切片生产时进行具体说明。
91.采用pbt切片,纺聚酯细旦产业用长丝,丝束自上而下垂直相连,经过可左右移动相向上油机构10上油并经过第一导丝轮13-1进入预网络器14,再进入第二导丝轮13-2,然后进入第二导丝器12-2,传送至第一对低温热辊16,第一对低温热辊16的尺寸为φ250mmx550mm,其辊壳表面为陶瓷,表面粗糙度ra=2.1-2.5um。丝束在第一对低温热辊16表面稳定铺开,并对丝束进行了低温预加热,温度设定为80℃,速度为600m/min。丝束在第一对低温热辊16上缠绕5圈(24头)后传至第二对中温牵伸热辊17,第二对中温牵伸热辊17的尺寸为φ250mmx550mm,其辊壳表面为陶瓷,表面粗糙度ra=2.1-2.5um。第二对中温牵伸热辊17与第一对低温热辊16牵伸倍数一般为3.0倍,温度设定为145℃,速度为1800m/min。丝束在第二对中温牵伸热辊17上缠绕5圈(24头)后传送至第三对高温牵伸热辊18,第三对高温牵伸热辊18的尺寸为φ250mmx550mm,其辊壳表面为陶瓷,表面粗糙度ra=2.1-2.5um。第三对高温牵伸热辊18与第二对中温牵伸热辊17牵伸倍数一般为1.9倍,温度设定为215℃,纺速3420m/min。丝束在第三对高温牵伸热辊18上缠绕5圈(24头)后分成两路丝束,每束12头,其中一束丝传送至第一导向导盘21-1a,第一导向导盘21-1a的尺寸为φ180x300mm,其辊壳表面为陶瓷,表面粗糙度ra=2.1-2.5um,无加热功能,纺速3420m/min,消除张力缠绕后送至终网络22打结,丝束打结后依次传送至ibwa系列卷绕装置23完成卷绕,12头采用1个卷绕装置23完成,纺速3400m/min。从而,可以生产12头的聚酯pbt细旦中强产业用长丝。
92.另外一束丝(12头)传送至第四对高温牵伸热辊19上,第四对高温牵伸热辊19的尺寸为φ250mmx550mm,其辊壳表面为陶瓷,表面粗糙度ra=2.1-2.5um。第四对高温牵伸热辊19与第三对高温牵伸热辊18牵伸倍数一般为0.96倍,温度设定为225℃,纺速3300m/min。丝束在第四对高温牵伸热辊19上缠绕9圈(12头)再次分丝,一路丝束(6头)传送至第二导向导盘21-1b,第二导向导盘21-1b的尺寸为φ180x300mm,其辊壳表面为陶瓷,表面粗糙度ra=2.1-2.5um,无加热功能,纺速3300m/min,消除张力缠绕后送至终网络22打结,丝束打结后依次传送至ibwa系列卷绕装置23完成卷绕,6头采用1个卷绕装置23完成,纺速3280m/min。从而,可以生产6头的聚酯pbt细旦高强产业用长丝。
93.另外一丝束(6头)丝束在第四对高温牵伸热辊19上缠绕9圈(6头)后传送至第五对牵伸定型热辊20上,第五对牵伸定型热辊20的尺寸为φ250mmx550mm,其辊壳表面为陶瓷,表面粗糙度ra=2.1-2.5um。第五对牵伸定型热辊20与第四对高温牵伸热辊19牵伸倍数一般为0.98倍,温度设定为235℃,纺速3232m/min。丝束在第五对牵伸定型热辊20上缠绕9圈(6头)后传送至第三导向导盘21-2,第三导向导盘21-2的尺寸为φ180x300mm,其辊壳表面为陶瓷,表面粗糙度ra=2.1-2.5um,无加热功能,纺速3232m/min,消除张力缠绕后送至终网络22打结,丝束打结后依次传送至ibwa系列卷绕装置23完成卷绕,6头采用1个卷绕装置
23完成,纺速3215m/min。从而,可以生产6头的聚酯pbt细旦低缩高强产业用长丝。
94.也可以另外一束丝(12头)传送至第四对高温牵伸热辊19上,其辊壳表面为陶瓷,表面粗糙度ra=2.1-2.5um。第四对高温牵伸热辊19与第三对高温牵伸热辊18牵伸倍数一般为0.96倍,温度设定为225℃,纺速3300m/min。丝束在第四对高温牵伸热辊19上缠绕9圈(12头)传送至第二导向导盘21-1b,其辊壳表面为陶瓷,表面粗糙度ra=2.1-2.5um,无加热功能,纺速3300m/min,消除张力缠绕后送至终网络22打结,丝束打结后依次传送至ibwa系列卷绕装置23完成卷绕,12头采用1个卷绕装置23完成,纺速3280m/min。从而,可以生产12头的聚酯pbt细旦高强产业用长丝。
95.或丝束在第三对高温牵伸热辊18上缠绕后传送至第四对高温牵伸热辊19,丝束(12头)在第四对高温牵伸热辊19缠绕后传送至第五对牵伸定型热辊20,其辊壳表面为陶瓷,表面粗糙度ra=2.1-2.5um。第五对牵伸定型热辊20与第四对高温牵伸热辊19牵伸倍数一般为0.98倍,温度设定为235℃,纺速3232m/min。丝束在第五对牵伸定型热辊20缠绕后分别传送至第三导向导盘21-2,无加热功能,纺速3232m/min,丝束在第三导向导盘21-2缠绕后传送至终网络22打结,丝束打结后依次传送至卷绕装置23完成卷绕,纺速3215m/min。从而,可以生产12头聚酯pbt差别化细旦低缩高强产业用长丝。
96.实施例4
97.基于实施例1的聚酯细旦产业用长丝牵伸卷绕装置,纺丝装置100向牵伸卷绕装置平行输入的两排丝束,以每排丝束12头举例说明,本实施例对采用ptt切片生产时进行具体说明。
98.采用ptt切片,纺聚酯细旦产业用长丝,丝束自上而下垂直相连,经过可左右移动相向上油机构10上油并经过第一导丝轮13-1进入预网络器14,再进入第二导丝轮13-2,然后进入第二导丝器12-2,传送至第一对低温热辊16,第一对低温热辊16的尺寸为φ250mmx550mm,其辊壳表面为陶瓷,表面粗糙度ra=2.1-2.5um。丝束在第一对低温热辊16表面稳定铺开,并对丝束进行了低温预加热,温度设定为75℃,速度为580m/min。丝束在第一对低温热辊16上缠绕5圈(24头)后传至第二对中温牵伸热辊17,第二对中温牵伸热辊17的尺寸为φ250mmx550mm,其辊壳表面为陶瓷,表面粗糙度ra=2.1-2.5um。第二对中温牵伸热辊17与第一对低温热辊16牵伸倍数一般为2.9倍,温度设定为140℃,速度为1682m/min。丝束在第二对中温牵伸热辊17上缠绕5圈(24头)后传送至第三对高温牵伸热辊18,第三对高温牵伸热辊18的尺寸为φ250mmx550mm,其辊壳表面为陶瓷,表面粗糙度ra=2.1-2.5um。第三对高温牵伸热辊18与第二对中温牵伸热辊17牵伸倍数一般为2.1倍,温度设定为210℃,纺速3532m/min。丝束在第三对高温牵伸热辊18上缠绕5圈(24头)后分成两路丝束,每束12头,其中一束丝传送至第一导向导盘21-1a,第一导向导盘21-1a的尺寸为φ180x300mm,其辊壳表面为陶瓷,表面粗糙度ra=2.1-2.5um,无加热功能,纺速3532m/min,消除张力缠绕后送至终网络22打结,丝束打结后依次传送至ibwa系列卷绕装置23完成卷绕,12头采用1个卷绕装置23完成,纺速3510m/min。从而,可以生产12头的聚酯ptt细旦中强产业用长丝。
99.另外一束丝(12头)传送至第四对高温牵伸热辊19上,第四对高温牵伸热辊19的尺寸为φ250mmx550mm,其辊壳表面为陶瓷,表面粗糙度ra=2.1-2.5um。第四对高温牵伸热辊19与第三对高温牵伸热辊18牵伸倍数一般为0.97倍,温度设定为222℃,纺速3426m/min。丝束在第四对高温牵伸热辊19上缠绕9圈(12头)再次分丝,一路丝束(6头)传送至第二导向导
盘21-1b,第二导向导盘21-1b的尺寸为φ180x300mm,其辊壳表面为陶瓷,表面粗糙度ra=2.1-2.5um,无加热功能,纺速3426m/min,消除张力缠绕后送至终网络22打结,丝束打结后依次传送至ibwa系列卷绕装置23完成卷绕,6头采用1个卷绕装置23完成,纺速3400m/min。从而,可以生产6头的聚酯ptt细旦高强产业用长丝。
100.另外一丝束(6头)丝束在第四对高温牵伸热辊19上缠绕9圈(6头)后传送至第五对牵伸定型热辊20上,第五对牵伸定型热辊20的尺寸为φ250mmx550mm,其辊壳表面为陶瓷,表面粗糙度ra=2.1-2.5um。第五对牵伸定型热辊20与第四对高温牵伸热辊19牵伸倍数一般为0.98倍,温度设定为232℃,纺速3358m/min。丝束在第五对牵伸定型热辊20上缠绕9圈(6头)后传送至第三导向导盘21-2,第三导向导盘21-2的尺寸为φ180x300mm,其辊壳表面为陶瓷,表面粗糙度ra=2.1-2.5um,无加热功能,纺速3358m/min,消除张力缠绕后送至终网络22打结,丝束打结后依次传送至ibwa系列卷绕装置23完成卷绕,6头采用1个卷绕装置23完成,纺速3330m/min。从而,可以生产6头的聚酯ptt细旦低缩高强产业用长丝。
101.另外一束丝(12头)传送至第四对高温牵伸热辊19上,其辊壳表面为陶瓷,表面粗糙度ra=2.1-2.5um。第四对高温牵伸热辊19与第三对高温牵伸热辊18牵伸倍数一般为0.97倍,温度设定为222℃,纺速3426m/min。丝束在第四对高温牵伸热辊19上缠绕9圈(12头)传送至第二导向导盘21-1b,其辊壳表面为陶瓷,表面粗糙度ra=2.1-2.5um,无加热功能,纺速3426m/min,消除张力缠绕后送至终网络22打结,丝束打结后依次传送至ibwa系列卷绕装置23完成卷绕,12头采用1个卷绕装置23完成,纺速3400m/min。从而,可以生产12头的聚酯ptt细旦高强产业用长丝。
102.或丝束在第三对高温牵伸热辊18上缠绕后传送至第四对高温牵伸热辊19,丝束(12头)在第四对高温牵伸热辊19缠绕后传送至第五对牵伸定型热辊20,其辊壳表面为陶瓷,表面粗糙度ra=2.1-2.5um。第五对牵伸定型热辊20与第四对高温牵伸热辊19牵伸倍数一般为0.98倍,温度设定为232℃,纺速3358m/min。丝束在第五对牵伸定型热辊20上缠绕9圈(12头)后传送至第三导向导盘21-2,其辊壳表面为陶瓷,表面粗糙度ra=2.1-2.5um,无加热功能,纺速3358m/min,消除张力缠绕后送至终网络22打结,丝束打结后依次传送至ibwa系列卷绕装置23完成卷绕,12头采用1个卷绕装置23完成,纺速3330m/min。从而,可以生产12头的聚酯ptt细旦低缩高强产业用长丝。
103.尽管已描述了本发明的优选实施例,但本领域内的技术人员一旦得知了基本创造性概念,则可对这些实施例作出另外的变更和修改。所以,所附权利要求意欲解释为包括优选实施例以及落入本发明范围的所有变更和修改。
104.显然,本领域的技术人员可以对本发明进行各种改动和变型而不脱离本发明的精神和范围。这样,倘若本发明的这些修改和变型属于本发明权利要求及其等同技术的范围之内,则本发明也意图包含这些改动和变型在内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。