一种pcba产品自动测试机构及其使用方法
技术领域
1.本发明涉及产品自动测试机构应用的技术领域,具体是一种pcba产品自动测试机构及其使用方法。
背景技术:
2.pcba产品测试是对产品的质量进行检测,分辨产品的好坏程度。检测分为两道工序,一是使用ict进行检测,二是使用fct进行检测;在两道检测工序中都需要将ict或者fct测试针板上的引脚插入产品对应的接孔中。
3.目前pcba产品测试采用多工位流水测试的方式,ict工位作业员只能从流水线上取产品放进ict测试端进行进行测试,测试结束后取出产品放到流线上流到fct工位;fct工位作业员再将产品放进fct测试端进行测试,测试结束后再将产品取出放到流线上,在检测过程中都是人工手动对其引脚和接孔。人工对接方式对操作人员的依赖性极大,不仅操作效率难以得到保证,同时操作人员也需要较高的专业素养。操作人员专业素养稍差,对接操作稍微不当,导致引脚与接孔没有完全对接整齐,甚至产生引脚弯折、断裂等问题,影响产品的实际检测结果,从而对产品的分类造成误导。
技术实现要素:
4.为了避免和克服现有技术中存在的技术问题,本发明提供了一种pcba产品自动测试机构,通过多个工位之间的轮转配合,完成对产品的检测,能够准确的对接引脚和接孔,提高产品检测的准确性;同时减少人工的参与,实现自动化操作,有效的提高检测的效率。本发明的另一目的是提供一种使用 pcba产品自动测试机构的方法,从而系统化的提升上述检测流程的实际处理效率。
5.为实现上述目的,本发明提供如下技术方案:
6.一种pcba产品自动测试机构,包括基座以及回转布置在基座上的转盘,转盘的上盘面沿周向均布置有四组用于固定产品的夹紧部,四组夹紧部依序构成上料工位、第一检测工位、第二检测工位和下料工位;
7.上料工位和下料工位处均布置用于取放料的抓料组件,第一检测工位处布置有用于检测产品ict信息的第一针板,第二检测工位处布置有用于检测产品fct信息的第二针板,两组针板的旁侧均设置有将安装板推入对应检测位置以使对应针板上的引脚插入产品的接孔内进而对产品进行检测的送料组件;
8.所述夹紧部包括板面水平布置的安装板,安装板的上板面处凹设有与产品相适配以容纳产品的安装槽;压板通过扭簧座铰接在安装板上且其悬臂端在扭力的作用下压紧在产品顶部。
9.作为本发明进一步的方案:铰接轴线水平布置的扭簧座上铰接有限位块,所述压板为长方体板状结构,压板的侧面处凹设有孔型长度方向与扭簧座铰接轴线彼此垂直的限位孔,限位块滑动布置在限位孔内;
10.压板的上方设置有伸缩路径铅垂延伸的压料伸缩杆,压料伸缩杆的工作端可由上而下的压紧在压板的按压端上;压板的按压端垂直布置有限位片,压料伸缩杆下压过程中的施力点逐渐由按压端过度到限位片上,从而使压板克服扭力翘起后铅垂下行;
11.压板和安装板之间布置有与压料伸缩杆配合以使压板复位的拉簧。
12.作为本发明再进一步的方案:所述基座上设置有由横杆和竖杆组成的l 型的支撑杆且竖杆铅垂固接在基座上,压料伸缩杆安装在横杆的端部;压料伸缩杆的工作端固接有下压杆,转轴回转布置在下压杆上,且转轴的回转轴线与扭簧座的铰接轴线彼此平行,便于转轴沿铅垂方向由上而下的压紧在压板的按压端上以使压板悬臂端翘起并铅垂下行,进而取放产品。
13.作为本发明再进一步的方案:所述安装板的底部四角处固接有杆长铅垂向下延伸的导向杆,导向杆的前端穿过开设在转盘对应位置处的导向孔并与挡板形成固接配合,挡板和转盘之间布置有复位弹簧,送料组件内的送料伸缩杆推动挡板产生铅垂往复直线滑移动作,进而将安装板送入所述检测位置。
14.作为本发明再进一步的方案:所述送料伸缩杆的伸缩路径与导向杆的移动路径彼此平行,且送料伸缩杆布置在挡板的正下方,以便于送料伸缩杆的工作端沿铅垂方向由下而上的推动挡板。
15.作为本发明再进一步的方案:所述第一检测工位处布置有固接在基座上的第一固定架,所述第一针板固定第一固定架上,且第一针板位于第一检测工位内的产品的正上方;所述第二检测工位处布置有固接在基座上的第二固定架,所述第二针板固定第二固定架上,且第二针板位于第二检测工位内的产品的正上方。
16.作为本发明再进一步的方案:所述上料工位内布置有固接在底座上的定位传感器,所述定位传感器的信号传播路径由下而上铅垂设置,且安装槽的底部和转盘上均对应开设有供信号传播的透光孔;所述支撑杆上设置有用于读取上料工位内的产品编码的扫码传感器;所述抓料组件为外设机械手,且外设机械手处布置有至少一组抓取传感器,以确保外设机械手准确抓取产品,所述转盘的底部同轴固接有转动轴,转动轴与驱动电机的输出轴构成传动配合。
17.作为本发明再进一步的方案:所述压板的按压端的两侧对称布置有定位销,安装板上对应布置有挂耳,拉簧连接在定位销和挂耳之间。
18.作为本发明再进一步的方案:所述下压杆为由横杆和竖杆组成的倒置的l 型杆状结构,其横板与压料伸缩杆的伸缩端构成固接配合,转轴布置在竖杆的底部且位于压板按压端的正上方;转盘上开设有供转轴沿自身移动路径移动而穿过的避让孔以便于转轴带动压板做铅垂下行动作。
19.一种使用上述测试机构的方法,包括以下步骤:
20.s1、上料操作:首先通过转轴下压压板,使压板的悬臂端翘起;使用外设机械人手臂吸取产品放入安装槽内,定位传感器检测产品是否放到安装槽内;确认产品放置完成后发送扫码触发信号到扫码传感器,扫码传感器扫取产品上的标识码,并将获取的产品信息上传到系统;转轴上升,压板复位压盖在产品上,同时发送信号给驱动电机,转盘转动四分之一圈到第一检测工位;
21.s2、第一检测工位检测操作:送料伸缩杆由下而上的将安装板顶到第一针板的检
测位置,第一针板通过探针连接产品进行测试;测试信息在测试结束后上传保存到对应产品存储文件下,送料伸缩杆下降,安装板回到位于转盘上的初始位置,同时发送信号给驱动电机,转盘转动四分之一圈到第二检测工位;
22.s3、第二检测工位检测操作:送料伸缩杆由下而上的将安装板顶到第二针板的检测位置,第二针板通过探针连接产品进行测试;测试信息在测试结束后上传保存到对应产品存储文件下,送料伸缩杆下降,安装板回到位于转盘上的初始位置,同时发送信号给驱动电机,转盘转动四分之一圈到退料工位;
23.s4、退料操作:转轴下压以打开压板,同时系统统计产品测试信息判定是良品还是残次品,机械人手臂由安装板取出产品放到对应良品托盘内或残次品托盘内。
24.与现有技术相比,本发明的有益效果是:
25.1、本发明采用多工位轮转的方式实现产品的上料、ict信息检测、fct 信息检测和下料,快捷方便;这种多工位轮转运行的方式取代了原始手工将针板引脚插入产品上接孔的方式,能够准确的检测对应的信息,避免出现引脚断裂或者是没有插入对应接孔中,提高信息检测的效率。采用安装槽固定产品,在安装槽的作用下,能够提高产品固定的稳定性。在压板的作用,能够将产品稳定的压紧在安装槽内;并且能够确保在转盘运转的过程中,始终保持产品的稳定性,为后续的检测提供可靠的条件。在抓料组件和四个工位的配合运转下,实现了产品的自动取放料和检测,极大地提高了工作的效率。
26.2、在扭簧座上铰接限位块,并且在压板上设置有可以与限位块形成滑动配合的限位孔,能够在实现压板绕铰接轴做定轴转动的同时,也能够产生缩短悬臂端长度的滑动动作。在这两种动作的共同作用下,能够缩短压板位于转盘上盘面的长度,避免在工作的过程中,压板与机械手发生碰撞。在压板的按压端的两侧对称布置有定位销,安装板上对应布置有挂耳,拉簧连接在定位销和挂耳之间。在工作的时候,当将产品放入安装槽后,压板在扭簧座扭力的作用下转向产品,使压板的悬臂端压紧在产品上;并且在转动的过程中,拉簧拉动压板移动,进而使压板的悬臂端向产品的中心移动,增大压力点与铰接轴之间的距离,提高产品压紧的稳定性。转盘上开设有供转轴沿自身移动路径移动而穿过的避让孔,以便于转轴带动压板做铅垂下行动作。
27.3、本发明将针板设置在对应工位产品的正上方,再通过送料伸缩杆的作用,实现将产品送入预定的检测位置;在这个过程中只产生铅垂方向上的动作,降低动作路径的复杂性,进而提高推送过程的稳定性;并且能够产生这种铅垂方向运动的送料伸缩杆种类繁多,如伸缩气缸、电动推杆等,降低了装置的生产成本。
28.4、在安装板底部设置的四根导向杆能够提高导向稳定性和精准性,避免安装板在铅垂运动时出现晃动或者是移动路径偏移,导致产品无法与针板进行准确的对接。
29.5、l型的下压杆的设置,能够使转轴在下压杆竖杆的作用下沿着铅垂放下穿过避让孔,同时也减小了避让孔的开孔面积。支撑杆和下压杆均设置成l 型,可以有效的其旁侧的部件相互避让,进而到达相应的支撑作用。
附图说明
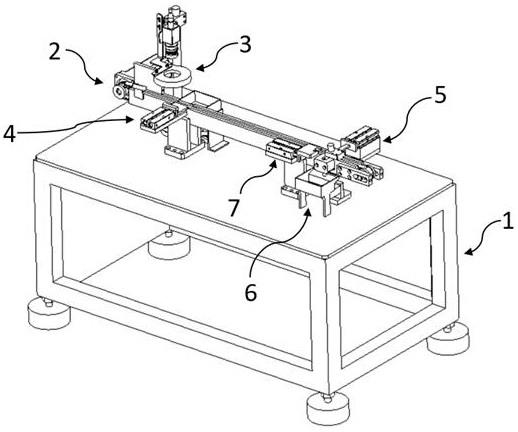
30.图1为本发明的整体结构示意图。
31.图2为本发明中夹紧部的结构示意图。
32.图3为本发明中夹紧部的拆分结构示意图。
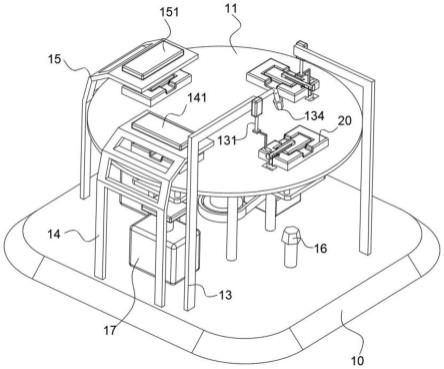
33.图4为本发明轴侧结构示意图。
34.图5为本发明转盘的结构示意图。
35.图中:
36.10、基座;11、转盘;111、导向孔;112、透光孔;113、避让孔;
37.12、驱动电机;13、支撑杆;131、压料伸缩杆;132、下压杆;
38.133、转轴;134、扫码传感器;14、第一固定架;141、第一针板;
39.15、第二固定架;151、第二针板;16、定位传感器;17、送料伸缩杆;
40.20、夹紧部;21、安装板;211、安装槽;212、压板;2121、限位孔;
41.2122、限位片;2123、定位销;213、扭簧座;2131、限位块;
42.214、挂耳;2141、拉簧;22、导向杆;23、挡板;24、复位弹簧。
具体实施方式
43.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
44.请参阅图1和图4所示,本机构主要包括基座10以及回转布置在基座10 上的转盘11,转盘11的上盘面沿周向均布置有四组用于固定产品的夹紧部 20,四组夹紧部20依序构成上料工位、第一检测工位、第二检测工位和下料工位。
45.起支撑作用的基座10布置在地面上,在基座10的上布置有一个支撑架,转盘11布置在支撑架的上方,并且同轴布置在转盘11下盘面上的转动穿过支撑架,进而使转盘11回转布置在支撑架上。在基座10上还设置有与转动轴传动配合的驱动电机12,驱动电机12与转动轴的配合可以是齿轮传动配合,也可以带传动或者是链传动配合,配合的方式多种多样,能够实现驱动转盘11转动即可。
46.请参阅图2、图3和图5所示,夹紧部20包括板面水平布置的安装板21,在安装板21的上板面处凹设有形状与产品相适配以容纳产品的安装槽211。在安装板21上还布置有铰接轴线水平延伸的扭簧座213,扭簧座213上铰接有限位块2131,长方体板状结构的压板212与限位块2131形成滑动配合。压板212的侧面凹设有孔型长度方向与扭簧座213铰接轴线彼此垂直的限位孔 2121,限位块2131滑动布置在限位孔2121内,这样可以使压板212随着限位块2131同步转动的同时,又能与限位块2131产生沿孔型长度方向相对滑移动作,进而改变压板212悬臂端的长度。在压板212的按压端的两侧对称布置有定位销2123,安装板21上对应布置有挂耳214,拉簧2141连接在定位销2123和挂耳214之间。在工作的时候,当将产品放入安装槽211后,压板212在扭簧座213扭力的作用下转向产品,使压板212的悬臂端压紧在产品上;并且在转动的过程中,拉簧2141拉动压板212移动,进而使压板212 的悬臂端向产品的中心移动,增大压力点与铰接轴之间的距离,提高产品压紧的稳定性。
47.在基座10上设置有由横杆和竖杆组成的l型的支撑杆13且支撑杆13竖杆铅垂固接在基座10上,伸缩路径铅垂延伸的压料伸缩杆131安装在支撑杆 13横杆的端部。在压料伸缩杆131的工作端固接有下压杆132,下压杆132 也是由横杆和竖杆组成的倒置的l型杆状
结构,下压杆132横板与压料伸缩杆131的伸缩端构成固接配合;转轴133布置在下压杆132竖杆的底部且位于压板212按压端的正上方,转轴133的回转轴133线与扭簧座213的铰接轴线彼此平行。转盘11上开设有供转轴133沿自身移动路径移动而穿过的避让孔113,以便于转轴133带动压板212做铅垂下行动作。
48.在压板212的按压端上垂直布置有限位片2122,以使压板212的按压端构成一个l型的按压空间。压料伸缩杆131下压过程中,转轴133首先按压在压板212上,使压板212的悬臂端翘起;接着施力点逐渐由按压端过度到限位片2122上,从而使压板212克服扭力翘起后穿过避让孔113铅垂下行,这样可以缩短压板212位于转盘11上方的长度,避免在工作的过程中压板212 过长的上端与其他部件发生干涉。
49.在上料工位的旁侧设置有抓料组件,抓料组件采用外设机械手,且外设机械手处布置有至少一组抓取传感器,以确保外设机械手准确抓取产品放入安装槽211内或者是将产品取出安装槽211。在上料工位处还布置有固接在基座10上的定位传感器16,定位传感器16的信号传播路径由下而上铅垂设置,且安装槽211的底部和转盘11上均对应开设有供信号传播的透光孔112;支撑杆13上设置有用于读取上料工位内的产品编码的扫码传感器134。
50.在安装板21的底部四角处固接有杆长铅垂向下延伸的导向杆22,导向杆 22的前端穿过开设在转盘11对应位置处的导向孔111并与设置在转盘11下方的挡板23形成固接配合。为了使安装板21在转盘11转动的过程中保持稳定,于是在挡板23和转盘11之间布置有复位弹簧24,在复位弹簧24在作用下,将安装板21拉紧在转盘11的上板面处。
51.第一检测工位处布置有固接在基座10上的第一固定架14,在第一支架上布置有第一针板141,且第一针板141位于第一检测工位内的产品的正上方。在第一检测工位内挡板23的底部布置有伸缩路径铅垂延伸的送料伸缩杆17,送料伸缩杆17可沿铅垂方向由下而上的顶起挡板23,从而将产品顶升到对应检测位置以使对应针板上的引脚插入产品的接孔内进而对产品进行检测。
52.第二检测工位处布置有固接在基座10上的第二固定架15,在第二支架上布置有第二针板151,且第二针板151位于第二检测工位内的产品的正上方。在第二检测工位内挡板23的底部也布置有伸缩路径铅垂延伸的送料伸缩杆17,送料伸缩杆17可沿铅垂方向由下而上的顶起挡板23,从而将产品顶升到对应检测位置以使对应针板上的引脚插入产品的接孔内进而对产品进行检测。
53.具体的使用方法包括以下步骤:
54.s1、上料操作:首先通过转轴133下压压板212,使压板212的悬臂端翘起;使用外设机械人手臂吸取产品放入安装槽211内,定位传感器16检测产品是否放到安装槽211内。确认产品放置完成后发送扫码触发信号到扫码传感器134,扫码传感器134扫取产品上的标识码,并将获取的产品信息上传到系统。转轴133上升,压板212复位压盖在产品上,同时发送信号给驱动电机12,转盘11转动四分之一圈到第一检测工位。
55.s2、第一检测工位检测操作:送料伸缩杆17由下而上的将安装板21顶到第一针板141的检测位置,第一针板141通过探针连接产品进行测试。测试信息在测试结束后上传保存到对应产品存储文件下,送料伸缩杆17下降,安装板21回到位于转盘11上的初始位置,同时发送信号给驱动电机12,转盘 11转动四分之一圈到第二检测工位。
56.s3、第二检测工位检测操作:送料伸缩杆17由下而上的将安装板21顶到第二针板151的检测位置,第二针板151通过探针连接产品进行测试。测试信息在测试结束后上传保存到对应产品存储文件下,送料伸缩杆17下降,安装板21回到位于转盘11上的初始位置,同时发送信号给驱动电机12,转盘 11转动四分之一圈到退料工位。
57.s4、退料操作:转轴133下压以打开压板212,同时系统统计产品测试信息判定是良品还是残次品,机械人手臂由安装板21取出产品放到对应良品托盘内或残次品托盘内。
58.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。