1.本发明涉及金属轧线技术领域,尤其涉及一种双头卷圈轧线一次成型机。
背景技术:
2.在现有的生产和制造中多会使用到圆形的金属环,这类金属环或用于零件之间的阻隔,或用于部件的加工等,在生产的多个方面都会使用到这类金属环,所以对金属环的使用量较高。
3.但是现在的金属环加工多是使用工人进行辅助操作,为了能够更好的提高效率,通过将金属丝的两端固定在装置上,在经过装置的挤压变形之后,将金属丝变为金属环。
4.但是这样的加工方式不但需要在加工时,需要对两端进行反复的固定和拆卸,需要使用大量的时间和人力,同时在成型时,端部不能成为一个完整的圆环,造成金属环的不完整形,影响金属环的使用。
技术实现要素:
5.本发明的目的是为了解决现有技术中不但需要在加工时,需要对两端进行反复的固定和拆卸,需要使用大量的时间和人力,同时在成型时,端部不能成为一个完整的圆环,造成金属环的不完整形,影响金属环的使用的缺点,而提出的一种双头卷圈轧线一次成型机。
6.为了实现上述目的,本发明采用了如下技术方案:
7.一种双头卷圈轧线一次成型机,包括安装板,两个安装板对称平行设置,且整部为成型区域,两个所述安装板相互靠近的一侧设置有模具组件;
8.所述模具组件包括塑形轮和伸缩气缸,两个所述伸缩气缸对称设置在安装板相互靠近的一侧,所述塑形轮两侧中心分别与两个伸缩气缸的移动端固定连接,所述塑形轮中部开设有塑形槽,所述塑形槽为内侧为弧形的环槽;
9.两个所述安装板相互靠近一侧设置有成型组件,两个所述成型组件对称设置在模具组件两侧,所述成型组件包括移动杆和成型轮,所述成型轮厚度与塑形轮厚度一致,且侧边与成型轮侧边接触,所述成型轮内部开设有环状的成型槽,两个所述移动杆对称固定连接在成型轮两侧,且通过驱动组件连接在安装板上,所述驱动组件带动成型组件呈半圆形轨迹移动。
10.优选的,所述塑形轮由两片轮体组成,两片所述轮体组成一个完整的塑形轮,且连接处为环槽的中线位置。
11.优选的,两个所述轮体之间设置有限位组件,所述限位组件用于固定两个轮体之间的位置。
12.优选的,所述限位组件包括凸块和限位槽,所述限位槽开设在一片轮体内侧,所述凸块固定连接在另一轮体的内侧,所述凸块和限位槽均为多边形,且凸块卡设在限位槽内部。
13.优选的,所述驱动组件包括驱动齿环、齿轴、转动齿轮和驱动块,两个所述安装板相互靠近的一侧设置有半圆形弧槽,两个所述半圆形滑槽对称设置在安装板两侧,且以伸缩气缸的端部为中心设置,所述齿轴转动连接在半圆形弧槽的两端,所述驱动块固定连接在安装板另一侧,且输出端与齿轴固定连接,所述驱动齿环两端分别套设在两个齿轴上,且与齿轴啮合连接,所述转动齿轮转动连接在移动杆端部,且啮合设置在驱动齿环内部。
14.优选的,所述安装板一侧设置有进料组件,两个所述进料组件上下平行设置,用于带动原料进行移动。
15.优选的,所述进料组件包括滚轮和传动带,两个所述滚轮对称设置,所述传动带套设在两个滚轮之间,所述传动带中部开设有夹槽。
16.优选的,所述模具组件下方设置有集料箱,所述集料箱为倒梯形,上下端均为开口,且位于模具组件正下方。
17.与现有技术相比,本发明的有益效果是:
18.1、在加工前根据金属丝的直径选择不同宽度和深度塑形槽的塑形轮,保证塑形的完成,需要卷圈的金属丝夹设在两个成型轮和一个塑形轮的槽之间,在卷圈时,通过驱动组件带动两个成型轮同步进行移动,顺着塑形轮的外圈进行转动,通过成型轮的挤压作用,保证了金属丝的成型,本发明不需要对金属丝两端进行固定,减少了固定的步骤,同时保证了卷圈的效率和圈的完整;
19.2、两片轮体组成的塑形轮可以在伸缩气缸的带动下进行分离和闭合,从而保证了对金属圈的转移,方便了下料;
20.3、由于在成型时塑形轮会受到较大的压力,为了避免两片轮体发生错位,导致金属圈变形,通过限位组件,限制两片轮体的位置;
21.4、由于本发明不需要从两端进行固定,只需要将金属丝导入到成型轮和塑形轮之间就可以,所以通过进料组件进行进料,减少了人力的使用,同时提高了加工的效率。
附图说明
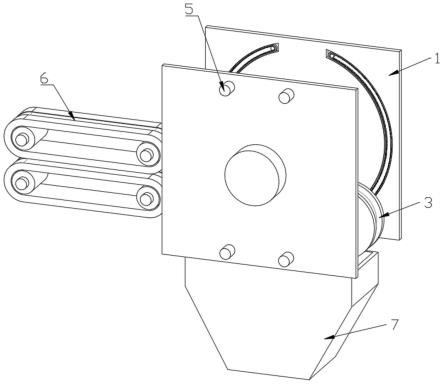
22.图1为本发明提出的一种双头卷圈轧线一次成型机的正面结构示意图;
23.图2为本发明提出的一种双头卷圈轧线一次成型机的侧面结构示意图;
24.图3为本发明提出的一种双头卷圈轧线一次成型机的内部结构示意图;
25.图4为本发明提出的一种双头卷圈轧线一次成型机的驱动组件结构示意图;
26.图5为本发明提出的一种双头卷圈轧线一次成型机的塑形轮内部结构示意图。
27.图中:1安装板、2模具组件、21塑形轮、22伸缩气缸、3成型组件、31移动杆、32成型轮、4限位组件、41凸块、42限位槽、5驱动组件、51驱动齿环、52齿轴、53转动齿轮、54驱动块、6进料组件、61滚轮、62传动带、63夹槽、7集料箱。
具体实施方式
28.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
29.本发明中所引用的如“上”、“下”、“左”、“右”、“中间”及“一”等的用语,亦仅为便于叙述的明了,而非用以限定本发明可实施的范围,其相对关系的改变或调整,在无实质变更
技术内容下,当亦视为本发明可实施的范畴。
30.参照图1-5,一种双头卷圈轧线一次成型机,包括安装板1,两个安装板1对称平行设置,且整部为成型区域,两个安装板1相互靠近的一侧设置有模具组件2;
31.模具组件2包括塑形轮21和伸缩气缸22,两个伸缩气缸22对称设置在安装板1相互靠近的一侧,塑形轮21两侧中心分别与两个伸缩气缸22的移动端固定连接,塑形轮21中部开设有塑形槽,塑形槽为内侧为弧形的环槽,通过具有塑形槽的塑形轮21对金属丝进行塑形,塑形轮21由金属制成,可以是钢、铁和合金,在加工前根据金属丝的直径选择不同宽度和深度塑形槽的塑形轮21,保证塑形的完成;
32.两个安装板1相互靠近一侧设置有成型组件3,两个成型组件3对称设置在模具组件2两侧,成型组件3包括移动杆31和成型轮32,成型轮32厚度与塑形轮21厚度一致,且侧边与成型轮32侧边接触,成型轮32内部开设有环状的成型槽,两个移动杆31对称固定连接在成型轮32两侧,且通过驱动组件5连接在安装板1上,驱动组件5带动成型组件3呈半圆形轨迹移动,在塑形前,两个成型轮32位于塑形轮21的下方,需要卷圈的金属丝夹设在两个成型轮32和一个塑形轮21的槽之间,将金属丝的位置进行固定,避免金属丝的滑动,在卷圈时,通过驱动组件5带动两个成型轮32同步进行移动,保证金属丝的两端受力均匀,不会发生转动,顺着塑形轮21的外圈进行转动,通过成型轮32的挤压作用,使金属丝与塑形轮21的环槽进行紧密接触,保证了金属丝的成型,当卷圈完成之后,塑形轮21分离,将金属圈移出。
33.应用上述技术方案的实施例中,在加工前根据金属丝的直径选择不同宽度和深度塑形槽的塑形轮21,保证塑形的完成,在塑形前,两个成型轮32位于塑形轮21的下方,需要卷圈的金属丝夹设在两个成型轮32和一个塑形轮21的槽之间,将金属丝的位置进行固定,避免金属丝的滑动,在卷圈时,通过驱动组件5带动两个成型轮32同步进行移动,保证金属丝的两端受力均匀,不会发生转动,顺着塑形轮21的外圈进行转动,通过成型轮32的挤压作用,使金属丝与塑形轮21的环槽进行紧密接触,保证了金属丝的成型,当卷圈完成之后,塑形轮21分离,将金属圈移出,本发明不需要对金属丝两端进行固定,减少了固定的步骤,同时保证了卷圈的效率和圈的完整。
34.本实施例中优选的技术方案,塑形轮21由两片轮体组成,两片轮体组成一个完整的塑形轮21,且连接处为环槽的中线位置,两片轮体组成的塑形轮21可以在伸缩气缸22的带动下进行分离和闭合,从而保证了对金属圈的转移,方便了下料;
35.两个轮体之间设置有限位组件4,限位组件4用于固定两个轮体之间的位置,由于在成型时塑形轮21会受到较大的压力,为了避免两片轮体发生错位,导致金属圈变形,通过限位组件4,限制两片轮体的位置;
36.限位组件4包括凸块41和限位槽42,限位槽42开设在一片轮体内侧,凸块41固定连接在另一轮体的内侧,凸块41和限位槽42均为多边形,且凸块41卡设在限位槽42内部,通过多边形的凸块41和限位槽42进行相互固定,从而避免了轮片的错位;
37.驱动组件5包括驱动齿环51、齿轴52、转动齿轮53和驱动块54,两个安装板1相互靠近的一侧设置有半圆形弧槽,两个半圆形滑槽对称设置在安装板1两侧,且以伸缩气缸22的端部为中心设置,齿轴52转动连接在半圆形弧槽的两端,驱动块54固定连接在安装板1另一侧,且输出端与齿轴52固定连接,驱动齿环51两端分别套设在两个齿轴52上,且与齿轴52啮合连接,转动齿轮53转动连接在移动杆31端部,且啮合设置在驱动齿环51内部,通过驱动块
54带动两个齿轴52进行转动,从而使驱动齿环51进行转动,且内部的转动齿轮53打动移动杆31进行移动,保证成型轮32在塑形轮21侧边进行转动,两侧的驱动组件5可以最大程度上的提供平衡稳定的力,保证在对金属丝成型过程中两侧成型轮32的出力一致;
38.安装板1一侧设置有进料组件6,两个进料组件6上下平行设置,用于带动原料进行移动,由于本发明不需要从两端进行固定,只需要将金属丝导入到成型轮32和塑形轮21之间就可以,所以通过进料组件6进行进料,减少了人力的使用,同时提高了加工的效率;
39.进料组件6包括滚轮61和传动带62,两个滚轮61对称设置,传动带62套设在两个滚轮61之间,传动带62中部开设有夹槽63,将需要进料的金属丝夹持在上下两个夹槽63之间,通过转动的传动带62带动金属丝进行位置的移动,在保证金属丝移动的同时确保了金属丝进入的位置;
40.模具组件2下方设置有集料箱7,集料箱7为倒梯形,上下端均为开口,且位于模具组件2正下方,当卷圈完成的金属圈从塑形轮21上掉落时,通过下方的集料箱7进行收集,避免了金属圈的掉落。
41.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
