1.本发明涉及模切技术领域,特别涉及一种透气膜产品的模切方法。
背景技术:
2.透气膜产品由透气膜与其它胶膜构成,因透气膜的材质较特别,难以与其它胶膜覆合后再整体冲切成型,现有的制造工艺是将产品至少分成两部分,分别冲切成型后再通过治具进行组装,例如各胶膜分别冲切成型后再通过治具组装,或将各胶膜分成两组或多组,每组至少包括一层胶膜,各组分别覆合冲切成型,然后再通过治具组装,以满足产品组装精度与同心度要求,可知,现有制造工艺的效率较低,且治具的制造增加成本。
技术实现要素:
3.本发明的目的在于提供一种透气膜产品的模切方法,通过预设可抽出的离型膜,使得透气膜产品能够整体冲切成型,提高工作效率,保证产品精度与同心度,节约成本。
4.为达此目的,本发明采用以下技术方案:
5.一种透气膜产品的模切方法,包括如下步骤:
6.s1:依次覆合托底层与第一胶膜,冲切内孔,切至托底层,然后,对内孔的废料进行排废;
7.s2:依次覆合透气膜、离型膜、第二胶膜与第一面层;
8.s3:冲切内孔,切至离型膜,然后,对内孔的废料进行排废;
9.s4:将第二胶膜与第一面层一起翻开,将离型膜抽出,再将第二胶膜与第一面层复位并压合;
10.s5:冲切外形,切至托底层,然后,排废。
11.在一些实施方式中,于步骤s2中,覆合离型膜时,离型膜的离型面朝向第二胶膜。
12.在一些实施方式中,离型膜的边缘部可设有第一胶带。
13.在一些实施方式中,托底层的宽度尺寸大于离型膜的宽度尺寸,第一胶带的一端部与离型膜的边缘部连接,第一胶带的另一端部与托底层连接。
14.在一些实施方式中,于步骤s3中,排废方式为通过真空或负压将废料吸走。
15.在一些实施方式中,于步骤s4中,翻开第二胶膜与第一面层前,先用第二胶带将第二胶膜与第一面层的一侧固定,然后再合页式的翻开。
16.在一些实施方式中,托底层的宽度尺寸大于第一面层的宽度尺寸,第二胶带的一端部与第一面层的边缘部连接,第二胶带的另一端部与托底层连接。
17.在一些实施方式中,于步骤s4中,第二胶膜与第一面层复位并压合后,将第二胶带撕除。
18.在一些实施方式中,于步骤s1中,第一胶膜还覆合有面纸层,冲切内孔后,将面纸层撕除。
19.在一些实施方式中,透气膜的材质为网纱,第一面层的材质为泡棉。
20.本发明的有益效果:通过预设可抽出的离型膜,使得透气膜产品能够整体冲切成型,提高工作效率,保证产品精度与同心度,节约成本。
附图说明
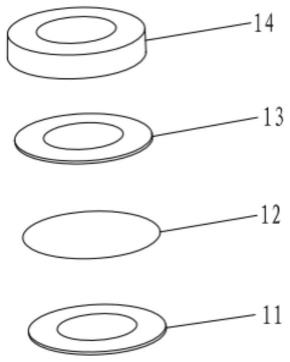
21.图1为本发明的一种透气膜产品的结构分解图;
22.图2为本发明的模切方法的第一道刀的冲切图;
23.图3为图2的冲切的内孔结构图;
24.图4为本发明的模切方法的第二道刀的冲切图;
25.图5为图4的冲切的内孔结构图;
26.图6为本发明的模切方法的第三道刀的冲切图;
27.图7为图6的冲切的内孔结构图;
28.图8为本发明的通过第一胶带加固离型膜的结构图;
29.图9为本发明的通过第二胶带固定第一胶膜的结构图;
30.图10为本发明的抽出离型膜时的结构图;
31.其中:11-第一胶膜;12-透气膜;13-第二胶膜;14-第一面层;21-托底层;22-面纸层;23-离型膜;31-第一胶带;32-第二胶带;100-内孔;200-外形;1a-第一道刀;2b-第二道刀;3c-第三道刀。
具体实施方式
32.下面结合附图对本发明作进一步详细的说明。
33.参考图1,一种透气膜产品,该产品包括第一胶膜11、透气膜12、第二胶膜13与第一面层14,其中,透气膜12可为网纱材质,第一面层14可为泡棉材质。
34.一种透气膜产品的模切方法,包括如下步骤:
35.s1:参考图2与图3,依次覆合托底层21与第一胶膜11,冲切内孔100,切至托底层21,然后,对内孔100的废料进行排废;
36.覆合后,通过第一道刀1a冲切内孔100,从而形成第一胶膜11的内孔100结构;
37.其中可选的,第一胶膜11还可覆合有面纸层22,冲切内孔100后,再将面纸层22撕除。面纸层22的设置为了保护第一胶膜11,避免或减少冲切时对第一胶膜11的损伤,提高质量,面纸层22可选择性设置。
38.s2:参考图4,依次覆合透气膜12、离型膜23、第二胶膜13与第一面层14;
39.s3:参考图4与图5,冲切内孔100,切至离型膜23,然后,对内孔100的废料进行排废;
40.覆合后,通过第二道刀2b冲切内孔100,从而形成第二胶膜13与第一面层14的内孔100结构,其中,离型膜23的设置为了保护网纱材质的透气膜12,使得内孔100的废料能够顺利排走,且不损伤透气膜12,若不设置离型膜23,排废时,废料与透气膜12之间有较大粘连作用,容易损伤或损坏透气膜12。
41.s4:参考图10,将第二胶膜13与第一面层14一起翻开,将离型膜23抽出,再将第二胶膜13与第一面层14复位并压合;
42.因离型膜23的粘连力较小,抽出时基本不会损伤透气膜12,将离型膜23抽出,为后
续的冲切外形200作准备,如此,使得产品能够整体冲切成型,一方面保证精度,各膜层的组装精度与同心度得到保证,提高产品质量,另一方面,无需分部份完成后,再通过治具组装,从而利于提高工作效率,减少治具成本。
43.s5:参考图6与图7,冲切外形200,切至托底层21,然后,排废,即通过第三道刀3c冲切外形200,从而得到成型的产品,最后将产品外形200以外的废料进行排废。
44.进一步说明,于步骤s2中,覆合离型膜23时,离型膜23的离型面朝向第二胶膜13。离型面为粘力相对较小的表面,为后续步骤4的翻开提供方便,使得第二胶膜13与第一面层14更顺利或容易的分离并翻开。
45.参考图8,离型膜23的边缘部可设有第一胶带31。覆合时,离型膜23的边缘部可设有第一胶带31,能够加强对离型膜23的固定,第一胶带31可选择性设置。
46.具体的,托底层21的宽度尺寸大于离型膜23的宽度尺寸,使得托底层21的两侧均伸出离型膜23,第一胶带31的一端部与离型膜23的边缘部连接,第一胶带31的另一端部与托底层21连接。
47.进一步说明,于步骤s3中,排废方式为通过真空或负压将废料吸走,因第二胶膜13与离型膜23连接,二者之间的粘连力较小,可通过真空或负压将废料吸走。
48.进一步说明,参考图9与图10,于步骤s4中,翻开第二胶膜13与第一面层14前,先用第二胶带32将第二胶膜13与第一面层14的一侧固定,然后再合页式的翻开。
49.将第二胶膜13与第一面层14的一侧固定,使得翻开时形成类似于合页式的转动结构,如此,一方面便于翻开,另一方面便于较准确的复位,保证产品内孔100的位置精度与同心度。
50.具体的,托底层21的宽度尺寸大于第一面层14的宽度尺寸,使得托底层21的两侧均伸出第一面层14,第一面层14与第二胶膜13的宽度尺寸相同,第二胶带32的一端部与第一面层14的边缘部连接,第二胶带32的另一端部与托底层21连接,其中,第一胶带31与第二胶带32可相对的设置,即分别设于托底层21的两侧。
51.第二胶膜13与第一面层14复位并压合后,将第二胶带32撕除,然后便可进行步骤s5的外形200冲切。
52.以上公开的仅是本发明的一些实施方式。对于本领域的普通技术人员来说,在不脱离本发明创造构思的前提下,还可以做出若干变形和改进,这些都属于发明的保护范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。