一种抗静电母粒和抗静电pp板材及其制备方法
技术领域
1.本发明属于高分子材料领域,具体涉及一种抗静电母粒及用于制备的高性能抗静电pp板材和制备方法。
背景技术:
2.聚丙烯(pp)具有密度低、性能好、价格低廉等优点,被广泛应用于化工、建筑、轻工、家用电器、包装和汽车等工业领域。由于聚丙烯是高绝缘性材料且力学性能不高,表面电阻率很高切韧性一般,其制品在使用过程中容易产生静电积累或韧性不足而造成各种不良和损失,因此限制了聚丙烯在相应领域的应用。
3.针对这种情况,本发明创新制得了一种pp板材,它具有优异的力学性能以及抗静电性能,这种材料至今尚未见于报道,这对于扩展pp板材的应用具有非常重要的现实意义。
技术实现要素:
4.有鉴于此,本发明创新地合成了一种高性能抗静电pp板材,它具有很好的力学性能以及抗静电性能,解决了现有技术的pp板材力学性能以及抗静电性能有限的技术问题。
5.为了实现上述目的,本发明采用以下技术方案。
6.本发明的目的之一是提供一种抗静电母粒的制备方法如下:(1.1)称取一定量的富勒烯、氧化剂双氧水,置于反应器皿中,50-60℃下反应6-8h,过滤、洗涤、干燥,得羟基化富勒烯。
7.步骤(1)中的富勒烯、氧化剂双氧水的质量比为(30-40):(60-80)。
8.(1.2)称取一定量的赖氨酸二异氰酸酯(ldi)、催化剂二丁基二月桂酸锡、羟基化富勒烯放入反应器皿中,在70-90℃的油浴中加热反应6-10h,产物抽滤后,获得的滤饼经丙酮抽提后,于真空干燥箱中80-100℃干燥10-12h既得改性富勒烯。
9.步骤中(2)的赖氨酸二异氰酸酯(ldi)、催化剂二丁基二月桂酸锡、羟基化富勒烯的质量比为(4-6):(0.2-0.4):(20-30)。
10.(1.3)称取一定量的改性富勒烯、聚丙烯、抗氧化剂,混合并搅拌均匀,得到混合料;步骤中(3)的改性富勒烯、聚丙烯、抗氧化剂的质量比为(10-12):(40-60):(0.1-0.3),步骤中(3)的抗氧化剂为德国巴斯夫公司生产的irganox1010。
11.(1.4)将步骤(3)中得到的混合料从挤出机中挤出造粒,即得到抗静电母粒。
12.本发明的第二个目的在于提供的一种高性能抗静电pp板材,该pp板材由以下重量份的组分制成: pp
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
50份-70份,采用本发明的方法制备的抗静电母粒
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
10份-16份,玄武岩纤维
ꢀꢀꢀꢀꢀ
16份-20份,sebs-g-mah
ꢀꢀꢀ
0.2份-0.4份
抗氧剂
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
0.1份-0.5份 。
13.所述的抗氧剂为巴斯夫公司的三(2,4-二叔丁基)亚磷酸苯酯(简称irganox168)、四[β-(3,5-二叔丁基-4-羟基苯基)丙酸]季戊四醇酯(简称irganox1010)和1,3,5-三甲基-2,4,6-(3,5-二叔丁基-4-羟基苯甲基)苯(简称irganox1330)中的一种或几种的混合。
[0014]
本发明的第二个目的在于提供了上述所述的高性能抗静电pp板材的制备方法,包括以下步骤:(2.1)称取50
ꢀ‑
70重量份的pp、10-16重量份抗静电母粒、0.2-0.4重量份sebs-g-mah、0.1-0.5重量份抗氧剂混合并搅拌均匀,得到混合料;(2.2)将混合料加入挤出机通过螺杆挤出与16份-20份玄武岩纤维均匀复合成预浸带;(2.3)采用热压成型的方法,将预浸带压制成结构板材。
[0015]
所述步骤(2.2)中的双螺杆挤出机包括顺次排布的六个温度区,一区温度160~180℃,二区温度210~230℃,三区温度210~230℃,四区温度210~230℃,五区温度210~230℃,六区温度210~230℃,机头温度210~230℃;螺杆转速200~260r/min。
[0016]
所述步骤(2.3)中将预浸带压制成结构板材时,根据实际使用的需求设计预浸带的铺设方式和铺设层数。热压温度为210-230℃。
[0017]
与现有技术相比,本发明具有以下有益效果:(1)本发明通过前期对富勒烯的双氧水处理,可以在其表面引入-cooh,生成羟基化富勒烯。赖氨酸二异氰酸酯(ldi)能与羟基化富勒烯进行反应,ldi处理过后的富勒烯与热塑性基体pp的极性相近,两者复合的材料相容性更佳,从而改善了pp板材的力学性能。另外富勒烯还可以作为pp基体的异相成核剂,加快和完善pp基体的结晶性能,改善pp板材的力学性能。
[0018]
(2)抗静电母粒的加入,改善了pp板材的抗静电性能。
具体实施方式
[0019]
为了便于理解本发明,下面将结合具体的实施方式对本发明进行更全面的描述。但是,本发明可以以许多不同的形式来实现,并不限于本文所描述的实施方式。相反地,提供这些实施方式的目的是使对本发明的公开内容理解的更加透彻全面。
[0020]
除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施方式的目的,不是旨在于限制本发明。
[0021]
以下实施例中所用的原料如下:pp(型号z30s),茂名石化;富勒烯,濮阳市永新富勒烯科技有限公司;双氧水,济南坤丰化工有限公司;赖氨酸二异氰酸酯,湖北科易佳化工有限公司;二丁基二月桂酸锡,山东辉安化工有限公司;sebs-g-mah,江苏润丰合成科技有限公司;玄武岩纤维,泰安鸿砼新材料有限公司;抗氧剂(型号irganox168、irganox1010、irganox1330),德国巴斯夫。
[0022]
制备例1(1)称取300g富勒烯、600g氧化剂双氧水,置于反应器皿中,50℃下反应6h,过滤、洗涤、干燥,得羟基化富勒烯。
[0023]
(2)称取40g赖氨酸二异氰酸酯(ldi)、2g催化剂二丁基二月桂酸锡、200g羟基化富勒烯放入反应器皿中,在70℃的油浴中加热反应6h,产物抽滤后,获得的滤饼经丙酮抽提后,于真空干燥箱中80℃干燥10h既得改性富勒烯。
[0024]
(3)称取100g改性富勒烯、400g聚丙烯、0.1g抗氧化剂irganox1010,混合并搅拌均匀,得到混合料;(4)将步骤(3)中得到的混合料从挤出机中挤出造粒,即得到抗静电母粒m1。
[0025]
实施例1一种高性能抗静电pp板材,采用如下方法制备:(1)称取50份pp、10份抗静电母粒m1、0.2份sebs-g-mah、0.1份份抗氧剂irganox1010混合并搅拌均匀,得到混合料;(2)将混合料加入挤出机通过螺杆挤出与16份玄武岩纤维均匀复合成预浸带;(3)采用热压成型的方法,将预浸带压制成结构板材p1。
[0026]
所述步骤(2)中的双螺杆挤出机包括顺次排布的六个温度区,一区温度160℃,二区温度210℃,三区温度210℃,四区温度210℃,五区温度210℃,六区温度210℃,机头温度210℃;螺杆转速200r/min。
[0027]
所述步骤(3)中将预浸带压制成结构板材时,根据实际使用的需求设计预浸带的铺设方式和铺设层数,热压温度为210℃。
[0028]
制备例2(1)称取400g富勒烯、800g氧化剂双氧水,置于反应器皿中,60℃下反应8h,过滤、洗涤、干燥,得羟基化富勒烯。
[0029]
(2)称取60g赖氨酸二异氰酸酯(ldi)、4g催化剂二丁基二月桂酸锡、300g羟基化富勒烯放入反应器皿中,在90℃的油浴中加热反应10h,产物抽滤后,获得的滤饼经丙酮抽提后,于真空干燥箱中100℃干燥12h既得改性富勒烯。
[0030]
(3)称取120g改性富勒烯、600g聚丙烯、3g抗氧化剂irganox1010,混合并搅拌均匀,得到混合料;(4)将步骤(3)中得到的混合料从挤出机中挤出造粒,即得到抗静电母粒m2。
[0031]
实施例2(1)称取70份的pp、16份抗静电母粒m2、0.4份sebs-g-mah、0.1份irganox1010、0.2份irganox168、0.2份irganox1330混合并搅拌均匀,得到混合料;(2)将混合料加入挤出机通过螺杆挤出与20份玄武岩纤维均匀复合成预浸带;(3)采用热压成型的方法,将预浸带压制成结构板材p2。
[0032]
所述步骤(2)中的双螺杆挤出机包括顺次排布的六个温度区,一区温度180℃,二区温度230℃,三区温度230℃,四区温度230℃,五区温度230℃,六区温度230℃,机头温度220℃;螺杆转速260r/min。
[0033]
所述步骤(3)中将预浸带压制成结构板材时,根据实际使用的需求设计预浸带的铺设方式和铺设层数,热压温度为230℃。
[0034]
制备例3(1)称取350g富勒烯、700g氧化剂双氧水,置于反应器皿中,55℃下反应7h,过滤、洗涤、干燥,得羟基化富勒烯。
[0035]
(2)称取50g赖氨酸二异氰酸酯(ldi)、3g催化剂二丁基二月桂酸锡、250g羟基化富勒烯放入反应器皿中,在80℃的油浴中加热反应8h,产物抽滤后,获得的滤饼经丙酮抽提后,于真空干燥箱中90℃干燥11h既得改性富勒烯。
[0036]
(3)称取110g改性富勒烯、500g聚丙烯、2g抗氧化剂irganox1010,混合并搅拌均匀,得到混合料;(4)将步骤(3)中得到的混合料从挤出机中挤出造粒,即得到抗静电母粒m3。
[0037]
实施例3(1)称取60份的pp、13份抗静电母粒m3、0.3份sebs-g-mah、0.1份irganox1010、0.2份irganox168混合并搅拌均匀,得到混合料;(2)将混合料加入挤出机通过螺杆挤出与18份玄武岩纤维均匀复合成预浸带;(3)采用热压成型的方法,将预浸带压制成结构板材。
[0038]
所述步骤(2)中的双螺杆挤出机包括顺次排布的六个温度区,一区温度170℃,二区温度210℃,三区温度210℃,四区温度210℃,五区温度210℃,六区温度210℃,机头温度210℃;螺杆转速230r/min。
[0039]
所述步骤(3)中将预浸带压制成结构板材时,根据实际使用的需求设计预浸带的铺设方式和铺设层数。热压温度为220℃。
[0040]
制备例4(1)称取365g富勒烯、695g氧化剂双氧水,置于反应器皿中,55℃下反应7h,过滤、洗涤、干燥,得羟基化富勒烯。
[0041]
(2)称取55g赖氨酸二异氰酸酯(ldi)、3.5g催化剂二丁基二月桂酸锡、285g羟基化富勒烯放入反应器皿中,在75℃的油浴中加热反应7h,产物抽滤后,获得的滤饼经丙酮抽提后,于真空干燥箱中95℃干燥11h既得改性富勒烯。
[0042]
(3)称取105g改性富勒烯、425g聚丙烯、2.5g抗氧化剂irganox1010,混合并搅拌均匀,得到混合料;(4)将步骤(3)中得到的混合料从挤出机中挤出造粒,即得到抗静电母粒m4。
[0043]
实施例4(1)称取58份的pp、14份抗静电母粒m4、0.2份sebs-g-mah、0.1份irganox1010、0.2份irganox1330混合并搅拌均匀,得到混合料;(2)将混合料加入挤出机通过螺杆挤出与17份玄武岩纤维均匀复合成预浸带;(3)采用热压成型的方法,将预浸带压制成结构板材p4。
[0044]
所述步骤(2)中的双螺杆挤出机包括顺次排布的六个温度区,一区温度165℃,二区温度215℃,三区温度215℃,四区温度215℃,五区温度215℃,六区温度215℃,机头温度215℃;螺杆转速205r/min。
[0045]
所述步骤(3)中将预浸带压制成结构板材时,根据实际使用的需求设计预浸带的铺设方式和铺设层数。热压温度为215℃。
[0046]
制备例5 (1)称取315g富勒烯、615g氧化剂双氧水,置于反应器皿中,58℃下反应6h,过滤、洗涤、干燥,得羟基化富勒烯。
[0047]
(2)称取45g赖氨酸二异氰酸酯(ldi)、2.5g催化剂二丁基二月桂酸锡、295g羟基化
富勒烯放入反应器皿中,在85℃的油浴中加热反应8h,产物抽滤后,获得的滤饼经丙酮抽提后,于真空干燥箱中95℃干燥11h既得改性富勒烯。
[0048]
(3)称取105g改性富勒烯、515g聚丙烯、2g抗氧化剂irganox1010,混合并搅拌均匀,得到混合料;(4)将步骤(3)中得到的混合料从挤出机中挤出造粒,即得到抗静电母粒m5。
[0049]
实施例5(1)称取59份的pp、15份抗静电母粒m5、0.4份sebs-g-mah、0.1份irganox1010、0.1份irganox168混合并搅拌均匀,得到混合料;(2)将混合料加入挤出机通过螺杆挤出与18份玄武岩纤维均匀复合成预浸带;(3)采用热压成型的方法,将预浸带压制成结构板材p5。
[0050]
所述步骤(2)中的双螺杆挤出机包括顺次排布的六个温度区,一区温度175℃,二区温度225℃,三区温度225℃,四区温度225℃,五区温度225℃,六区温度225℃,机头温度225℃;螺杆转速245r/min。
[0051]
所述步骤(3)中将预浸带压制成结构板材时,根据实际使用的需求设计预浸带的铺设方式和铺设层数。热压温度为225℃。
[0052]
对比例1(1)称取59份的pp、0.4份sebs-g-mah、0.1份irganox1010、0.1份irganox168混合并搅拌均匀,得到混合料;(2)将混合料加入挤出机通过螺杆挤出与18份玄武岩纤维均匀复合成预浸带;(3)采用热压成型的方法,将预浸带压制成结构板材p5。
[0053]
所述步骤(2)中的双螺杆挤出机包括顺次排布的六个温度区,一区温度175℃,二区温度225℃,三区温度225℃,四区温度225℃,五区温度225℃,六区温度225℃,机头温度195℃;螺杆转速245r/min。
[0054]
所述步骤(3)中将预浸带压制成结构板材时,根据实际使用的需求设计预浸带的铺设方式和铺设层数。热压温度为225℃。
[0055]
对比例2(1)称取59份的pp、15份富勒烯、0.4份sebs-g-mah、0.1份irganox1010、0.1份irganox168混合并搅拌均匀,得到混合料;(2)将混合料加入挤出机通过螺杆挤出与18份玄武岩纤维均匀复合成预浸带;(3)采用热压成型的方法,将预浸带压制成结构板材p5。
[0056]
所述步骤(2)中的双螺杆挤出机包括顺次排布的六个温度区,一区温度175℃,二区温度225℃,三区温度225℃,四区温度225℃,五区温度225℃,六区温度225℃,机头温度225℃;螺杆转速245r/min。
[0057]
所述步骤(3)中将预浸带压制成结构板材时,根据实际使用的需求设计预浸带的铺设方式和铺设层数。热压温度为225℃。
[0058]
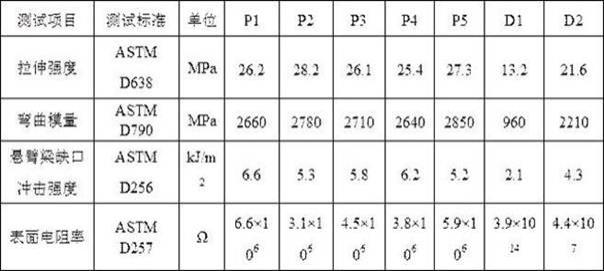
上述实施例1-5、对比例1-2的pp板材的性能数据如下表所示:
由上表可以看出,x1-5比d1-d2的物理性能、抗静电性能要好,这说明说明通过本发明提供的方法制得的pp板材物理性能、抗静电性能优异,可扩展pp板材的应用领域。
[0059]
以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
[0060]
以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。