1.本发明涉及工程塑料技术领域,尤其涉及玻纤增强聚碳酸酯材料领域,具体涉及一种高红外透过的玻纤增强聚碳酸酯组合物及其制备方法和应用。
背景技术:
2.聚碳酸酯(polycarbonate pc)是一种透明性很高的无定型热塑性塑料,是五大工程塑料之一。以芳香族类pc性能最为优异,通常所说的pc即为芳香族类的双酚a型pc,也是应用最广泛的pc材料。聚碳酸酯以其独特的高透光率、高抗冲性、尺寸稳定性及易加工成型等特点,在光学领域占有极其重要的位置。光学级聚碳酸酯的透光率可达89%,雾度不到0.3%,折射率为1.58,所得制品光学性能优异,外观无色透明,具有优异的红外透过性能,其在汽车车灯、汽车玻璃、电子电器视窗等有透明视窗、机械挡板等需要高耐热、高刚性的、红外高透的应用场景具有广泛的应用,今年来在这些领域中尝试使用全新的铆合方式-激光焊接。在电视盒子dvd及音响等电子电器的外壳、汽车控制单元的外壳、传感器总成、激光雷达等领域中激光焊接展现出了极大的优势,这些制件中多数需要有一定强度支撑结构,因此常规pc材料无法满足制件对强度的要求。
3.激光透射焊接不需储存其它材料,如粘合剂和底漆等,摩擦焊接过程不产生振动优势,对制件无机械负载,热量较低且仅限于局部,可修复焊接位置等多种优势接合方式,是一种经济高效的解决方案。当需要连接的组件中含敏感组件时,激光焊接就显得非常重要;此种焊接方式要求材料具有优异的红外透过性能,由于玻纤填充会显著降低玻纤增强pc的红外透过率,目前玻纤增强产品的红外光透过率基本在10-40%以内,甚至不透红外,这极大的限制了玻纤增强pc材料在一些承载部件及测量仪器的外罩、照相机等精密仪器领域中的应用。因此目前亟需一种能有效优化红外透过性能的玻纤增强聚碳酸酯组合物。
技术实现要素:
4.针对现有技术中的缺陷,本发明提出了一种高红外透过的玻纤增强聚碳酸酯组合物及其制备方法和应用。
5.本发明提供一种高红外透过的玻纤增强聚碳酸酯组合物,包括如下组分:
6.芳香族聚碳酸酯
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
10-90重量份;
7.对苯二甲酸1,6-环己烷二甲醇乙二醇共聚酯
ꢀꢀꢀ
10-70重量份;
8.玻璃纤维
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
10-40重量份;
9.分散剂
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
0.1-0.5重量份。
10.芳香族聚碳酸酯选自双酚a型聚碳酸酯、对苯二酚型聚碳酸酯、联苯二酚型聚碳酸酯中的任意一种或多种,优选双酚a型聚碳酸酯中的任意一种。芳香族聚碳酸酯选自熔融指数为3~52g/10min(300℃/1.2kg)的芳香族聚碳酸酯,熔融指数的测试方法参照iso 1133-2011。
11.所述对苯二甲酸1,6-环己烷二甲醇乙二醇共聚酯(选自对苯二甲酸(pta)1,6-环己烷二甲醇(chdm)酯pct,以及1,6-环己烷二甲醇(chdm)改性的pet/ptt/pbt(petg/pctg、pbtg、pttg),即:
①
对苯二甲酸1,6-环己烷二甲醇酯;
②
对苯二甲酸1,6-环己烷二甲醇乙二醇共聚酯;
③
对苯二甲酸1,6-环己烷二甲醇1,3丙二醇共聚酯;
④
对苯二甲酸1,6-环己烷二甲醇1,4丁二醇共聚酯,其中优选pct、petg和pctg。
12.进一步的,所述玻璃纤维为圆形玻纤、扁平玻纤、磨碎玻纤、玻璃微珠中的任意一种或多种。所述玻璃纤维为硅烷偶联剂浸润的无碱玻纤,pc使用的玻纤基本均为无碱玻纤。圆形玻纤的尺寸为直径10μm、11μm、13μm,长度为200μm-6mm;玻纤不同尺寸会在材料中形成不同的取向及聚集状态,对红外光电磁波在材料中的光路会产生显著影响。扁平玻纤的扁平比为3.0~4.5。
13.进一步的,所述玻璃纤维中na的质量百分比为0.1~2%。低na含量的无碱玻纤可确保增强pc制品优异的机械性能。
14.进一步的,所述玻璃纤维中ti的质量百分比低于0.1%。ti的含量过高会影响玻纤的折射率。
15.进一步的,所述玻璃纤维的折射率为1.56~1.59。折射率测试标准参照iso 17328:2014。其折射率接近pc树脂的折射率,玻纤与pc树脂折射率相差过大会出现明显的双折射现象,玻璃纤维的折射率为1.56~1.59可以降低双折射。
16.进一步的,所述分散剂选自聚烯烃接枝马来酸酐或甲基丙烯酸缩水甘油酯。
17.进一步的,所述分散剂选自pe-g-mah、pp-g-mah和poe-g-mah中的任意一种或多种,优选为pe-g-mah。
18.进一步的,所述聚碳酸酯组合物还包括助剂,所述助剂为抗氧剂、润滑剂中的一种或多种。
19.所述抗氧剂包括主抗氧剂和/或辅助抗氧剂。主抗氧剂为受阻酚类抗氧剂,如抗氧剂1076、抗氧剂1010、抗氧剂330、抗氧剂2246,优选抗氧剂1076和抗氧剂1010;辅助抗氧剂为亚磷酸酯类抗氧剂,如抗氧剂168、抗氧剂pep-36、抗氧剂38、抗氧剂126,优选抗氧剂168和pep-36,0.01-0.3重量份。
20.所述润滑剂为硅酮、n,n
’‑
乙撑双硬脂酰胺或者脂酸酯,其中硬脂酸酯为4-18碳脂肪酸甘油三酯或4-18碳脂肪酸季戊四醇酯。优选ebs、硬脂酸季戊四醇酯和硬脂酸甘油酸酯,0.1-0.5重量份。
21.本发明还提供所述的高红外透过的玻纤增强聚碳酸酯组合物的制备方法,包括如下步骤:按重量份称取各原料,在高混机中混合得到混匀物料;将所述混匀物料投入双螺杆挤出机,螺筒温度为230~270℃,双螺杆挤出机的螺杆长径比为36-64:1,转速为300-800r/min,通过混炼、熔融、均化后挤出造粒,冷却,得到所述聚碳酸酯组合物。
22.本发明还提供所述的高红外透过的玻纤增强聚碳酸酯组合物在制备音响、交通及航空领域的聚碳酸酯材料中的应用。透红外的玻纤增强pc组合物可发挥其易进行激光焊接、结构设计便捷的优势,可在智能手环、智能手表等智能穿戴设备,以及vr/ar等高端智能消费电子设备中广泛应用。
23.综上,与现有技术相比,本发明达到了以下技术效果:
24.通常玻纤增强产品的红外透过率较低,在10-40%以内,本发明的在玻纤增强pc的
高刚性、高模量基础上,通过配方组合优化其红外透过性能,通过合理筛选玻纤的的元素含量、折射率和尺寸,同时复配优选的分散剂和其他助剂,最终实现高刚性、高模量及高红外光透过率。
具体实施方式
25.为了使本技术领域的人员更好地理解本发明方案,下面将对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分的实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都应当属于本发明保护的范围。
26.在玻纤聚碳酸酯体系中,玻纤的的元素含量、折射率,及其在pc树脂中的分散、取向对红外光透过性能具有显著影响,通过优选玻纤的元素含量、折射率及尺寸,同时复配分散剂和其他助剂,可有效提升材料的红外透过性能,同时保持玻纤增强材料的高刚性、高模量特性。
27.实施例
28.下面结合具体实施例和对比例来进一步说明本发明,以下具体实施例均为本发明较佳的实施方式,但本发明的实施方式并不受下述实施例的限制,特别并不局限于下述具体实施例中所使用的各组分原料的型号。
29.一、所使用的各组分原材料如下:
30.芳香族聚碳酸酯#1:双酚a型聚碳酸酯,牌号2100,万华化学集团股份有限公司。
31.芳香族聚碳酸酯#2:对苯二酚型聚碳酸酯,牌号pc lxty 1609,鲁西化工集团股份有限公司。
32.对苯二甲酸1,6-环己烷二甲醇乙二醇共聚酯(petg):牌号s2008,韩国sk化工株式会社。
33.玻璃纤维:圆形玻纤#1:牌号534c,中国巨石股份有限公司。na的质量含量为0.20%,为无碱玻纤,直径为13μm,平均长度为3.0mm,ti的质量含量为0.01%,折射率为1.571。
34.玻璃纤维:圆形玻纤#2:牌号508a,中国巨石股份有限公司。na的含量为0.09%,为无碱玻纤,直径为13μm,平均长度为3.0mm,ti的含量为0.05%,折射率为1.582。
35.玻璃纤维:圆形玻纤#3:牌号510h,中国巨石股份有限公司。na的含量为0.12%,为无碱玻纤,直径为11μm,平均长度为4.5mm,ti的含量为0.23%,折射率为1.566。
36.玻璃纤维:圆形玻纤#4:牌号303n,重庆国际复合材料股份有限公司。na的含量为0.15%,为无碱玻纤,直径为13μm,平均长度为4.0mm,ti的含量为0.07%,折射率为1.596。
37.玻璃纤维:扁平玻纤:扁平比为3.5的短切玻璃纤维,牌号t436,泰山玻璃纤维有限公司。na的含量为0.12%,为无碱玻纤,ti的含量为0.03%,折射率为1.575。
38.玻璃纤维:磨碎玻纤:牌号emg11-50,重庆国际复合材料股份有限公司。na的含量为0.15%,为无碱玻纤,直径为10μm,平均长度为0.01mm,ti的含量为0.07%,折射率为1.582。
39.玻璃微珠:实心玻璃微珠:牌号s60,3m中国有限公司。na的含量为0.10%,为无碱玻纤,平均粒径为25μm,ti的含量为0.07%。
40.分散剂#1:pe接枝马来酸酐pe-g-mah,牌号1105a,三菱化学株式会社。
41.分散剂#2:pp接枝马来酸酐pp-g-mah,牌号p353,杜邦中国集团有限公司。
42.抗氧剂#1:受阻酚类抗氧剂,β-(3,5-二叔丁基-4-羟基苯基)丙酸正十八碳醇酯,市售,平行实验使用的是同种物质。
43.抗氧剂#2:亚磷酸酯类抗氧剂,亚磷酸三(2,4-二叔丁基苯基)酯,市售,平行实验使用的是同种物质。
44.润滑剂:季戊四醇四硬脂酸酯,市售,平行实验使用的是同种物质。
45.本发明的高红外透过的玻纤增强聚碳酸酯组合物,该高红外透过玻纤增强聚碳酸酯组合物是由聚碳酸酯、玻璃纤维、润滑剂、分散剂和抗氧剂按照表1和表2的重量份充分混合,然后在双螺杆挤出机中依次经过挤出、冷却、切粒和干燥步骤,以干燥粒子作为原料进行制件注塑,典型的制备方法如下:按重量份称取各原料,在高混机中混合得到混匀物料;将所述混匀物料投入双螺杆挤出机,螺筒温度为230/230/245/255/255/260/260/260/265/270℃,双螺杆挤出机的螺杆长径比为40:1,转速为500r/min,经过混炼、熔融、均化后挤出造粒,冷却,得到所述聚碳酸酯组合物。
46.二、测试方法:
47.(1)红外光(850nm)透过率:参照gb/t 36403-2018。
48.(2)弯曲模量:参照iso 178-2010。
49.(3)激光焊接强度:将注塑的薄片材(0-3mm),在深圳市博特精密设备科技有限公司yh-plw100-300a激光焊接机上进行激光焊接,然后参照iso 527-2012测试制件的拉伸强度,作为制件的焊接强度评价参数。
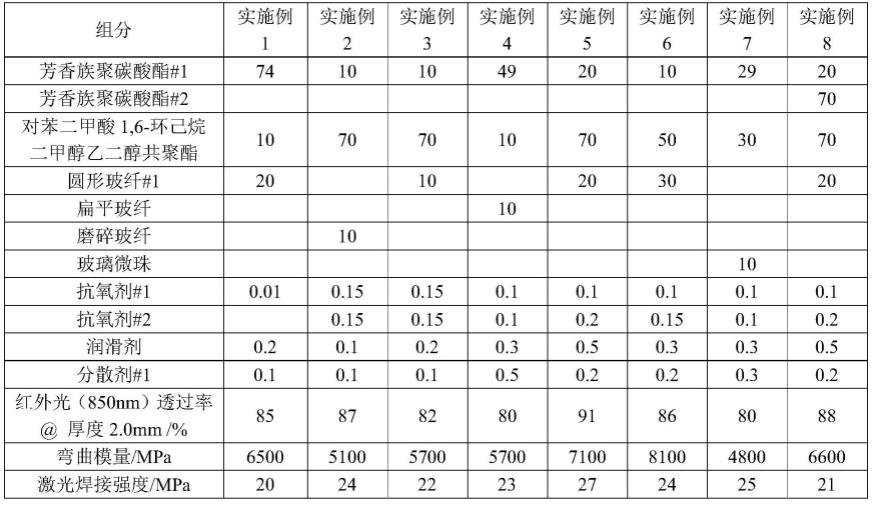
50.表1实施例技术方案和效果(重量份)
51.[0052][0053]
表2对比例技术方案和效果(重量份)
[0054][0055][0056]
从实施例1-15的结果来看,不同的配方制备得到的聚碳酸酯均具有高刚性、高模量及高红外光透过率。实施例5的红外光透过率、弯曲模量和激光焊接强度更突出。实施例11~13与实施例5相比,使用非优选参数的玻璃纤维,其红外光透过率均不及实施例5,说明玻璃纤维参数的选择对于聚碳酸酯的红外光透过率有重要影响。
[0057]
对比例1~4均与实施例5单一变量,对比例1的聚碳酸酯用量过低,对比例2不添加分散剂,对比例3不添加阻燃剂和分散剂,对比例4玻纤用量过多,以上对比例的聚碳酸酯材料均无法同时满足高刚性、高模量及高红外光透过率。
[0058]
以上所述仅为本发明的较佳实施例,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。