1.本发明涉及环保材料制备设备领域,特别涉及一种可降解超薄塑料薄膜的制备装置及其制备方法。
背景技术:
2.可降解性薄膜是指可降解的薄膜,既具有传统塑料的功能和特性、又可在达到使用寿命之后,通过土壤和水中的微生物作用或通过阳光中的紫外线的作用,在自然环境中分裂降解,最终以还原形式重新进入生态环境中,回归大自然,包括可食性薄膜和水溶性薄膜。
3.在超薄可降解塑料薄膜的制备时,时陷阱可降解的塑料颗粒投入吹塑机内,然后由吹塑机配合顶端的模头吹压出超薄型薄膜,再通过牵引和收卷即完成了流水线式的超薄可降解塑料薄膜的制备,现有的设备在这些制备过程中,其牵引的结构多为固定的形式,即通过多个竖直错落固定的导向辊来完成对牵引的薄膜引导,这些导向辊多数通过焊接来完成位置的固定,这样的方式就需要排列多组导向辊,之后再根据薄膜的引导牵引来进行对应高度导向辊的选取,这样就会造成设备制造成本增加,同时导向辊高度不能调节也不便于牵引的薄膜进行灵活的引导,同时薄膜在经过较长的牵引途径在到达收卷组件处时,难免会出现折边的现象,现有的设备在收卷处没有配备抚平组件,这样在出现这边收卷后就会影响成品的质量。
技术实现要素:
4.本发明的目的在于提供一种可降解超薄塑料薄膜的制备装置及其制备方法,以解决上述背景技术中提出的问题。
5.为实现上述目的,本发明提供如下技术方案:一种可降解超薄塑料薄膜的制备装置,包括:
6.吹膜机本体,所述吹膜机本体顶端的一边侧设置有模头;
7.牵引导向组件,所述牵引组件设置在吹膜机本体的顶端;
8.收卷组件,所述收卷组件设置在牵引组件的背面;
9.所述牵引导向组件包括支撑架和牵引导向机构,所述支撑架包括支撑底板和多个防护杆,所述牵引导向机构包括两个支撑竖板和两个引导件,两个所述支撑竖板相背的一侧均开设有两个穿插通槽;
10.所述引导件包括锁定板、连接转杆和引导套管,所述锁定板的一侧固定连接有两个锁定凸块;
11.所述收卷组件包括收卷机构和抚平机构,所述收卷机构包括固定架、按压辊、引导辊、收卷辊和转动电机;
12.所述抚平机构包括两个固定板、联动件和抚平件,所述联动件设置在其中一个固定板顶部的一侧,所述联动件包括拨动环板、不完全齿轮和转动齿轮;
13.所述抚平件包括旋转杆、n形连接架和抚平辊。
14.优选的,所述吹膜机本体顶端的另一边侧设置有进料斗,所述吹膜机本体的正面设置有多个控制柜。
15.优选的,所述支撑底板底端的四角均固定连接有支撑腿,所述支撑底板顶端的一边侧开设有牵引孔,多个所述防护杆设置为三组,且分别固定连接有支撑底板顶端的边侧,其中两组所述防护杆的顶端固定连接有防护横杆,另一组所述防护杆的顶端固定连接有防护纵杆。
16.优选的,两个所述支撑竖板相背的一侧均开设有四组锁定孔,两个所述支撑竖板的底端均固定连接有安装板,两个所述安装板的底端均和支撑底板的顶端固定连接,两个所述连接转杆分别滑动穿插连接在四个穿插通槽内,两个所述引导套管分别转动套设在两个连接转杆的外壁,四个所述锁定板分别套设在两个连接转杆的两端,四个所述锁定凸块分别和四组锁定孔滑动穿插连接,四个所述锁定板两两相背的一侧均固定连接有拉拽块。
17.优选的,两个所述锁定板相对的一侧均开设有穿插槽,两个所述穿插槽两侧的内壁均开设有阻挡滑槽,所述连接转杆的两端分别滑动穿插连接在两个穿插槽内,所述连接转杆两端的顶端和底端均固定连接有阻挡滑块,四个所述阻挡滑块分别滑动穿插连接在四个阻挡滑槽内,四个所述阻挡滑槽内均设置有顶撑弹簧;
18.两个所述引导套管的两端均固定连接有限位套环,四个所述限位套环分别套设在两个连接转杆的杆壁,四个所述限位套环的内环壁均开设有两个限位槽,两个所述连接转杆的外壁均固定连接有限位凸块,八个所述限位凸块分别设置在八个限位槽内。
19.优选的,所述固定架正面的顶部开设有进料口,所述进料口底端的内壁开设有放置槽,所述放置槽内转动设置有旋转辊,所述按压辊的两端分别和进料口底部两侧的内壁转动穿插连接,所述引导辊的两端分别和进料口中部两侧的内壁转动穿插连接,所述收卷辊的两端分别和固定架底部两侧的内壁转动穿插连接,且所述收卷辊的其中一端贯穿固定架的其中一侧。
20.优选的,所述固定架底部的一侧固定连接有放置板,所述转动电机设置在放置板的顶端,且所述转动电机的输出端和收卷辊的贯穿端固定连接。
21.优选的,两个所述固定板的底端分别和固定架顶端的两侧固定连接,其中一个所述固定板的顶部一侧开设有放置口,所述旋转杆的两端分别和两个固定板的顶部转动穿插连接,且所述旋转杆的其中一端贯穿其中一个固定板套接在转动齿轮的中部;
22.所述n形连接架套设在旋转杆杆壁的中部,所述抚平辊转动设置在n形连接架底部的两端。
23.优选的,所述拨动环板顶端和底端的内壁均设置有拨动齿牙,所述拨动环板的顶端固定连接有拨动齿板,所述拨动齿板的齿牙侧和转动齿轮的外壁啮合,所述不完全齿轮的中部穿插连接有转动连杆,所述转动连杆的其中一端和放置口一侧的内壁转动穿插连接,所述转动连杆的另一端和转动电机的输出端之间套设有传动皮带,所述不完全齿轮转动设置在拨动环板的中部,且依次和两组拨动齿牙啮合。
24.优选的,所述制备设备的制备方法包括以下几个步骤;
25.第一步:首先通电启动吹膜机本体,然后将原料由进料斗的顶端投入吹膜机本体内,吹膜机本体运作后,塑料薄膜由模头的顶端挤压吹塑出来;
26.第二步:调节两个引导套管的高度,此时需要向着远离两个支撑竖板的方向拉动四个拉拽块,四个拉拽块分别带动四个锁定板同步移动,锁定板带动锁定凸块由对应高度的锁定孔内滑出,之后便可以竖直方向移动锁定板,由锁定板带动两个连接转杆进行竖直方向的移动,连接转杆再带动套设的引导套管进行竖直方向的移动,位置调整好之后释放对拉拽块的牵引,在顶撑弹簧回复力的推动下,四个锁定板向着靠近两个支撑竖板的方向移动,同时带动锁定凸块滑动插接进对应高度位置的锁定孔内;
27.第三步:两个操作工拉扯由模头吹挤处的塑料膜,向上提拉然后修剪去不合标准的部分,然后继续拉住向上拉扯,然后向上扯动穿过牵引孔,继续拉动依次由底部引导套管的底端,再穿插套设至顶部引导套管的顶端,然后再继续牵引穿过旋转辊的顶端和按压辊的底端之间,最终穿过引导辊的顶端然后套设固定在收卷辊的外壁;
28.第四步:通电启动转动电机,转动电机输出端带动收卷辊进行转动对塑料薄膜进行收卷,同时通过传动皮带带动转动连杆进行转动,转动连杆带动不完全齿轮进行同步转动,此时在啮合作用下拨动环板进行水平方向往复直线运动,同时带动顶端的拨动齿板进行同步往复直线运动,在再次啮合传动下,转动齿轮进行弧形往复转动,这样再依次通过旋转杆和n形连接架的传导,抚平辊进行摆动,通过抚平辊对收卷过程中的薄膜进行抚扫。
29.本发明的技术效果和优点:
30.(1)本发明对牵引导向组件进行了结构设计,通过牵引导向机构的设计,使得利用锁定板完成连接转杆在支撑竖板高度位置的锁定控制,这样就能够通过控制锁定板的高度来改变连接转杆的位置,以此便可以改变引导套管的高度位置,这样通过灵活调节的方式使得对牵引薄膜的引导方向能够进行灵活变动,使得牵引组件的部分操作起来更加方便,制备成本更低;
31.(2)本发明在收卷组件处设置有抚平机构,通过传动皮带能够带动抚平机与收卷进行同步操作,这样通过抚平机构n形连接架带动抚平辊进行往复摆动,这样在薄膜最后到达收卷辊的路径处完成了对薄膜的抚平工作,这样在薄膜收卷时就能够很好地对齐收卷,使得收卷质量提高。
附图说明
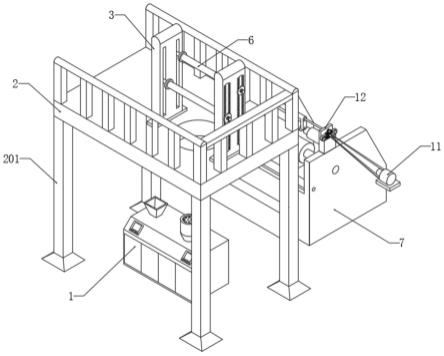
32.图1为本发明可降解超薄塑料薄膜的制备装置整体的结构示意图。
33.图2为本发明牵引导向组件的结构示意图。
34.图3为本发明牵引导向机构的结构示意图。
35.图4为本发明支撑竖板连接处的结构剖视图。
36.图5为本发明图4中a处的结构放大示意图。
37.图6为本发明收卷组件的结构示意图。
38.图7为本发明抚平机构的结构示意图。
39.图8为本发明图7中b处的结构放大示意图。
40.图中:1、吹膜机本体;101、进料斗;102、模头;2、支撑底板;201、支撑腿;202、防护杆;203、防护横杆;204、防护纵杆;205、牵引孔;3、支撑竖板;301、穿插通槽;302、锁定孔;303、安装板;4、锁定板;401、拉拽块;402、顶撑弹簧;403、锁定凸块;5、连接转杆;501、阻挡滑块;502、限位凸块;6、引导套管;601、限位套环;7、固定架;701、旋转辊;702、放置板;8、按
压辊;9、引导辊;10、收卷辊;11、转动电机;1101、传动皮带;12、固定板;13、拨动环板;1301、拨动齿牙;1302、拨动齿板;1303、不完全齿轮;1304、转动齿轮;1305、旋转杆;14、n形连接架;1401、抚平辊。
具体实施方式
41.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
42.本发明提供了如图1-8所示的一种可降解超薄塑料薄膜的制备装置,包括:
43.吹膜机本体1,吹膜机本体1顶端的一边侧设置有模头102;
44.吹膜机本体1顶端的另一边侧设置有进料斗101,吹膜机本体1的正面设置有多个控制柜,吹膜机本体1为现有的技术结构,其内部有热熔机构,在塑料颗粒进入到吹膜机本体1内部的时候先经过热熔机构将颗粒融化成胶液,然后再对胶液进行挤压和吹动外排,配合不同种型号的模头102对吹压处的薄膜进行限定,本发明中使用到的模头102能够配合吹膜机本体1吹压出超薄的塑料薄膜。
45.牵引导向组件,牵引组件设置在吹膜机本体1的顶端;
46.收卷组件,收卷组件设置在牵引组件的背面;
47.牵引导向组件包括支撑架和牵引导向机构,支撑架包括支撑底板2和多个防护杆202,牵引导向机构包括两个支撑竖板3和两个引导件,两个支撑竖板3相背的一侧均开设有两个穿插通槽301;
48.支撑底板2底端的四角均固定连接有支撑腿201,支撑底板2顶端的一边侧开设有牵引孔205,多个防护杆202设置为三组,且分别固定连接有支撑底板2顶端的边侧,其中两组防护杆202的顶端固定连接有防护横杆203,另一组防护杆202的顶端固定连接有防护纵杆204。
49.引导件包括锁定板4、连接转杆5和引导套管6,锁定板4的一侧固定连接有两个锁定凸块403;
50.两个支撑竖板3相背的一侧均开设有四组锁定孔302,两个支撑竖板3的底端均固定连接有安装板303,两个安装板303的底端均和支撑底板2的顶端固定连接,两个连接转杆5分别滑动穿插连接在四个穿插通槽301内,两个引导套管6分别转动套设在两个连接转杆5的外壁,四个锁定板4分别套设在两个连接转杆5的两端,四个锁定凸块403分别和四组锁定孔302滑动穿插连接,四个锁定板4两两相背的一侧均固定连接有拉拽块401,拉拽块401的外壁设置有防滑纹,连接转杆5的直径为穿插通槽301宽度的六分之五;
51.两个锁定板4相对的一侧均开设有穿插槽,两个穿插槽两侧的内壁均开设有阻挡滑槽,连接转杆5的两端分别滑动穿插连接在两个穿插槽内,连接转杆5两端的顶端和底端均固定连接有阻挡滑块501,四个阻挡滑块501分别滑动穿插连接在四个阻挡滑槽内,四个阻挡滑槽内均设置有顶撑弹簧402;
52.两个引导套管6的两端均固定连接有限位套环601,四个限位套环601分别套设在两个连接转杆5的杆壁,四个限位套环601的内环壁均开设有两个限位槽,两个连接转杆5的
外壁均固定连接有限位凸块502,八个限位凸块502分别设置在八个限位槽内。
53.收卷组件包括收卷机构和抚平机构,收卷机构包括固定架7、按压辊8、引导辊9、收卷辊10和转动电机11;
54.固定架7正面的顶部开设有进料口,进料口底端的内壁开设有放置槽,放置槽内转动设置有旋转辊701,按压辊8的两端分别和进料口底部两侧的内壁转动穿插连接,引导辊9的两端分别和进料口中部两侧的内壁转动穿插连接,收卷辊10的两端分别和固定架7底部两侧的内壁转动穿插连接,且收卷辊10的其中一端贯穿固定架7的其中一侧。
55.固定架7底部的一侧固定连接有放置板702,转动电机11设置在放置板702的顶端,且转动电机11的输出端和收卷辊10的贯穿端固定连接。
56.抚平机构包括两个固定板12、联动件和抚平件,联动件设置在其中一个固定板12顶部的一侧,联动件包括拨动环板13、不完全齿轮1303和转动齿轮1304;
57.抚平件包括旋转杆1305、n形连接架14和抚平辊1401;
58.两个固定板12的底端分别和固定架7顶端的两侧固定连接,其中一个固定板12的顶部一侧开设有放置口,旋转杆1305的两端分别和两个固定板12的顶部转动穿插连接,且旋转杆1305的其中一端贯穿其中一个固定板12套接在转动齿轮1304的中部;
59.n形连接架14套设在旋转杆1305杆壁的中部,抚平辊1401转动设置在n形连接架14底部的两端。
60.拨动环板13顶端和底端的内壁均设置有拨动齿牙1301,拨动环板13的顶端固定连接有拨动齿板1302,拨动齿板1302的齿牙侧和转动齿轮1304的外壁啮合,不完全齿轮1303的中部穿插连接有转动连杆,转动连杆的其中一端和放置口一侧的内壁转动穿插连接,转动连杆的另一端和转动电机11的输出端之间套设有传动皮带1101,不完全齿轮1303转动设置在拨动环板13的中部,且依次和两组拨动齿牙1301啮合。
61.实施例二;制备设备的制备方法包括以下几个步骤;
62.第一步:首先通电启动吹膜机本体1,然后将原料由进料斗101的顶端投入吹膜机本体1内,吹膜机本体1运作后,塑料薄膜由模头102的顶端挤压吹塑出来;
63.第二步:调节两个引导套管6的高度,此时需要向着远离两个支撑竖板3的方向拉动四个拉拽块401,四个拉拽块401分别带动四个锁定板4同步移动,锁定板4带动锁定凸块403由对应高度的锁定孔302内滑出,之后便可以竖直方向移动锁定板4,由锁定板4带动两个连接转杆5进行竖直方向的移动,连接转杆5再带动套设的引导套管6进行竖直方向的移动,位置调整好之后释放对拉拽块401的牵引,在顶撑弹簧402回复力的推动下,四个锁定板4向着靠近两个支撑竖板3的方向移动,同时带动锁定凸块403滑动插接进对应高度位置的锁定孔302内;
64.第三步:两个操作工拉扯由模头102吹挤处的塑料膜,向上提拉然后修剪去不合标准的部分,然后继续拉住向上拉扯,然后向上扯动穿过牵引孔205,继续拉动依次由底部引导套管6的底端,再穿插套设至顶部引导套管6的顶端,然后再继续牵引穿过旋转辊701的顶端和按压辊8的底端之间,最终穿过引导辊9的顶端然后套设固定在收卷辊10的外壁;
65.第四步:通电启动转动电机11,转动电机11输出端带动收卷辊10进行转动对塑料薄膜进行收卷,同时通过传动皮带1101带动转动连杆进行转动,转动连杆带动不完全齿轮1303进行同步转动,此时在啮合作用下拨动环板13进行水平方向往复直线运动,同时带动
顶端的拨动齿板1302进行同步往复直线运动,在再次啮合传动下,转动齿轮1304进行弧形往复转动,这样再依次通过旋转杆1305和n形连接架14的传导,抚平辊1401进行摆动,通过抚平辊1401对收卷过程中的薄膜进行抚扫。
66.本发明工作原理:参考图1至图8,在使用本装置进行薄膜制备时,需要进行以下几步操作;
67.实施第一步操作,首先通电启动吹膜机本体1,然后将原料由进料斗101的顶端投入吹膜机本体1内,吹膜机本体1运作后,塑料薄膜由模头102的顶端挤压吹塑出来。
68.实施第二步操作,调节两个引导套管6的高度,此时需要向着远离两个支撑竖板3的方向拉动四个拉拽块401,四个拉拽块401分别带动四个锁定板4同步移动,锁定板4的移动带动锁定凸块403由对应高度的锁定孔302内滑出,在锁定板4移动的过程中使得两个连接转杆5的两端相对移动,连接转杆5的移动会带动连接的阻挡滑块501在对应的阻挡滑槽内进行同步滑动,且在阻挡滑块501移动的过程中会挤压阻挡滑槽内的顶撑弹簧402使其受力逐渐收缩,之后便可以竖直方向移动锁定板4,由锁定板4带动两个连接转杆5进行竖直方向的移动,连接转杆5再带动套设的引导套管6进行竖直方向的同步移动,位置调整好之后释放对拉拽块401的牵引,在顶撑弹簧402回复力的推动下,四个锁定板4向着靠近两个支撑竖板3的方向移动,同时带动锁定凸块403滑动插接进对应高度位置的锁定孔302内。
69.实施第三步操作,两个操作工拉扯由模头102吹挤处的塑料膜,向上提拉然后修剪去不合标准的部分,然后继续拉住向上拉扯,然后向上扯动穿过牵引孔205,继续拉动依次由底部引导套管6的底端,再穿插套设至顶部引导套管6的顶端,然后再继续牵引穿过旋转辊701的顶端和按压辊8的底端之间,最终穿过引导辊9的顶端然后套设固定在收卷辊10的外壁。
70.实施第四步操作,通电启动转动电机11,转动电机11输出端带动收卷辊10进行转动对塑料薄膜进行收卷,同时通过传动皮带1101带动转动连杆进行转动,转动连杆带动不完全齿轮1303进行同步转动,此时在啮合作用下拨动环板13进行水平方向往复直线运动,同时带动顶端的拨动齿板1302进行同步往复直线运动,在再次啮合传动下,转动齿轮1304进行弧形往复转动,这样再依次通过旋转杆1305和n形连接架14的传导,抚平辊1401进行摆动,通过抚平辊1401对收卷过程中的薄膜进行抚扫。
71.最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。