1.本发明属于托盘技术领域,具体为一种轻质托盘加工工艺。
背景技术:
2.泡沫承载托盘因材质轻,运费较低受到市场的青睐,目前泡沫托盘多用于车间承载物品,但由于泡沫承载托盘受力有限,在受力过大时,容易造成托盘断裂;并且相较于塑胶托盘,其防火效果较差,更易于燃烧,鉴于以上缺陷,研发人员认为有必要设计一种轻质托盘,其结构与现有泡沫托盘接近,但其经过特殊的加工工艺使该托盘具有极强的韧性等物理机械性能。
技术实现要素:
3.本发明目的是针对现有技术中泡沫托盘强度和韧性低的问题,提供一种轻质托盘加工工艺。
4.为达以上目的,具体方案如下:一种轻质托盘加工工艺,包括如下步骤:
5.1)泡沫芯体成型,支架为连通管结构,将支架放入芯体模具中,向芯体模具中加入待发泡的pmi泡沫材料,使之在模具内发泡制成泡沫芯体;提高芯体的承重,支架为改性塑料支撑管;
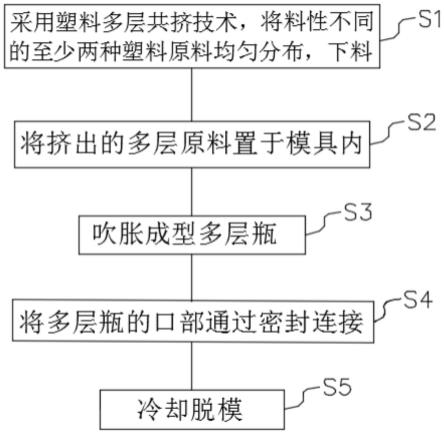
6.塑料支撑管的制备方法:pp料和pa料2-5:1的重量比加入至第一挤出机的料管中,将pa料加入第二挤出机的料管中;将第一挤出机、第二挤出机通过机头连接体连接位双层共挤机头,将第一挤出机中的物料熔融并挤出pp管外表层,将第二挤出机中的物料熔融并挤出成型pa管内支撑层,将挤出的双层塑料管用牵引机牵引,之后冷却定型,得到塑料支撑管,塑料支撑管表面涂覆有0.0001-0.2mm的环氧树脂胶。
7.2)向泡沫芯体表面贴附改性pet膜,本步骤的具体加工工艺为:由树脂sv-100:eva-800=2:1制备的胶水,温度加热至150度左右,涂层厚度约0.1-3mm。
8.改性pet膜的制备方法为:1)在四口瓶中加入碳化硅的乙醇研磨溶液,碳化硅和乙醇溶液的重量份数比为1:15-18;在氮气保护下升温至220-239℃反应回流0.2-1小时,得到溶液a;2)取适量的重量份数比为2-3:1的苯二甲酸和乙二醇,并在氮气的保护下升温至200℃,使对苯二甲酸全部溶解,得到溶液b;3)将溶液b加入至溶液a中,溶液b和溶液a的体积比为1:3-8;保持反应0.5-1小时,升温至255-265℃,真空条件下进行缩聚反应,反应1-2小时后在氮气保护下出料拉丝、切粒,得到碳化硅改性pet复合材料粒料;4)将碳化硅改性pet复合材粒料通过多层拉伸挤出系统获得改性pet膜。
9.3)在成型的泡沫板上打真空眼,其目的是吸塑工序中有利于吸气,助使涂胶后改性pet膜吸包裹于泡沫板上。
10.4)高温加热吸塑成型,一次吸塑成型或分上下两次,吸塑温度为260-280℃。
11.5)贴附防滑耐磨层,防滑耐磨层的制备方法:橡胶颗粒52-62重量份、碳纤维10-12重量份、硅灰石15-18重量份、多溴二苯醚2-4重量份、氧化钙18-20重量份、聚丙烯35-40重
量份、聚醚多元醇42-48重量份、聚乙烯醇10-12重量份、聚乙烯蜡5-8重量份、硅烷偶联剂18-20重量份、1,4-环己二甲醇8-10重量份、硫磺15-17重量份;1)橡胶颗粒、碳纤维、硅灰石、1/3-1/2的聚丙烯加入到混炼机中进行混炼,得到第一混炼料;2)搅拌状态下向第一混炼料中依次加入剩余聚丙烯、聚乙烯蜡、多溴二苯醚、聚醚多元醇、聚乙烯醇、1,4-环己二甲醇、氧化钙,得到第二混炼料;3)第二混炼料加入密炼机中密炼后加入硅烷偶联剂、硫磺,高速捏合后输送至开炼机;4)经螺杆挤出机挤出,硫化得到耐磨防滑塑胶材料;5)通过多层拉伸挤出系统和压纹模具,获得0.1-5mm的一边压有防滑纹的防滑耐磨层。
12.贴附防滑耐磨层的方法为:在防滑耐磨层没有防滑纹的一侧ab胶混合液,ab胶混合液将防滑耐磨层和泡沫芯体表面的pet膜紧密粘结。
13.6)支撑脚处理:内部锥形中空,并设有防火密封袋,遇到高温释放二氧化碳气体,起到灭火的作用。
14.具体为:密封袋中装有脲基甲酸酯钾和/或脲基甲酸酯钠、碳酸氢钠,当温度高于200℃时,可以使密封袋胀破,密封袋中的粉体迅速释放二氧化碳控制火势。
15.本发明的原理发明人推断为:。
16.与现有技术不同之处在于本发明取得了如下技术效果:
17.1)本发明的托盘主体为泡沫材质密度小,整体重量轻。
18.2)本发明的托盘韧性高,强度大,一个托盘上可以承受2t重的货物不变形。
19.3)本发明工艺制备的托盘耐高温低温等极端气候,并且还有防火功能。
具体实施方式
20.下面将结合本发明中的实施例,对分发明中的技术方案进行清楚、完整地描述。显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
21.第一部分:
22.实施例1:
23.制备塑料支撑管:pp料和pa料3:1的重量比加入至第一挤出机的料管中,将pa料加入第二挤出机的料管中;将第一挤出机、第二挤出机通过机头连接体连接位双层共挤机头,将第一挤出机中的物料熔融并挤出pp管外表层,将第二挤出机中的物料熔融并挤出成型pa管内支撑层,将挤出的双层塑料管用牵引机牵引,之后冷却定型,得到塑料支撑管。
24.制备改性pet膜:1)在四口瓶中加入碳化硅的乙醇研磨溶液,碳化硅和乙醇溶液的重量份数比为1:15-18;在氮气保护下升温至220-239℃反应回流0.2-1小时,得到溶液a;2)取适量的重量份数比为2-3:1的苯二甲酸和乙二醇,并在氮气的保护下升温至200℃,使对苯二甲酸全部溶解,得到溶液b;3)将溶液b加入至溶液a中,溶液b和溶液a的体积比为1:3-8;保持反应0.5-1小时,升温至255-265℃,真空条件下进行缩聚反应,反应1-2小时后在氮气保护下出料拉丝、切粒,得到碳化硅改性pet复合材料粒料;4)将碳化硅改性pet复合材粒料通过多层拉伸挤出系统获得改性pet膜。
25.制备防滑耐磨层:橡胶颗粒58重量份、碳纤维10重量份、硅灰石16重量份、多溴二苯醚4重量份、氧化钙20重量份、聚丙烯38重量份、聚醚多元醇46重量份、聚乙烯醇10重量
份、聚乙烯蜡6重量份、硅烷偶联剂20重量份、1,4-环己二甲醇10重量份、硫磺17重量份;步骤为:1)橡胶颗粒、碳纤维、硅灰石、1/3的聚丙烯加入到混炼机中进行混炼,得到第一混炼料;2)搅拌状态下向第一混炼料中依次加入剩余聚丙烯、聚乙烯蜡、多溴二苯醚、聚醚多元醇、聚乙烯醇、1,4-环己二甲醇、氧化钙,得到第二混炼料;3)第二混炼料加入密炼机中密炼后加入硅烷偶联剂、硫磺,高速捏合后输送至开炼机;4)经螺杆挤出机挤出,硫化得到耐磨防滑塑胶材料;5)通过多层拉伸挤出系统和压纹模具,获得1mm的一边压有防滑纹的防滑耐磨层。
26.一种轻质托盘加工工艺,步骤如下:
27.1)泡沫芯体成型,改性塑料支撑管为连通管结构,将改性塑料支撑管放入芯体模具中,向芯体模具中加入待发泡的pmi泡沫材料,使之在模具内发泡制成泡沫芯体;提高芯体的承重,为了提高塑料支撑管和pmi泡沫材料之间的相容性,塑料支撑管表面涂覆有0.001mm的环氧树脂胶。
28.2)向泡沫芯体表面贴附改性pet膜,本步骤的具体加工工艺为:由树脂sv-100:eva-800=2:1制备的胶水,温度加热至150度左右,涂层厚度约0.5mm。
29.3)在成型的泡沫板上打真空眼,其目的是吸塑工序中有利于吸气,助使涂胶后改性pet膜吸包裹于泡沫板上。
30.4)高温加热吸塑成型,一次吸塑成型或分上下两次,吸塑温度为260-280℃。
31.5)贴附防滑耐磨层,贴附防滑耐磨层的方法为:在防滑耐磨层没有防滑纹的一侧ab胶混合液,ab胶混合液将防滑耐磨层和泡沫芯体表面的pet膜紧密粘结。
32.6)支撑脚处理:内部锥形中空,并设有防火密封袋,遇到高温释放二氧化碳气体,起到灭火的作用。
33.具体为:密封袋中装有脲基甲酸酯钾和/或脲基甲酸酯钠、碳酸氢钠,当温度高于200℃时,可以使密封袋胀破,密封袋中的粉体迅速释放二氧化碳控制火势。
34.经过以上工艺,得到实施例1的轻质托盘。
35.实施例2:
36.制备塑料支撑管:pp料和pa料4:1的重量比加入至第一挤出机的料管中,将pa料加入第二挤出机的料管中;将第一挤出机、第二挤出机通过机头连接体连接位双层共挤机头,将第一挤出机中的物料熔融并挤出pp管外表层,将第二挤出机中的物料熔融并挤出成型pa管内支撑层,将挤出的双层塑料管用牵引机牵引,之后冷却定型,得到塑料支撑管。
37.制备改性pet膜:1)在四口瓶中加入碳化硅的乙醇研磨溶液,碳化硅和乙醇溶液的重量份数比为1:15-18;在氮气保护下升温至220-239℃反应回流0.2-1小时,得到溶液a;2)取适量的重量份数比为2-3:1的苯二甲酸和乙二醇,并在氮气的保护下升温至200℃,使对苯二甲酸全部溶解,得到溶液b;3)将溶液b加入至溶液a中,溶液b和溶液a的体积比为1:3-8;保持反应0.5-1小时,升温至255-265℃,真空条件下进行缩聚反应,反应1-2小时后在氮气保护下出料拉丝、切粒,得到碳化硅改性pet复合材料粒料;4)将碳化硅改性pet复合材粒料通过多层拉伸挤出系统获得改性pet膜。
38.制备防滑耐磨层:橡胶颗粒52重量份、碳纤维12重量份、硅灰石18重量份、多溴二苯醚4重量份、氧化钙20重量份、聚丙烯40重量份、聚醚多元醇48重量份、聚乙烯醇12重量份、聚乙烯蜡8重量份、硅烷偶联剂20重量份、1,4-环己二甲醇10重量份、硫磺17重量份;步
骤为:1)橡胶颗粒、碳纤维、硅灰石、1/3-1/2的聚丙烯加入到混炼机中进行混炼,得到第一混炼料;2)搅拌状态下向第一混炼料中依次加入剩余聚丙烯、聚乙烯蜡、多溴二苯醚、聚醚多元醇、聚乙烯醇、1,4-环己二甲醇、氧化钙,得到第二混炼料;3)第二混炼料加入密炼机中密炼后加入硅烷偶联剂、硫磺,高速捏合后输送至开炼机;4)经螺杆挤出机挤出,硫化得到耐磨防滑塑胶材料;5)通过多层拉伸挤出系统和压纹模具,获得1.2mm的一边压有防滑纹的防滑耐磨层。
39.一种轻质托盘加工工艺,步骤如下:
40.1)泡沫芯体成型,改性塑料支撑管为连通管结构,将改性塑料支撑管放入芯体模具中,向芯体模具中加入待发泡的pmi泡沫材料,使之在模具内发泡制成泡沫芯体;提高芯体的承重,为了提高塑料支撑管和pmi泡沫材料之间的相容性,塑料支撑管表面涂覆有0.002mm的环氧树脂胶。
41.2)向泡沫芯体表面贴附改性pet膜,本步骤的具体加工工艺为:由树脂sv-100:eva-800=2:1制备的胶水,温度加热至150度左右,涂层厚度约0.15mm。
42.3)在成型的泡沫板上打真空眼,其目的是吸塑工序中有利于吸气,助使涂胶后改性pet膜吸包裹于泡沫板上。
43.4)高温加热吸塑成型,一次吸塑成型或分上下两次,吸塑温度为260-280℃。
44.5)贴附防滑耐磨层,贴附防滑耐磨层的方法为:在防滑耐磨层没有防滑纹的一侧ab胶混合液,ab胶混合液将防滑耐磨层和泡沫芯体表面的pet膜紧密粘结。
45.6)支撑脚处理:内部锥形中空,并设有防火密封袋,遇到高温释放二氧化碳气体,起到灭火的作用。
46.具体为:密封袋中装有脲基甲酸酯钾和/或脲基甲酸酯钠、碳酸氢钠,当温度高于200℃时,可以使密封袋胀破,密封袋中的粉体迅速释放二氧化碳控制火势。
47.经过以上工艺,得到实施例2的轻质托盘。
48.实施例3:
49.制备塑料支撑管:pp料和pa料2:1的重量比加入至第一挤出机的料管中,将pa料加入第二挤出机的料管中;将第一挤出机、第二挤出机通过机头连接体连接位双层共挤机头,将第一挤出机中的物料熔融并挤出pp管外表层,将第二挤出机中的物料熔融并挤出成型pa管内支撑层,将挤出的双层塑料管用牵引机牵引,之后冷却定型,得到塑料支撑管。
50.制备改性pet膜:1)在四口瓶中加入碳化硅的乙醇研磨溶液,碳化硅和乙醇溶液的重量份数比为1:15-18;在氮气保护下升温至220-239℃反应回流0.2-1小时,得到溶液a;2)取适量的重量份数比为2-3:1的苯二甲酸和乙二醇,并在氮气的保护下升温至200℃,使对苯二甲酸全部溶解,得到溶液b;3)将溶液b加入至溶液a中,溶液b和溶液a的体积比为1:3-8;保持反应0.5-1小时,升温至255-265℃,真空条件下进行缩聚反应,反应1-2小时后在氮气保护下出料拉丝、切粒,得到碳化硅改性pet复合材料粒料;4)将碳化硅改性pet复合材粒料通过多层拉伸挤出系统获得改性pet膜。
51.制备防滑耐磨层:橡胶颗粒55重量份、碳纤维11重量份、硅灰石17重量份、多溴二苯醚3重量份、氧化钙18重量份、聚丙烯39重量份、聚醚多元醇45重量份、聚乙烯醇11重量份、聚乙烯蜡7重量份、硅烷偶联剂19重量份、1,4-环己二甲醇9重量份、硫磺16重量份;步骤为:1)橡胶颗粒、碳纤维、硅灰石、1/3-1/2的聚丙烯加入到混炼机中进行混炼,得到第一混
炼料;2)搅拌状态下向第一混炼料中依次加入剩余聚丙烯、聚乙烯蜡、多溴二苯醚、聚醚多元醇、聚乙烯醇、1,4-环己二甲醇、氧化钙,得到第二混炼料;3)第二混炼料加入密炼机中密炼后加入硅烷偶联剂、硫磺,高速捏合后输送至开炼机;4)经螺杆挤出机挤出,硫化得到耐磨防滑塑胶材料;5)通过多层拉伸挤出系统和压纹模具,获得1.5mm的一边压有防滑纹的防滑耐磨层。
52.一种轻质托盘加工工艺,步骤如下:
53.1)泡沫芯体成型,改性塑料支撑管为连通管结构,将改性塑料支撑管放入芯体模具中,向芯体模具中加入待发泡的pmi泡沫材料,使之在模具内发泡制成泡沫芯体;提高芯体的承重,为了提高塑料支撑管和pmi泡沫材料之间的相容性,塑料支撑管表面涂覆有0.005mm的环氧树脂胶。
54.2)向泡沫芯体表面贴附改性pet膜,本步骤的具体加工工艺为:由树脂sv-100:eva-800=2:1制备的胶水,温度加热至150度左右,涂层厚度约0.6mm。
55.3)在成型的泡沫板上打真空眼,其目的是吸塑工序中有利于吸气,助使涂胶后改性pet膜吸包裹于泡沫板上。
56.4)高温加热吸塑成型,一次吸塑成型或分上下两次,吸塑温度为260-280℃。
57.5)贴附防滑耐磨层,贴附防滑耐磨层的方法为:在防滑耐磨层没有防滑纹的一侧ab胶混合液,ab胶混合液将防滑耐磨层和泡沫芯体表面的pet膜紧密粘结。
58.6)支撑脚处理:内部锥形中空,并设有防火密封袋,遇到高温释放二氧化碳气体,起到灭火的作用。
59.具体为:密封袋中装有脲基甲酸酯钾和/或脲基甲酸酯钠、碳酸氢钠,当温度高于200℃时,可以使密封袋胀破,密封袋中的粉体迅速释放二氧化碳控制火势。
60.经过以上工艺,得到实施例3的轻质托盘。
61.实施例4:
62.制备塑料支撑管:pp料和pa料5:1的重量比加入至第一挤出机的料管中,将pa料加入第二挤出机的料管中;将第一挤出机、第二挤出机通过机头连接体连接位双层共挤机头,将第一挤出机中的物料熔融并挤出pp管外表层,将第二挤出机中的物料熔融并挤出成型pa管内支撑层,将挤出的双层塑料管用牵引机牵引,之后冷却定型,得到塑料支撑管。
63.制备改性pet膜:1)在四口瓶中加入碳化硅的乙醇研磨溶液,碳化硅和乙醇溶液的重量份数比为1:15-18;在氮气保护下升温至220-239℃反应回流0.2-1小时,得到溶液a;2)取适量的重量份数比为2-3:1的苯二甲酸和乙二醇,并在氮气的保护下升温至200℃,使对苯二甲酸全部溶解,得到溶液b;3)将溶液b加入至溶液a中,溶液b和溶液a的体积比为1:3-8;保持反应0.5-1小时,升温至255-265℃,真空条件下进行缩聚反应,反应1-2小时后在氮气保护下出料拉丝、切粒,得到碳化硅改性pet复合材料粒料;4)将碳化硅改性pet复合材粒料通过多层拉伸挤出系统获得改性pet膜。
64.制备防滑耐磨层:橡胶颗粒52重量份、碳纤维12重量份、硅灰石18重量份、多溴二苯醚4重量份、氧化钙20重量份、聚丙烯40重量份、聚醚多元醇48重量份、聚乙烯醇12重量份、聚乙烯蜡8重量份、硅烷偶联剂20重量份、1,4-环己二甲醇10重量份、硫磺17重量份;步骤为:1)橡胶颗粒、碳纤维、硅灰石、1/3-1/2的聚丙烯加入到混炼机中进行混炼,得到第一混炼料;2)搅拌状态下向第一混炼料中依次加入剩余聚丙烯、聚乙烯蜡、多溴二苯醚、聚醚
多元醇、聚乙烯醇、1,4-环己二甲醇、氧化钙,得到第二混炼料;3)第二混炼料加入密炼机中密炼后加入硅烷偶联剂、硫磺,高速捏合后输送至开炼机;4)经螺杆挤出机挤出,硫化得到耐磨防滑塑胶材料;5)通过多层拉伸挤出系统和压纹模具,获得2mm的一边压有防滑纹的防滑耐磨层。
65.一种轻质托盘加工工艺,步骤如下:
66.1)泡沫芯体成型,改性塑料支撑管为连通管结构,将改性塑料支撑管放入芯体模具中,向芯体模具中加入待发泡的pmi泡沫材料,使之在模具内发泡制成泡沫芯体;提高芯体的承重,为了提高塑料支撑管和pmi泡沫材料之间的相容性,塑料支撑管表面涂覆有0.01mm的环氧树脂胶。
67.2)向泡沫芯体表面贴附改性pet膜,本步骤的具体加工工艺为:由树脂sv-100:eva-800=2:1制备的胶水,温度加热至150度左右,涂层厚度约0.1-3mm。
68.3)在成型的泡沫板上打真空眼,其目的是吸塑工序中有利于吸气,助使涂胶后改性pet膜吸包裹于泡沫板上。
69.4)高温加热吸塑成型,一次吸塑成型或分上下两次,吸塑温度为260-280℃。
70.5)贴附防滑耐磨层,贴附防滑耐磨层的方法为:在防滑耐磨层没有防滑纹的一侧ab胶混合液,ab胶混合液将防滑耐磨层和泡沫芯体表面的pet膜紧密粘结。
71.6)支撑脚处理:内部锥形中空,并设有防火密封袋,遇到高温释放二氧化碳气体,起到灭火的作用。
72.具体为:密封袋中装有脲基甲酸酯钾和/或脲基甲酸酯钠、碳酸氢钠,当温度高于200℃时,可以使密封袋胀破,密封袋中的粉体迅速释放二氧化碳控制火势。
73.经过以上工艺,得到实施例4的轻质托盘。
74.第二部分:
75.对比例1:与实施例1相比,没有采用本发明的工艺制备的塑料支撑管,其他参考实施例1:
76.制备改性pet膜:1)在四口瓶中加入碳化硅的乙醇研磨溶液,碳化硅和乙醇溶液的重量份数比为1:15-18;在氮气保护下升温至220-239℃反应回流0.2-1小时,得到溶液a;2)取适量的重量份数比为2-3:1的苯二甲酸和乙二醇,并在氮气的保护下升温至200℃,使对苯二甲酸全部溶解,得到溶液b;3)将溶液b加入至溶液a中,溶液b和溶液a的体积比为1:3-8;保持反应0.5-1小时,升温至255-265℃,真空条件下进行缩聚反应,反应1-2小时后在氮气保护下出料拉丝、切粒,得到碳化硅改性pet复合材料粒料;4)将碳化硅改性pet复合材粒料通过多层拉伸挤出系统获得改性pet膜。
77.制备防滑耐磨层:橡胶颗粒58重量份、碳纤维10重量份、硅灰石16重量份、多溴二苯醚4重量份、氧化钙20重量份、聚丙烯38重量份、聚醚多元醇46重量份、聚乙烯醇10重量份、聚乙烯蜡6重量份、硅烷偶联剂20重量份、1,4-环己二甲醇10重量份、硫磺17重量份;步骤为:1)橡胶颗粒、碳纤维、硅灰石、1/3的聚丙烯加入到混炼机中进行混炼,得到第一混炼料;2)搅拌状态下向第一混炼料中依次加入剩余聚丙烯、聚乙烯蜡、多溴二苯醚、聚醚多元醇、聚乙烯醇、1,4-环己二甲醇、氧化钙,得到第二混炼料;3)第二混炼料加入密炼机中密炼后加入硅烷偶联剂、硫磺,高速捏合后输送至开炼机;4)经螺杆挤出机挤出,硫化得到耐磨防滑塑胶材料;5)通过多层拉伸挤出系统和压纹模具,获得1mm的一边压有防滑纹的防滑耐
磨层。
78.一种托盘加工工艺,步骤如下:
79.1)泡沫芯体成型,pp管为连通管结构,将pp管放入芯体模具中,向芯体模具中加入待发泡的pmi泡沫材料,使之在模具内发泡制成泡沫芯体;pp管表面涂覆有0.001mm的环氧树脂胶。
80.2)向泡沫芯体表面贴附改性pet膜,本步骤的具体加工工艺为:由树脂sv-100:eva-800=2:1制备的胶水,温度加热至150度左右,涂层厚度约0.5mm。
81.3)在成型的泡沫板上打真空眼,其目的是吸塑工序中有利于吸气,助使涂胶后改性pet膜吸包裹于泡沫板上。
82.4)高温加热吸塑成型,一次吸塑成型或分上下两次,吸塑温度为260-280℃。
83.5)贴附防滑耐磨层,贴附防滑耐磨层的方法为:在防滑耐磨层没有防滑纹的一侧ab胶混合液,ab胶混合液将防滑耐磨层和泡沫芯体表面的pet膜紧密粘结。
84.6)支撑脚处理:内部锥形中空,并设有防火密封袋,遇到高温释放二氧化碳气体,起到灭火的作用。
85.具体为:密封袋中装有脲基甲酸酯钾和/或脲基甲酸酯钠、碳酸氢钠,当温度高于200℃时,可以使密封袋胀破,密封袋中的粉体迅速释放二氧化碳控制火势。
86.经过以上工艺,得到对比例1的托盘。
87.对比例2:采用普通pet膜,其他参考实施例2,具体为:
88.制备塑料支撑管:pp料和pa料4:1的重量比加入至第一挤出机的料管中,将pa料加入第二挤出机的料管中;将第一挤出机、第二挤出机通过机头连接体连接位双层共挤机头,将第一挤出机中的物料熔融并挤出pp管外表层,将第二挤出机中的物料熔融并挤出成型pa管内支撑层,将挤出的双层塑料管用牵引机牵引,之后冷却定型,得到塑料支撑管。
89.制备防滑耐磨层:橡胶颗粒52重量份、碳纤维12重量份、硅灰石18重量份、多溴二苯醚4重量份、氧化钙20重量份、聚丙烯40重量份、聚醚多元醇48重量份、聚乙烯醇12重量份、聚乙烯蜡8重量份、硅烷偶联剂20重量份、1,4-环己二甲醇10重量份、硫磺17重量份;步骤为:1)橡胶颗粒、碳纤维、硅灰石、1/3-1/2的聚丙烯加入到混炼机中进行混炼,得到第一混炼料;2)搅拌状态下向第一混炼料中依次加入剩余聚丙烯、聚乙烯蜡、多溴二苯醚、聚醚多元醇、聚乙烯醇、1,4-环己二甲醇、氧化钙,得到第二混炼料;3)第二混炼料加入密炼机中密炼后加入硅烷偶联剂、硫磺,高速捏合后输送至开炼机;4)经螺杆挤出机挤出,硫化得到耐磨防滑塑胶材料;5)通过多层拉伸挤出系统和压纹模具,获得1.2mm的一边压有防滑纹的防滑耐磨层。
90.一种托盘加工工艺,步骤如下:
91.1)泡沫芯体成型,改性塑料支撑管为连通管结构,将改性塑料支撑管放入芯体模具中,向芯体模具中加入待发泡的pmi泡沫材料,使之在模具内发泡制成泡沫芯体;提高芯体的承重,为了提高塑料支撑管和pmi泡沫材料之间的相容性,塑料支撑管表面涂覆有0.002mm的环氧树脂胶。
92.2)向泡沫芯体表面贴附普通pet膜,本步骤的具体加工工艺为:由树脂sv-100:eva-800=2:1制备的胶水,温度加热至150度左右,涂层厚度约0.15mm。
93.3)在成型的泡沫板上打真空眼,其目的是吸塑工序中有利于吸气,助使涂胶后普
通pet膜吸包裹于泡沫板上。
94.4)高温加热吸塑成型,一次吸塑成型或分上下两次,吸塑温度为260-280℃。
95.5)贴附防滑耐磨层,贴附防滑耐磨层的方法为:在防滑耐磨层没有防滑纹的一侧ab胶混合液,ab胶混合液将防滑耐磨层和泡沫芯体表面的pet膜紧密粘结。
96.6)支撑脚处理:内部锥形中空,并设有防火密封袋,遇到高温释放二氧化碳气体,起到灭火的作用。
97.具体为:密封袋中装有脲基甲酸酯钾和/或脲基甲酸酯钠、碳酸氢钠,当温度高于200℃时,可以使密封袋胀破,密封袋中的粉体迅速释放二氧化碳控制火势。
98.经过以上工艺,得到对比例2的托盘。
99.对比例3:没有使用防滑耐磨层,其他参考实施例3:
100.制备塑料支撑管:pp料和pa料2:1的重量比加入至第一挤出机的料管中,将pa料加入第二挤出机的料管中;将第一挤出机、第二挤出机通过机头连接体连接位双层共挤机头,将第一挤出机中的物料熔融并挤出pp管外表层,将第二挤出机中的物料熔融并挤出成型pa管内支撑层,将挤出的双层塑料管用牵引机牵引,之后冷却定型,得到塑料支撑管。
101.制备改性pet膜:1)在四口瓶中加入碳化硅的乙醇研磨溶液,碳化硅和乙醇溶液的重量份数比为1:15-18;在氮气保护下升温至220-239℃反应回流0.2-1小时,得到溶液a;2)取适量的重量份数比为2-3:1的苯二甲酸和乙二醇,并在氮气的保护下升温至200℃,使对苯二甲酸全部溶解,得到溶液b;3)将溶液b加入至溶液a中,溶液b和溶液a的体积比为1:3-8;保持反应0.5-1小时,升温至255-265℃,真空条件下进行缩聚反应,反应1-2小时后在氮气保护下出料拉丝、切粒,得到碳化硅改性pet复合材料粒料;4)将碳化硅改性pet复合材粒料通过多层拉伸挤出系统获得改性pet膜。
102.一种托盘加工工艺,步骤如下:
103.1)泡沫芯体成型,改性塑料支撑管为连通管结构,将改性塑料支撑管放入芯体模具中,向芯体模具中加入待发泡的pmi泡沫材料,使之在模具内发泡制成泡沫芯体;提高芯体的承重,为了提高塑料支撑管和pmi泡沫材料之间的相容性,塑料支撑管表面涂覆有0.005mm的环氧树脂胶。
104.2)向泡沫芯体表面贴附改性pet膜,本步骤的具体加工工艺为:由树脂sv-100:eva-800=2:1制备的胶水,温度加热至150度左右,涂层厚度约0.6mm。
105.3)在成型的泡沫板上打真空眼,其目的是吸塑工序中有利于吸气,助使涂胶后改性pet膜吸包裹于泡沫板上。
106.4)高温加热吸塑成型,一次吸塑成型或分上下两次,吸塑温度为260-280℃。
107.5)支撑脚处理:内部锥形中空,并设有防火密封袋,遇到高温释放二氧化碳气体,起到灭火的作用。
108.具体为:密封袋中装有脲基甲酸酯钾和/或脲基甲酸酯钠、碳酸氢钠,当温度高于200℃时,可以使密封袋胀破,密封袋中的粉体迅速释放二氧化碳控制火势。
109.经过以上工艺,得到对比例3的托盘。
110.对比例4:采用普通pp管和普通pet膜,其他参考实施例1:
111.制备防滑耐磨层:橡胶颗粒58重量份、碳纤维10重量份、硅灰石16重量份、多溴二苯醚4重量份、氧化钙20重量份、聚丙烯38重量份、聚醚多元醇46重量份、聚乙烯醇10重量
份、聚乙烯蜡6重量份、硅烷偶联剂20重量份、1,4-环己二甲醇10重量份、硫磺17重量份;步骤为:1)橡胶颗粒、碳纤维、硅灰石、1/3的聚丙烯加入到混炼机中进行混炼,得到第一混炼料;2)搅拌状态下向第一混炼料中依次加入剩余聚丙烯、聚乙烯蜡、多溴二苯醚、聚醚多元醇、聚乙烯醇、1,4-环己二甲醇、氧化钙,得到第二混炼料;3)第二混炼料加入密炼机中密炼后加入硅烷偶联剂、硫磺,高速捏合后输送至开炼机;4)经螺杆挤出机挤出,硫化得到耐磨防滑塑胶材料;5)通过多层拉伸挤出系统和压纹模具,获得1mm的一边压有防滑纹的防滑耐磨层。
112.一种托盘加工工艺,步骤如下:
113.1)泡沫芯体成型,pp管为连通管结构,将pp管放入芯体模具中,向芯体模具中加入待发泡的pmi泡沫材料,使之在模具内发泡制成泡沫芯体;pp管表面涂覆有0.001mm的环氧树脂胶。
114.2)向泡沫芯体表面贴附普通pet膜,本步骤的具体加工工艺为:由树脂sv-100:eva-800=2:1制备的胶水,温度加热至150度左右,涂层厚度约0.5mm。
115.3)在成型的泡沫板上打真空眼,其目的是吸塑工序中有利于吸气,助使涂胶后改性pet膜吸包裹于泡沫板上。
116.4)高温加热吸塑成型,一次吸塑成型或分上下两次,吸塑温度为260-280℃。
117.5)贴附防滑耐磨层,贴附防滑耐磨层的方法为:在防滑耐磨层没有防滑纹的一侧ab胶混合液,ab胶混合液将防滑耐磨层和泡沫芯体表面的pet膜紧密粘结。
118.6)支撑脚处理:内部锥形中空,并设有防火密封袋,遇到高温释放二氧化碳气体,起到灭火的作用。
119.具体为:密封袋中装有脲基甲酸酯钾和/或脲基甲酸酯钠、碳酸氢钠,当温度高于200℃时,可以使密封袋胀破,密封袋中的粉体迅速释放二氧化碳控制火势。
120.经过以上工艺,得到对比例4的托盘。
121.实施例5:采用普通pp管和普通pet膜,没有防滑耐磨层,其他参考实施例1:
122.一种托盘加工工艺,步骤如下:
123.1)泡沫芯体成型,pp管为连通管结构,将pp放入芯体模具中,向芯体模具中加入待发泡的pmi泡沫材料,使之在模具内发泡制成泡沫芯体;提高芯体的承重,pp管表面涂覆有0.001mm的环氧树脂胶。
124.2)向泡沫芯体表面贴附普通pet膜,本步骤的具体加工工艺为:由树脂sv-100:eva-800=2:1制备的胶水,温度加热至150度左右,涂层厚度约0.1-3mm。
125.3)在成型的泡沫板上打真空眼,其目的是吸塑工序中有利于吸气,助使涂胶后改性pet膜吸包裹于泡沫板上。
126.4)高温加热吸塑成型,一次吸塑成型或分上下两次,吸塑温度为260-280℃。
127.5)支撑脚处理:内部锥形中空,并设有防火密封袋,遇到高温释放二氧化碳气体,起到灭火的作用。
128.具体为:密封袋中装有脲基甲酸酯钾和/或脲基甲酸酯钠、碳酸氢钠,当温度高于200℃时,可以使密封袋胀破,密封袋中的粉体迅速释放二氧化碳控制火势。
129.经过以上工艺,得到对比例5的托盘。
130.对比例6:加工步骤不同,没有打真空眼,其他参考实施例1:
131.制备塑料支撑管:pp料和pa料3:1的重量比加入至第一挤出机的料管中,将pa料加入第二挤出机的料管中;将第一挤出机、第二挤出机通过机头连接体连接位双层共挤机头,将第一挤出机中的物料熔融并挤出pp管外表层,将第二挤出机中的物料熔融并挤出成型pa管内支撑层,将挤出的双层塑料管用牵引机牵引,之后冷却定型,得到塑料支撑管。
132.制备改性pet膜:1)在四口瓶中加入碳化硅的乙醇研磨溶液,碳化硅和乙醇溶液的重量份数比为1:15-18;在氮气保护下升温至220-239℃反应回流0.2-1小时,得到溶液a;2)取适量的重量份数比为2-3:1的苯二甲酸和乙二醇,并在氮气的保护下升温至200℃,使对苯二甲酸全部溶解,得到溶液b;3)将溶液b加入至溶液a中,溶液b和溶液a的体积比为1:3-8;保持反应0.5-1小时,升温至255-265℃,真空条件下进行缩聚反应,反应1-2小时后在氮气保护下出料拉丝、切粒,得到碳化硅改性pet复合材料粒料;4)将碳化硅改性pet复合材粒料通过多层拉伸挤出系统获得改性pet膜。
133.制备防滑耐磨层:橡胶颗粒58重量份、碳纤维10重量份、硅灰石16重量份、多溴二苯醚4重量份、氧化钙20重量份、聚丙烯38重量份、聚醚多元醇46重量份、聚乙烯醇10重量份、聚乙烯蜡6重量份、硅烷偶联剂20重量份、1,4-环己二甲醇10重量份、硫磺17重量份;步骤为:1)橡胶颗粒、碳纤维、硅灰石、1/3的聚丙烯加入到混炼机中进行混炼,得到第一混炼料;2)搅拌状态下向第一混炼料中依次加入剩余聚丙烯、聚乙烯蜡、多溴二苯醚、聚醚多元醇、聚乙烯醇、1,4-环己二甲醇、氧化钙,得到第二混炼料;3)第二混炼料加入密炼机中密炼后加入硅烷偶联剂、硫磺,高速捏合后输送至开炼机;4)经螺杆挤出机挤出,硫化得到耐磨防滑塑胶材料;5)通过多层拉伸挤出系统和压纹模具,获得1mm的一边压有防滑纹的防滑耐磨层。
134.一种托盘加工工艺,步骤如下:
135.1)泡沫芯体成型,改性塑料支撑管为连通管结构,将改性塑料支撑管放入芯体模具中,向芯体模具中加入待发泡的pmi泡沫材料,使之在模具内发泡制成泡沫芯体;提高芯体的承重,为了提高塑料支撑管和pmi泡沫材料之间的相容性,塑料支撑管表面涂覆有0.001mm的环氧树脂胶。
136.2)向泡沫芯体表面贴附改性pet膜,本步骤的具体加工工艺为:由树脂sv-100:eva-800=2:1制备的胶水,温度加热至150度左右,涂层厚度约0.5mm。
137.3)高温加热吸塑成型,一次吸塑成型或分上下两次,吸塑温度为260-280℃。
138.4)贴附防滑耐磨层,贴附防滑耐磨层的方法为:在防滑耐磨层没有防滑纹的一侧ab胶混合液,ab胶混合液将防滑耐磨层和泡沫芯体表面的pet膜紧密粘结。
139.5)支撑脚处理:内部锥形中空,并设有防火密封袋,遇到高温释放二氧化碳气体,起到灭火的作用。
140.具体为:密封袋中装有脲基甲酸酯钾和/或脲基甲酸酯钠、碳酸氢钠,当温度高于200℃时,可以使密封袋胀破,密封袋中的粉体迅速释放二氧化碳控制火势。
141.经过以上工艺,得到对比例6的轻质托盘。
142.将实施例1-4和对比例1-6制备的托盘进行物理机械性能测试,托盘的标准为:1200*1000*140mm,所有托盘重量都低于3kg结果如下:
[0143][0144]
通过以上实施方式的测试结果发现,本发明的关键有轻质托盘加工工艺的步骤,以及塑料支撑管的制备方法、改性pet膜的制备方法和防滑耐磨层的制备,以及各个材料之间的搭配起到关键作用。
[0145]
以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。