1.本发明涉及义齿材料技术领域,尤其涉及一种多层瓷块、多层瓷块的制备方法及义齿。
背景技术:
2.义齿就是人们常说的“假牙”,医学上是对上、下颌牙部分或全部牙齿缺失后制作的修复体的总称。义齿分为可摘与固定两种。固定义齿不能由患者自己取戴的,而可摘义齿可以由患者方便地取戴。
3.义齿的材料多样,采用瓷块制成的为瓷牙。目前市面上用于制作瓷牙的多层瓷块产品的平均抗弯强度约为720mpa,仅适合制作三个单位及以内的短桥或单颗,若制作长桥或半口牙,则有断裂的风险,强度不够。
技术实现要素:
4.本发明的目的是提供一种多层瓷块、多层瓷块的制备方法及义齿,强度足够,能够适用于制作长桥或半口牙。
5.本发明公开了一种多层瓷块,包括按顺序依次铺设成层的第一氧化锆粉料层、第二氧化锆粉料层、第三氧化锆粉料层、第四氧化锆粉料层、第五氧化锆粉料层、第六氧化锆粉料层、第七氧化锆粉料层和第八氧化锆粉料层;
6.所述第一氧化锆粉料层、第二氧化锆粉料层、第三氧化锆粉料层、第四氧化锆粉料层、第五氧化锆粉料层、第六氧化锆粉料层、第七氧化锆粉料层和第八氧化锆粉料层中的氧化锆粉末中掺杂有氧化钇;
7.其中,按质量百分比计,所述第一氧化锆粉料层为13-17%,所述第二氧化锆粉料层为8-12%,所述第三氧化锆粉料层为10-14%,所述第四氧化锆粉料层为10-14%,所述第五氧化锆粉料层为10-14%,所述第六氧化锆粉料层为10-14%,所述第七氧化锆粉料层为10-14%,所述第八氧化锆粉料层为13-17%。
8.可选地,按质量百分比计,所述第一氧化锆粉料层为15%,所述第二氧化锆粉料层为10%,所述第三氧化锆粉料层为12%,所述第四氧化锆粉料层为12%,所述第五氧化锆粉料层为12%,所述第六氧化锆粉料层为12%,所述第七氧化锆粉料层为12%,所述第八氧化锆粉料层为15%。
9.可选地,按质量百分比计,所述第一氧化锆粉料层包括白色粉料3为70-93%、黄色粉料3为5-20%、粉色粉料3为1-5%、灰色粉料3为1-5%;
10.所述第二氧化锆粉料层包括白色粉料2为1-10%、白色粉料3为10-70%、黄色粉料3为5-25%、粉色粉科3为1-5%、灰色粉料3为1-5%;
11.所述第三氧化锆粉料层包括白色粉料2为15-35%、白色粉料3为25-73%、黄色粉料3为10-30%、粉色粉料3为1-5%、灰色粉料3为1-5%;
12.所述第四氧化锆粉料层包括白色粉料2为1-48%、白色粉料3为10-55%、黄色粉料
2为10-35%、粉色粉料2为1-5%、灰色粉料2为1-5%;
13.所述第五氧化锆粉料层包括白色粉料2为15-68%、白色粉料3为15-35%、黄色粉料2为15-40%、粉色粉料2为1-5%、灰色粉料2为1-5%;
14.所述第六氧化锆粉料层包括白色粉料1为1-46%、白色粉料3为37-45%、黄色粉料1为15-45%、粉色粉料1为1-5%、灰色粉料1为1-5%;
15.所述第七氧化锆粉料层包括白色粉料1为1-55%、白色粉料2为23-35%、黄色粉料1为20-50%、粉色粉料1为1-5%、灰色粉料1为1-5%;
16.所述第八氧化锆粉料层包括白色粉料1为10-78%、黄色粉料1为20-55%、粉色粉料1为1-5%、灰色粉料1为1-5%。
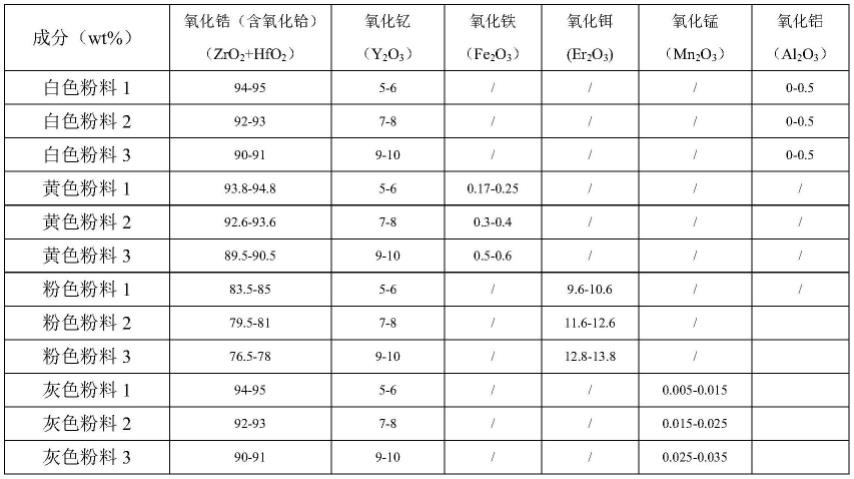
17.可选地,所述白色粉料1包括氧化锆和氧化铪共94-95%,氧化钇5-6%,氧化铝0-0.5%,所述白色粉料2包括氧化锆和氧化铪共92-93%,氧化钇7-8%,氧化铝0-0.5%,所述白色粉料3包括氧化锆和氧化铪共90-91%,氧化钇9-10%,氧化铝0-0.5%。
18.可选地,所述黄色粉料1包括氧化锆和氧化铪共93.8-94.8%,氧化钇5-6%,氧化铁0.17-0.25%,所述黄色粉料2包括氧化锆和氧化铪共92.6-93.6%,氧化钇7-8%,氧化铁0.3-0.4%,所述黄色粉料3包括氧化锆和氧化铪共89.5-90.5%,氧化钇9-10%,氧化铁0.5-0.6%。
19.可选地,所述粉色粉料1包括氧化锆和氧化铪共83.5-85%,氧化钇5-6%,氧化铒9.6-10.6%,所述粉色粉料2包括氧化锆和氧化铪共79.5-81%,氧化钇7-8%,氧化铒11.6-12.6%,所述粉色粉料3包括氧化锆和氧化铪共76.5-78%,氧化钇9-10%,氧化铒12.8-13.8%。
20.可选地,所述灰色粉料1包括氧化锆和氧化铪共94-95%,氧化钇5-6%,氧化锰0.005-0.015%,所述灰色粉料2包括氧化锆和氧化铪共92-93%,氧化钇7-8%,氧化锰0.015-0.025%,所述灰色粉料3包括氧化锆和氧化铪共90-91%,氧化钇9-10%,氧化锰0.025-0.035%。
21.本发明还公开了一种多层瓷块的制备方法,包括:
22.按顺序依次铺设第一氧化锆粉料层、第二氧化锆粉料层、第三氧化锆粉料层、第四氧化锆粉料层、第五氧化锆粉料层、第六氧化锆粉料层、第七氧化锆粉料层和第八氧化锆粉料层;
23.预压所述第一氧化锆粉料层、第二氧化锆粉料层、第三氧化锆粉料层、第四氧化锆粉料层、第五氧化锆粉料层、第六氧化锆粉料层、第七氧化锆粉料层和第八氧化锆粉料层,得到多层瓷块前体;
24.冷等静压多层瓷块前体;
25.烧结冷等静压后的多层瓷块前体,得到多层瓷块。
26.可选地,所述预压压力为4-6mpa;所述冷等静压成型的压力100-300mpa,保压时间1-15min;所述烧结温度为1000℃,升温速率为1℃/min。
27.本发明还公开了一种义齿,采用如上述的多层瓷块制得。
28.本发明的多层瓷块用于制作义齿(瓷牙),具有8层氧化锆粉料层的多层瓷块通过调整配比、增加产品层数,将义齿的平均抗弯强度大大提升,在保证牙齿切端通透的情况下,满足长桥及半口牙的制作。
具体实施方式
29.需要理解的是,这里所使用的术语、公开的具体结构和功能细节,仅仅是为了描述具体实施例,是代表性的,但是本发明可以通过许多替换形式来具体实现,不应被解释成仅受限于这里所阐述的实施例。
30.下面参考可选的实施例对本发明作详细说明。
31.作为本发明的一实施例,公开了一种多层瓷块,包括按顺序依次铺设成层的第一氧化锆粉料层、第二氧化锆粉料层、第三氧化锆粉料层、第四氧化锆粉料层、第五氧化锆粉料层、第六氧化锆粉料层、第七氧化锆粉料层和第八氧化锆粉料层;
32.所述第一氧化锆粉料层、第二氧化锆粉料层、第三氧化锆粉料层、第四氧化锆粉料层、第五氧化锆粉料层、第六氧化锆粉料层、第七氧化锆粉料层和第八氧化锆粉料层中的氧化锆粉末中掺杂有氧化钇;
33.其中,按质量百分比计,所述第一氧化锆粉料层为13-17%,所述第二氧化锆粉料层为8-12%,所述第三氧化锆粉料层为10-14%,所述第四氧化锆粉料层为10-14%,所述第五氧化锆粉料层为10-14%,所述第六氧化锆粉料层为10-14%,所述第七氧化锆粉料层为10-14%,所述第八氧化锆粉料层为13-17%。
34.本发明的多层瓷块用于制作义齿(瓷牙),具有8层氧化锆粉料层的多层瓷块通过调整配比、增加产品层数,将义齿的平均抗弯强度大大提升,在保证牙齿切端通透的情况下,满足长桥及半口牙的制作。
35.具体地,第一氧化锆粉料层、第二氧化锆粉料层、第三氧化锆粉料层、第四氧化锆粉料层、第五氧化锆粉料层、第六氧化锆粉料层、第七氧化锆粉料层和第八氧化锆粉料层中的主要粉料为氧化锆粉末,其中掺杂氧化钇,通过调整氧化钇含量实现不同强度和透性的调节。具体地,氧化钇含量越高,透性越高,强度越低。
36.具体地,第一氧化锆粉料层的强度为950mpa、第二氧化锆粉料层的强度为935mpa、第三氧化锆粉料层的强度为940mpa、第四氧化锆粉料层的强度为960mpa、第五氧化锆粉料层的强度为925mpa、第六氧化锆粉料层的强度为920mpa、第七氧化锆粉料层的强度为945mpa,第八氧化锆粉料层的强度为935mpa。
37.具体地,按质量百分比计,所述第一氧化锆粉料层为15%,所述第二氧化锆粉料层为10%,所述第三氧化锆粉料层为12%,所述第四氧化锆粉料层为12%,所述第五氧化锆粉料层为12%,所述第六氧化锆粉料层为12%,所述第七氧化锆粉料层为12%,所述第八氧化锆粉料层为15%。在本方案中,多层瓷块切割制成的瓷牙切端大小合适,颜色过度自然。
38.具体地,第一氧化锆粉料层、第二氧化锆粉料层、第三氧化锆粉料层、第四氧化锆粉料层、第五氧化锆粉料层、第六氧化锆粉料层、第七氧化锆粉料层和第八氧化锆粉料层通过白色粉料1、白色粉料2、白色粉料3、黄色粉料1、黄色粉料2、黄色粉料3、粉色粉料1、粉色粉料2、粉色粉料3、灰色粉料1、灰色粉料2、灰色粉料3中的组合混合而成。
39.白色粉料1的透度为43%,强度大于1200mpa。白色粉料2的透度为49%,强度大于950mpa。白色粉料3的透度为57%,强度大于700mpa。黄色粉料1的透度为43%,强度大于1200mpa。黄色粉料2的透度为49%,强度大于950mpa。黄色粉料3的透度为57%,强度大于700mpa。粉色粉料1的透度为43%,强度大于1200mpa。粉色粉料2的透度为49%,强度大于950mpa。粉色粉料3的透度为57%,强度大于700mpa。灰色粉料1的透度为43%,强度大于
1200mpa。灰色粉料2的透度为49%,强度大于950mpa。灰色粉料3的透度为57%,强度大于700mpa。
40.具体地,按质量百分比计,所述第一氧化锆粉料层包括白色粉料3为70-93%、黄色粉料3为5-20%、粉色粉料3为1-5%、灰色粉料3为1-5%;所述第二氧化锆粉料层包括白色粉料2为1-10%、白色粉料3为10-70%、黄色粉料3为5-25%、粉色粉科3为1-5%、灰色粉料3为1-5%;所述第三氧化锆粉料层包括白色粉料2为15-35%、白色粉料3为25-73%、黄色粉料3为10-30%、粉色粉料3为1-5%、灰色粉料3为1-5%;所述第四氧化锆粉料层包括白色粉料2为1-48%、白色粉料3为10-55%、黄色粉料2为10-35%、粉色粉料2为1-5%、灰色粉料2为1-5%;所述第五氧化锆粉料层包括白色粉料2为15-68%、白色粉料3为15-35%、黄色粉料2为15-40%、粉色粉料2为1-5%、灰色粉料2为1-5%;所述第六氧化锆粉料层包括白色粉料1为1-46%、白色粉料3为37-45%、黄色粉料1为15-45%、粉色粉料1为1-5%、灰色粉料1为1-5%;所述第七氧化锆粉料层包括白色粉料1为1-55%、白色粉料2为23-35%、黄色粉料1为20-50%、粉色粉料1为1-5%、灰色粉料1为1-5%;所述第八氧化锆粉料层包括白色粉料1为10-78%、黄色粉料1为20-55%、粉色粉料1为1-5%、灰色粉料1为1-5%。在本方案中,多层瓷块的透性合适,第八氧化锆粉料层强度合适,综合性能更好。
41.具体地,白色粉料1、白色粉料2、白色粉料3、黄色粉料1、黄色粉料2、黄色粉料3、粉色粉料1、粉色粉料2、粉色粉料3、灰色粉料1、灰色粉料2、灰色粉料3的配方如下表1:
42.表1
[0043][0044]
具体地,如上表1所示,所述白色粉料1包括氧化锆和氧化铪共94-95%,氧化钇5-6%,氧化铝0-0.5%,所述白色粉料2包括氧化锆和氧化铪共92-93%,氧化钇7-8%,氧化铝0-0.5%,所述白色粉料3包括氧化锆和氧化铪共90-91%,氧化钇9-10%,氧化铝0-0.5%。
[0045]
具体地,如上表1所示,所述黄色粉料1包括氧化锆和氧化铪共93.8-94.8%,氧化钇5-6%,氧化铁0.17-0.25%,所述黄色粉料2包括氧化锆和氧化铪共92.6-93.6%,氧化钇7-8%,氧化铁0.3-0.4%,所述黄色粉料3包括氧化锆和氧化铪共89.5-90.5%,氧化钇9-10%,氧化铁0.5-0.6%。
[0046]
具体地,如上表1所示,所述粉色粉料1包括氧化锆和氧化铪共83.5-85%,氧化钇
5-6%,氧化铒9.6-10.6%,所述粉色粉料2包括氧化锆和氧化铪共79.5-81%,氧化钇7-8%,氧化铒11.6-12.6%,所述粉色粉料3包括氧化锆和氧化铪共76.5-78%,氧化钇9-10%,氧化铒12.8-13.8%。
[0047]
具体地,如上表1所示,所述灰色粉料1包括氧化锆和氧化铪共94-95%,氧化钇5-6%,氧化锰0.005-0.015%,所述灰色粉料2包括氧化锆和氧化铪共92-93%,氧化钇7-8%,氧化锰0.015-0.025%,所述灰色粉料3包括氧化锆和氧化铪共90-91%,氧化钇9-10%,氧化锰0.025-0.035%。
[0048]
本发明还公开了一种多层瓷块的制备方法,包括:
[0049]
s100:按顺序依次铺设第一氧化锆粉料层、第二氧化锆粉料层、第三氧化锆粉料层、第四氧化锆粉料层、第五氧化锆粉料层、第六氧化锆粉料层、第七氧化锆粉料层和第八氧化锆粉料层;
[0050]
s200:预压所述第一氧化锆粉料层、第二氧化锆粉料层、第三氧化锆粉料层、第四氧化锆粉料层、第五氧化锆粉料层、第六氧化锆粉料层、第七氧化锆粉料层和第八氧化锆粉料层,得到多层瓷块前体;
[0051]
s300:冷等静压多层瓷块前体;
[0052]
s400:烧结冷等静压后的多层瓷块前体,得到多层瓷块。
[0053]
具体地,所述预压压力为4-6mpa;所述冷等静压成型的压力100-300mpa,保压时间1-15min;所述烧结温度为1000℃,升温速率为1℃/min。
[0054]
具体地,在步骤s100之前,采用三维运动混合机进行混料,混料时间5min-60min,得到各层的氧化锆粉料。步骤s200为干压成型,预压步骤,对多层瓷块的各层进行初步成型。在步骤s400之后,对多层瓷块进行外形加工,方便适配雕牙设备加工。
[0055]
本发明还公开了一种义齿,采用如上述的多层瓷块制得。
[0056]
下面通过具体实施方式说明本发明的技术方案。
[0057]
实施例1
[0058]
干压成型:按顺序依次铺设第一氧化锆粉料层、第二氧化锆粉料层、第三氧化锆粉料层、第四氧化锆粉料层、第五氧化锆粉料层、第六氧化锆粉料层、第七氧化锆粉料层和第八氧化锆粉料层,并用5mpa左右的压力预压,得到多层瓷块前体。
[0059]
冷等静压成型:对多层瓷块前体进行冷等静压成型,压力为100-300mpa,保压时间为1-15min。
[0060]
烧结:烧结冷等静压多层瓷块前体,从室温升到1000℃,升温速率为1℃/min,得到多层瓷块。
[0061]
其中,按质量比计,实施例1中的所述第一氧化锆粉料层为10%,所述第二氧化锆粉料层为10%,所述第三氧化锆粉料层为13%,所述第四氧化锆粉料层为13%,所述第五氧化锆粉料层为13%,所述第六氧化锆粉料层为13%,所述第七氧化锆粉料层为13%,所述第八氧化锆粉料层为15%。
[0062]
实施例2
[0063]
干压成型:按顺序依次铺设第一氧化锆粉料层、第二氧化锆粉料层、第三氧化锆粉料层、第四氧化锆粉料层、第五氧化锆粉料层、第六氧化锆粉料层、第七氧化锆粉料层和第八氧化锆粉料层,并用5mpa左右的压力预压,得到多层瓷块前体。
[0064]
冷等静压成型:对多层瓷块前体进行冷等静压成型,压力为100-300mpa,保压时间为1-15min。
[0065]
烧结:烧结冷等静压多层瓷块前体,从室温升到1000℃,升温速率为1℃/min,得到多层瓷块。
[0066]
其中,按质量比计,实施例2中的所述第一氧化锆粉料层为15%,所述第二氧化锆粉料层为10%,所述第三氧化锆粉料层为12%,所述第四氧化锆粉料层为12%,所述第五氧化锆粉料层为12%,所述第六氧化锆粉料层为12%,所述第七氧化锆粉料层为12%,所述第八氧化锆粉料层为15%。
[0067]
实施例3
[0068]
干压成型:按顺序依次铺设第一氧化锆粉料层、第二氧化锆粉料层、第三氧化锆粉料层、第四氧化锆粉料层、第五氧化锆粉料层、第六氧化锆粉料层、第七氧化锆粉料层和第八氧化锆粉料层,并用5mpa左右的压力预压,得到多层瓷块前体。
[0069]
冷等静压成型:对多层瓷块前体进行冷等静压成型,压力为100-300mpa,保压时间为1-15min。
[0070]
烧结:烧结冷等静压多层瓷块前体,从室温升到1000℃,升温速率为1℃/min,得到多层瓷块。
[0071]
其中,按质量比计,实施例3中的所述第一氧化锆粉料层为15%,所述第二氧化锆粉料层为15%,所述第三氧化锆粉料层为11%,所述第四氧化锆粉料层为11%,所述第五氧化锆粉料层为11%,所述第六氧化锆粉料层为11%,所述第七氧化锆粉料层为11%,所述第八氧化锆粉料层为15%。
[0072]
实施例1-3制得的多层瓷块的切端和颜色渐变情况如下表2:
[0073]
表2
[0074][0075]
在实施例1至3中,实施例2制成的多层瓷块切割制成的瓷牙切端大小合适,颜色过度自然。
[0076]
实施例4
[0077]
实施例4的各层占比与实施例2一致,在实施例2的基础上,实施例4各层具体配比如下表3:
[0078]
表3
[0079]
[0080]
[0081][0082]
实施例5
[0083]
实施例5的各层占比与实施例2一致,在实施例5的基础上,实施例5各层具体配比如下表4:
[0084]
表4
[0085]
[0086][0087]
实施例6
[0088]
实施例6的各层占比与实施例2一致,在实施例6的基础上,实施例6各层具体配比如下表5:
[0089]
表5
[0090]
[0091][0092]
实施例4至6所制得的多层瓷块的透度和强度如下表6:
[0093]
表6
[0094]
[0095][0096]
对比上述实施例4与5,两者之间的颈部(第8层)强度接近,但实施例5的整体透性更佳;对比上述实施例5与6,两者之间的切端(第1层)透性接近,但实施例5的整体强度更强;综上实施例5的综合性能最优。实施例5的平均抗弯强度大于900mpa,强度远超市面上大部分多层瓷块产品(强度约为720mpa),满足做长桥以及半口的条件(大于800mpa)。
[0097]
需要说明的是,本方案中涉及到的各步骤的限定,在不影响具体方案实施的前提下,并不认定为对步骤先后顺序做出限定,写在前面的步骤可以是在先执行的,也可以是在后执行的,甚至也可以是同时执行的,只要能实施本方案,都应当视为属于本发明的保护范围。
[0098]
以上内容是结合具体的可选实施方式对本发明所作的进一步详细说明,不能认定本发明的具体实施只局限于这些说明。对于本发明所属技术领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干简单推演或替换,都应当视为属于本发明的保护范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。