一种3d打印高强al-mg-mn-sc-zr合金粉末及其成形方法
技术领域
1.本发明涉及合金粉末领域,具体是一种3d打印高强al-mg-mn-sc-zr合金粉末及其成形方法。
背景技术:
2.随着现代制造业对产品性能要求的不断提高,产品结构和功能的复杂化和一体化已经成为未来的发展趋势。而应用传统技术加工和制备复杂金属零件的局限性日益凸显,加工成本也大幅提高。选区激光熔化(selective laser melting,slm)技术是激光增材制造技术的一种,可以生产出致密好、精度高的复杂金属零部件,并且零件成形后的处理工艺较为简单,可大幅缩短生产周期。al-mg系铝合金具有良好的加工硬化性,出色的耐腐蚀和焊接性能,因此广泛应用于汽车、船舶、建筑和航空航天等领域。al-mg合金中添加sc以提高合金性能的工艺,具有很大的应用前景,已成为国际上的研究热点。al-mg-sc系铝合金属于高强铝合金,主要用在飞机的机翼腹板、机身结构的梁、肋以及重要连接部位接头零头。但该铝合金的制备目前仍存在对激光吸收率低、导热率高、易氧化等问题且较难克服。
技术实现要素:
3.为了解决上述问题,本发明提出一种3d打印高强al-mg-mn-sc-zr合金粉末及其成形方法。
4.一种3d打印高强al-mg-mn-sc-zr合金粉末,按照重量百分比包括:mg2-6%、mn0-1%、sc0.3-0.8%、zr0.3-0.8%,余量为al。
5.一种3d打印高强al-mg-mn-sc-zr合金粉末的成形方法,其具体步骤如下:
6.s1、制备al-mg-mn-sc-zr合金粉末:
7.a、采用气雾化方法制备al-mg-mn-sc-zr合金粉末,使用电感耦合等离子体原子发射光谱仪即icp-aes对金属粉末的化学成分进行了测试;
8.b、实验所用的al-mg-mn-sc-zr合金粉末化学成分中mg:4.8%,sc:0.7%,mn:0.5%,zr:0.3%,还有微量的fe、zn、cu、ti、v类元素,余量为al;
9.c、实验使用激光粒度分析仪即master sizer 3000e测量粉体粒径,粒径主要分布在20~75μm,球形度为0.858;
10.s2、测试粉末的物理特性:
11.a、采用智能粉体特性测试仪即bt1001测试粉末休止角、崩溃角、松装密度以及流动性指数类物理特性;
12.b、得到粉末休止角为34.01
°
,崩溃角为15.27
°
,差角为18.74
°
,平板角为31.55
°
,松装密度为1.28g/cm3,振实密度为1.69g/cm3;
13.c、通过霍尔流速计测得50g粉末自由下落的时间为72.44s,含氧量为744ppm,含氮量为25ppm;
14.s3、制备合金试样:
15.a、采用选区激光熔化技术制备合金试样,沉积粉末层的厚度为0.03mm,扫描间距固定为0.12mm,相位角67
°
,激光功率为310w,激光扫描速率1200mm/s;
16.b、采用选区激光熔化技术制备合金试样,沉积粉末层的厚度为0.05mm,扫描间距固定为0.11mm,相位角67
°
,激光功率为270w,激光扫描速率800mm/s;
17.c、采用选区激光熔化技术制备合金试样,沉积粉末层的厚度为0.08mm,扫描间距固定为0.11mm,相位角67
°
,激光功率为380w,激光扫描速率1600mm/s。
18.所述的步骤s1的c中的分布特性dv(10)、dv(50)、dv(90)分别为28.5μm、45.9μm、72μm。
19.所述的步骤s3的b中实验所用的al-mg-mn-sc-zr合金粉末化学成分中mg:2.2%,sc:0.2%,mn:0.7%,zr:0.40%,余量为al。
20.所述的步骤s3的c中实验所用的al-mg-mn-sc-zr合金粉末化学成分中mg:5%,sc:0.5%,mn:0.3%,zr:0.80%,余量为al。
21.本发明的有益效果是:采用选区激光熔化技术制备了该种新型增材制造高强铝合金金属粉体,成形过程中铺粉层厚为0.01-0.08mm,激光的扫描功率为270-380w,扫描速率为800mm/s-1600mm/s,扫描间距为0.08-0.13mm,通过上述成形工艺制备的增材制造合金样品内部致密,无孔隙,成形缺陷少,综合力学性能高。
附图说明
22.下面结合附图和实施例对本发明进一步说明。
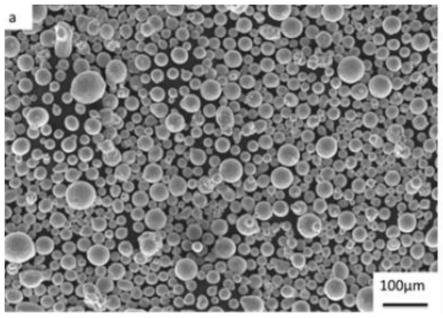
23.图1为本发明的通过气雾化方法制备的金属粉末结构示意图一;
24.图2为本发明的通过气雾化方法制备的金属粉末结构示意图二;
25.图3为本发明的制备的al-mg-mn-sc-zr合金粉末粒径分布图;
26.图4为本发明的制备的al-mg-mn-sc-zr合金在不同激光功率下定向熔池形貌的om图一;
27.图5为本发明的制备的al-mg-mn-sc-zr合金在不同激光功率下定向熔池形貌的om图二;
28.图6为本发明的制备的al-mg-mn-sc-zr合金在不同激光功率下定向熔池形貌的om图三;
29.图7为本发明的制备的al-mg-mn-sc-zr合金在不同激光功率下定向熔池形貌的om图四。
具体实施方式
30.为了使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面对本发明进一步阐述。
31.如图1至图7所示,一种3d打印高强al-mg-mn-sc-zr合金粉末,按照重量百分比包括:mg2-6%、mn0-1%、sc0.3-0.8%、zr0.3-0.8%,余量为al。
32.一种3d打印高强al-mg-mn-sc-zr合金粉末的成形方法,其具体步骤如下:
33.s1、制备al-mg-mn-sc-zr合金粉末:
34.a、如图1跟图2所示,采用气雾化方法制备al-mg-mn-sc-zr合金粉末,使用电感耦
合等离子体原子发射光谱仪即icp-aes对金属粉末的化学成分进行了测试;
35.b、实验所用的al-mg-mn-sc-zr合金粉末化学成分中mg:4.8%,sc:0.7%,mn:0.5%,zr:0.3%,还有微量的fe、zn、cu、ti、v类元素,余量为al;
36.c、如图3所示,实验使用激光粒度分析仪即master sizer 3000e测量粉体粒径,粒径主要分布在20~75μm,球形度为0.858;
37.s2、测试粉末的物理特性:
38.a、采用智能粉体特性测试仪即bt1001测试粉末休止角、崩溃角、松装密度以及流动性指数类物理特性;
39.b、得到粉末休止角为34.01
°
,崩溃角为15.27
°
,差角为18.74
°
,平板角为31.55
°
,松装密度为1.28g/cm3,振实密度为1.69g/cm3;
40.c、通过霍尔流速计测得50g粉末自由下落的时间为72.44s,含氧量为744ppm,含氮量为25ppm;
41.s3、制备合金试样:
42.a、采用选区激光熔化技术制备合金试样,沉积粉末层的厚度为0.03mm,扫描间距固定为0.12mm,相位角67
°
,激光功率为310w,激光扫描速率1200mm/s;
43.b、采用选区激光熔化技术制备合金试样,沉积粉末层的厚度为0.05mm,扫描间距固定为0.11mm,相位角67
°
,激光功率为270w,激光扫描速率800mm/s;
44.c、采用选区激光熔化技术制备合金试样,沉积粉末层的厚度为0.08mm,扫描间距固定为0.11mm,相位角67
°
,激光功率为380w,激光扫描速率1600mm/s。
45.采用选区激光熔化技术制备了该种新型增材制造高强铝合金金属粉体,成形过程中铺粉层厚为0.01-0.08mm,激光的扫描功率为270-380w,扫描速率为800mm/s-1600mm/s,扫描间距为0.08-0.13mm,通过上述成形工艺制备的增材制造合金样品内部致密,无孔隙,成形缺陷少,综合力学性能高。
46.所述的步骤s1的c中的分布特性dv(10)、dv(50)、dv(90)分别为28.5μm、45.9μm、72μm。
47.其中dv(10)、dv(50)、dv(90)分别表达的意思是在粉末处于10%、50%、90%的时候dv的平均粒径大小。
48.与铸造al-mg-sc-zr合金的力学性能相比,具有更高的强度和更低的延伸率,本发明所选工艺参数窗口对slm制备的al-mg-mn-sc-zr合金的力学性能影响不大;在不同激光功率和扫描速率下,slm制备的合金样品沿扫描方向的抗拉强度高于400mpa,范围为401~405mpa,而延伸率为18~21%;当激光功率为350w时,slm制备的al-mg-mn-sc-zr合金的抗拉强度、屈服强度和延伸率分别达到405mpa、332mpa和21.3%。
49.如图4到图7所示,采用金相显微镜观察到slm制造的al-mg-mn-sc-zr合金的显微组织特征变化规律。熔池在经过slm工艺后沿成形方向呈现出层层重叠的微观结构,如熔池边界即黑线,在“鱼鳞”中形成了牢固的冶金结合。结果表明,激光功率对slm制造的al-mg-mn-sc-zr合金熔池形状有很大影响。熔池大小从左到右呈现一定的规律,随着激光功率的增加,熔池的输入热量增加,熔池的高度和深度随着熔池尺寸的增加而增加。
50.所述的步骤s3的b中实验所用的al-mg-mn-sc-zr合金粉末化学成分中mg:2.2%,sc:0.2%,mn:0.7%,zr:0.40%,余量为al。
51.所述的步骤s3的c中实验所用的al-mg-mn-sc-zr合金粉末化学成分中mg:5%,sc:0.5%,mn:0.3%,zr:0.80%,余量为al。
52.下表列出了slm制备的al-mg-mn-sc-zr合金在不同激光功率下的屈服强度即σ0.2、极限抗拉强度即σuts、延伸率以及力学性能的方差的具体数据,没有明显的变化趋势,众所周知,激光功率是决定加工效率的重要参数,激光功率越高,加工效率越高。
[0053][0054]
以上显示和描述了本发明的基本原理、主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
