选区激光熔融制备镍基高温合金产品的方法
1.本技术要求于2022年08月11日提交中国专利局、申请号为202210962400.5、发明名称为“选区激光熔融制备镍基高温合金产品的方法”的中国专利申请的优先权,其全部内容通过引用结合在本技术中。
技术领域
2.本技术涉及激光增材制造领域,尤其涉及一种选区激光熔融制备镍基高温合金产品的方法。
背景技术:
3.激光增材制造技术由于能够直接制备形状复杂、精度高的金属制件,而成为研究热点。然而,由于激光工艺参数、粉末和熔池之间复杂的动力学,在每次层扫描过程中很难避免在粉末床层和熔池中随机产生的孔隙,而孔隙是许多冶金过程共同的缺陷特征。选区激光熔融(slm)成形镍基高温合金形成的孔隙与激光工艺参数密切相关,并且不同合金成分的镍基高温合金之间不存在显著差异。有研究报道,通过高保真模拟和同步加速器实验证明了在激光增材制造过程中具有复杂的激光-粉末-熔池动态关系,容易造成金属粉末飞溅和熔池不稳定,触发锁孔模式,形成孔隙缺陷。在镍基高温合金中,由于大量合金元素所形成的熔点范围较大,锁孔诱导的孔隙是很难避免的。
4.针对上述问题,国内外进行了探索性的研究。有研究在slm成形ren
é
104镍基高温合金过程中引入纳米tic,激光和粉末床之间的相互作用从锁孔模式转变为传导模式,从而使孔隙率减少了67.5%。此外,采用热等静压后处理也可以消除slm成形过程中产生的孔隙、裂纹等缺陷。但是,这些工艺措施相对比较复杂繁琐,需要额外引入其他物质或增加处理工序。
技术实现要素:
5.有鉴于此,本技术的目的在于提供一种选区激光熔融制备镍基高温合金产品的方法,使得所述方法能够简便有效的抑制slm成形镍基高温合金产品过程中孔隙的形成,同时快速消除残余应力,避免由孔隙引起的开裂问题,大幅提高产品的相对密度和力学性能。
6.为了解决上述技术问题/达到上述目的或者至少部分地解决上述技术问题/达到上述目的,本技术提供了一种选区激光熔融制备镍基高温合金产品的方法,包括:
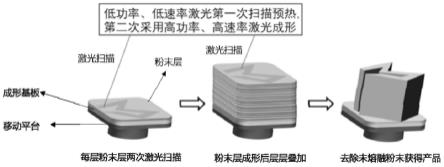
7.步骤1、根据预制备的产品形状建立三维模型,利用软件将三维模型切片分层,并导入选区激光熔融设备系统中;
8.步骤2、在成形基板上铺设镍基高温合金粉末,利用选区激光熔融设备,采用第一功率的激光束以第一扫描速度对镍基高温合金粉末进行扫描;随后采用第二功率的激光束和第二扫描速度再次进行扫描,得到成形层;
9.其中,所述第一功率小于第二功率,所述第一扫描速度小于第二扫描速度;所述第二功率为150-400w;所述第二扫描速度为600-1200mm/s;
10.步骤3、重复步骤2,使得到的成形层逐层叠加,直至形成具有三维模型结构的镍基高温合金产品。
11.在本技术某些实施方式中,所述第二功率为225w;所述第二扫描速度为900mm/s。在本技术另外一些实施方式中,所述三维模型可通过cad来建立。
12.本技术针对slm制备镍基高温合金产品易产生孔隙、裂纹等缺陷问题,首次提出采用低功率的激光和较慢扫描速度第一次扫描粉末层,对粉末层预热,实现粉末颗粒之间预连接,同时显著降低了粉末层与制件之间的热梯度;随后采用高于第一次扫描的高功率的激光束以较快的扫描速度,熔凝成形,得到成形层。
13.可选地,所述第一功率为30-100w,所述第一扫描速度为100-500mm/s。在本技术某些实施方式中,所述第一功率为60w,所述第一扫描速度为300mm/s。
14.可选地,所述镍基高温合金粉末为球形粉末,粒径为15-53μm。
15.可选地,所述镍基高温合金粉末为ren
é
104镍基高温合金粉末或in718镍基高温合金粉末。在本技术某些实施方式中,所述ren
é
104镍基高温合金的组成为的组分为:20.6%co,13%cr,3.4%al,3.9%ti,3.8%mo,2.1%w,2.4%ta,0.9%nb,0.05%zr,0.03%b,0.04%c,余量为ni;在本技术某些实施方式中,所述in718镍基高温合金组成为:18.9%fe,18.9%cr,5.06%nb,3.07%mo,0.97%ti,0.58%al,0.09%co,0.03%ta,0.03%v,0.12%si,0.03%c,余量为ni。
16.针对目前部分选取激光熔融设备只能对一个三维模型制定一套参数,致使无法实现本技术的对同一粉末层实现二次激光扫描的问题,在本技术某些实施方式中,步骤1包括:根据预制备的产品形状建立两个完全相同的三维模型,利用软件将两个完全相同的三维模型切片分层,导入选区激光熔融设备系统中后,将两个完全相同的三维模型定位于成形基板上同一位置,使两者激光熔融区域完全重叠;所述两个完全相同的三维模型分别具有第一功率和第一扫描速度,以及第二功率和第二扫描速度两套不同的扫描参数。
17.本技术上述操作将两个相同大小的工件三维模型在系统中重叠摆放,使其在成形基板上的熔融区域完全重叠,分别对两个三维模型设置不同的激光扫描参数,在对其中一个三维模型完成激光扫描后,随即开始对另一个三维模型激光扫描,从而实现对该形状三维模型的粉层进行二次激光扫描的目的,解决了现有设备单束激光无法实现二次扫描的问题,不需对现有设备做任何改动,也不需要添加任何设备,方法简便有效。
18.此外,在本技术某些实施方式中,还包括在成形基板上铺设镍基高温合金粉末前,干燥镍基高温合金粉末和预热成形基板。
19.在本技术某些实施方式中,所述预热成形基板为将成形基板加热到100-300℃。在本技术另外一些实施方式中,所述预热成形基板为将成形基板加热到200℃
20.在本技术某些实施方式中,所述干燥镍基高温合金粉末为在90-120℃的真空干燥箱中对镍基高温合金粉末烘干12-48h;在本技术另外一些实施方式中,所述干燥镍基高温合金粉末为在105℃的真空干燥箱中对镍基高温合金粉末烘干24h.
21.在本技术某些实施方式中,所述在成形基板上铺设镍基高温合金粉末的粉层厚度为30-50μm;在本技术另外一些实施方式中,所述粉层厚度为30μm、40μm或50μm。
22.在本技术某些实施方式中,激光熔融过程中需要在惰性气体氛围中,所述惰性气体可选为含氧量小于0.0001wt%的惰性气体,例如氩气。
23.由以上技术方案可知,本技术提供了一种选区激光熔融制备镍基高温合金产品的方法,采用该方法在slm制备过程中可以对镍基高温合金粉末进行预热处理,避免了金属粉末的飞溅和熔池不稳定,同时降低了热应力,抑制了孔隙、裂纹产生,大幅提高了制件的相对密度和力学性能。
附图说明
24.图1所示为本技术所述方法的流程示意图;
25.图2所示为本技术制备ren
é
104镍基高温合金产品的om组织图像;
26.图3所示为本技术制备ren
é
104镍基高温合金产品的显微组织sem图像;
27.图4所示为现有“难焊接”镍基高温合金的激光增材制造技术经本技术方法改良后制备的ren
é
104合金的微观结构om图像;
28.图5所示为对比例1制备的ren
é
104镍基高温合金产品的om组织图像;
29.图6所示为对比例2制备的ren
é
104镍基高温合金产品的om组织图像。
具体实施方式
30.本技术公开了一种选区激光熔融制备镍基高温合金产品的方法,本领域技术人员可以借鉴本文内容,适当改进工艺参数实现。特别需要指出的是,所有类似的替换和改动对本领域技术人员来说是显而易见的,它们都被视为包括在本技术。本技术所述方法已经通过较佳实施例进行了描述,相关人员明显能在不脱离本技术内容、精神和范围内对本文所述方法进行改动或适当变更与组合,来实现和应用本技术技术。显然,所描述的实施例是本技术的一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都属于本技术保护的范围。
31.需要说明的是,在本文中,如若出现诸如“第一”和“第二”、“步骤1”和“步骤2”以及“(1)”和“(2)”等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。同时,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互组合。
32.本技术具体提供了一种选区激光熔融制备镍基高温合金产品的方法,包括:
33.根据镍基高温合金产品形状在计算机上建立三维cad模型;利用软件将模型切片分层,并导入选区激光熔融设备的系统中;首先在105℃的真空干燥箱中对镍基高温合金粉末烘干24h,同时将成形基板加热到100-300℃后,把镍基高温合金粉末装入供粉缸并进行铺粉,铺粉层厚为30-50μm,往工作腔内通入惰性气体至氧含量低于100ppm;成形基板材料可选为不锈钢或镍基合金。
34.所述的惰性气体应为氩气,纯度为99.99wt%,其中氧含量小于0.0001wt%。
35.通过数控系统,首先采用p1功率的激光束以v1的扫描速度对铺设的镍基高温合金
粉末进行扫描,对粉末层进行预热,使粉末颗粒之间预连接;随后,采用p2功率的激光和v2的扫描速度对上述粉末层熔凝成形,得到第一层成形层;随后均采用p1功率和v1速度第一次扫描预热粉末层,以及p2功率的激光和v2的扫描速度第二次扫描成形,层层叠加,直至形成三维零件。
36.要求每层扫描时,第一次的扫描速度v1小于第二次的扫描速度v2、第一次的扫描功率p1小于第二次的扫描功率p2;所述p1的取值范围为30-100w;所述v1的取值范围为100-500mm/s;所述p2的取值范围为150-400w;所述v2的取值范围为600-1200mm/s。
37.本技术的优点和积极效果至少包括如下几个方面:
38.(1)采用低功率的激光和较慢扫描速度第一次扫描粉末层,对粉末层预热,实现粉末颗粒之间预连接,避免了金属粉末的飞溅和熔池不稳定,抑制了孔隙形成;
39.(2)采用低功率激光对粉末层预热,降低了slm成形过程中产生的热应力,抑制了由孔隙引起的开裂问题;
40.(3)在镍基高温合金的slm成形过程中实时抑制缺陷的形成,提高打印件的相对密度和力学性能,不需要热等静压后处理;
41.(4)对“难焊接”镍基高温合金的激光增材制造技术同样有效,降低了开裂敏感性,扩宽了工艺参数窗口,抑制孔隙、裂纹形成;
42.(5)针对无法对同一个三维模型设置不同激光扫描参数的设备,可将两个相同大小的产品模型重叠摆放,分别对两个模型设置不同的扫描参数,从而实现二次激光扫描,解决了现有设备单束激光无法实现二次扫描问题,不需对设备做任何改动,也不需要添加任何设备,采用的设备和方法简单。
43.在本技术提供的各组对比实验中,如未特别说明,除各组指出的区别外,其他实验条件、材料等均保持一致,以便具有可对比性。
44.以下就本技术所提供的一种选区激光熔融制备镍基高温合金产品的方法做进一步说明。
45.实施例1:ren
é
104镍基高温合金产品的示例性制备
46.基体材料是粒径为15-53μm的ren
é
104镍基高温合金球形粉末,ren
é
104镍基高温合金的组分为:20.6%co,13%cr,3.4%al,3.9%ti,3.8%mo,2.1%w,2.4%ta,0.9%nb,0.05%zr,0.03%b,0.04%c,余量为ni;
47.(1)激光增材制造前准备
48.根据镍基高温合金产品形状在计算机上建立三维cad模型;利用软件将模型切片分层,并导入选区激光熔融设备的系统中;首先在105℃的真空干燥箱中对镍基高温合金粉末烘干24h,同时将成形基板加热到200℃后,把镍基高温合金粉末装入供粉缸并进行铺粉,铺粉层厚为30μm,往工作腔内通入惰性气体至氧含量低于100ppm;基板材料选为不锈钢或镍基合金。
49.所述的惰性气体应为氩气,纯度为99.99wt%,其中氧含量小于0.0001wt%。
50.(2)激光增材制造成形
51.通过数控系统,首先采用60w功率的激光束以300mm/s的扫描速度对(1)中合金粉末进行扫描,对粉末层进行预热,使粉末颗粒之间预连接;随后,采用225w功率的激光和900mm/s的扫描速度对上述粉末层熔凝成形,得到第一层成形层;随后均采用60w功率和
300mm/s速度第一次扫描预热粉末层,以225w功率的激光和900mm/s的扫描速度第二次扫描成形,层层叠加,直至形成三维零件。
52.图1为选区激光熔融成形过程激光两次扫描示意图。
53.图2为本实施例制备的ren
é
104镍基高温合金om组织图像,可以观察到ren
é
104镍基高温合金的熔池形貌,结构致密,没有发现孔隙、裂纹等缺陷。
54.图3为本实施例制备的ren
é
104镍基高温合金显微组织sem图像,发现对粉末层采用较低能量的激光一次扫描预热没有改变打印件的显微组织。
55.经测试,本实施例制备的ren
é
104镍基高温合金样品的相对密度为99.4%,屈服强度和抗拉强度分别为1052mpa、1375mpa,伸长率为13.8%。
56.此外,在上述工艺基础上,按照表1所设参数进行了ren
é
104镍基高温合金样品制备,结果呈现相同;
57.表1
[0058][0059][0060]
实施例2:in718镍基高温合金产品的示例性制备
[0061]
方法参照实施例1(非表1参数),in718镍基高温合金组成为:18.9%fe,18.9%cr,5.06%nb,3.07%mo,0.97%ti,0.58%al,0.09%co,0.03%ta,0.03%v,0.12%si,0.03%c,余量为ni。
[0062]
所制备的in718镍基高温合金产品结构致密,无缺陷。经测试,本实施例制备的in718合金样品的相对密度为99.8%,屈服强度和抗拉强度分别为1033mpa、1357mpa,伸长率为25.3%。
[0063]
实施例3:现有“难焊接”镍基高温合金的激光增材制造技术的改良
[0064]
中国专利cn108941560a对比例1中未按照该专利进行分区扫描熔融策略,其他参数保持一致,结果显示成形部件内部存在各种尺寸的裂纹,经过后处理后,裂纹仍存在;经后处理(去应力退火 sps)前和后处理(去应力退火 sps)后的相对密度分别为98.12%和99.02%,室温力学性能分别为751mpa和916mpa。
[0065]
对此,参照实施例1方案(非表1参数),由一次扫描变更为二次扫描,区别在于,第二次激光扫描工艺参数采用上述对比例1中的slm工艺具体参数:激光功率为225w,光斑直径为0.12mm,扫描速度为600mm/s,光斑直径为0.12mm,不采用分区策略。
[0066]
图4为制备的ren
é
104合金的微观结构om图像,所制备样品的结构致密,只能观察到很少量的微孔。经检测,所制备的ren
é
104合金的相对密度为99.3%,室温屈服强度为981mpa,抗拉强度为1271mpa,伸长率为12.5%。
[0067]
对比cn108941560a对比例1的相对密度、力学性能,本技术采用cn108941560a开裂最严重、制件性能最差的对比例1的3d打印工艺参数进行第二次扫描成形,同样可以制备出高质量、无明显缺陷、力学性能优异的制件,表明本技术采用低能量密度激光对粉末层第一次扫描预热处理,可扩宽激光增材制造工艺窗口。
[0068]
对比例1:未进行激光第一次扫描预热制备ren
é
104镍基高温合金产品
[0069]
与实施例1方案(非表1参数)不同的是(2)中激光增材制造过程没有对粉末层进行激光第一次扫描预热,其他与实施例1相同。
[0070]
图5为对比例1制备的ren
é
104镍基高温合金产品om组织图像。可以发现,没有进行激光二次扫描原位热处理的ren
é
104镍基高温合金产品出现了较多孔隙。
[0071]
经测试,对比例1制备的ren
é
104镍基高温合金产品的相对密度为98.5%,屈服强度和抗拉强度分别为779mpa和928mpa,伸长率3.8%。
[0072]
对比例2:第一次激光扫描为高功率、高速率制备ren
é
104镍基高温合金产品
[0073]
与实施例1方案(非表1参数)不同的是(2)中激光增材制造过程,对粉末层进行第一次扫描采用的是高功率、高速率的激光,工艺参数如下:激光功率150w,激光扫描速率700mm/s,其他与实施例1相同。
[0074]
图6为对比例2制备的ren
é
104镍基高温合金产品的om图像。可以发现,对粉末层进行第一次扫描采用的是高功率、高速率的激光,同样会造成粉末飞溅和熔池不稳定,产生了更多的孔隙,同时会加大热应力积累,造成开裂。
[0075]
经测试,对比例2制备的ren
é
104镍基高温合金相对密度为97.3%,屈服强度和抗拉强度分别为935mpa和1104mpa,伸长率2.6%。
[0076]
对比例3:第二次激光扫描为低功率、低速率制备ren
é
104镍基高温合金产品
[0077]
与实施例1方案(非表1参数)不同的是(2)中激光增材制造过程,对粉末层进行第二次扫描成形采用的是低功率、低速率的激光,工艺参数如下:激光功率120w,激光扫描速率500mm/s,其他与实施例1相同。
[0078]
可以发现,虽然两次均采用低能量密度激光扫描粉末层可以避免粉末飞溅,但是第二次激光能量明显不足,不能完成熔融成形,造成打印失败。
[0079]
以上所述仅是本技术的具体实施方式,使本领域技术人员能够理解或实现本技术。对这些实施例的多种修改对本领域的技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本技术的精神或范围的情况下,在其它实施例中实现。因此,本技术将不会被限制于本文所示的这些实施例,而是要符合与本文所申请的原理和新颖特点相一致的最宽的范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
