1.本实用新型涉及的是电机制造业中线圈绕线机技术领域,具体涉及激光打砂绕线机。
背景技术:
2.目前,市面上的中大型线圈一部分仍然采用半手工绕线的方式,效率低下;另一部分通过普通绕线机绕线加工而成,自动化程度差,劳动强度大,且大多数只能对特定的线圈进行绕线,如若更改则需要更改模具,操作麻烦,不利于持续生产,生产效率低。同时,线圈在绕制前需进行打砂操作,现有技术打砂、绕线步骤都是在不同的机器中进行,需要将线圈分别运输至不同的机器处,不仅加工时间长,也降低了加工效率,增加生产成本。基于此,设计一种新型的激光为能源的打砂自动绕线机尤为必要。
技术实现要素:
3.针对现有技术上存在的不足,本实用新型目的是在于提供一种激光打砂绕线机,结构设计合理,操作简便,全自动打砂、绕线,利于持续生产,提高生产效率,降低生产成本,易于推广使用。
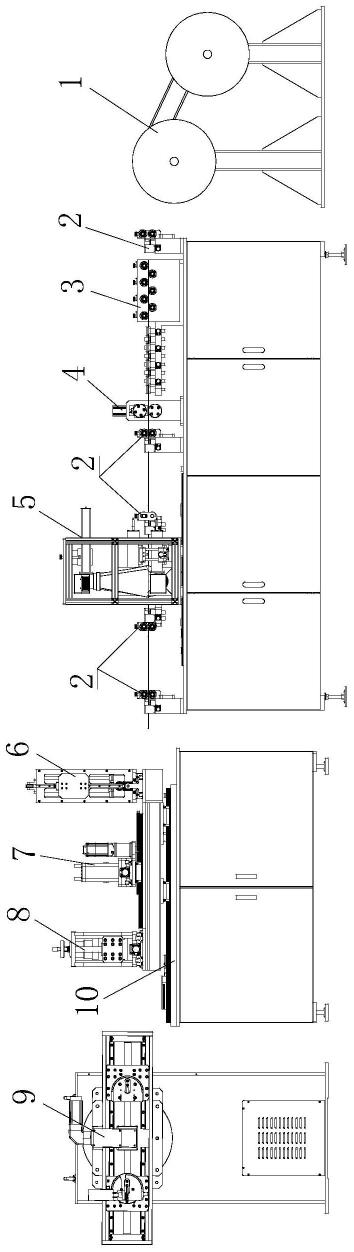
4.为了实现上述目的,本实用新型是通过如下的技术方案来实现:激光打砂绕线机,包括放线机构、导向机构、饺直机构、计数机构、激光打砂机构、集束机构、送线机构、剪线机构和自动绕线机构,放线机构的前侧依次设置有导向机构、饺直机构、计数机构、激光打砂机构,所述的激光打砂机构的两侧均安装有多组导向机构,激光打砂机构的前方依次设置有集束机构、送线机构、剪线机构、自动绕线机构。
5.作为优选,所述的自动绕线机构包括有由伺服电机控制的主机头、绕线模、线规调整伺服电机、气液增压油缸、第一滚珠丝杆、第一滚珠导轨,主机头上安装有绕线模,绕线模与线规调整伺服电机相连,绕线模通过第一滚珠丝杆滑动设置在第一滚珠导轨上,绕线模通过线规调整伺服电机、第一滚珠丝杆、第一滚珠导轨自动调整梭形长短;绕线模上还安装有自动夹紧线头的气液增压油缸。
6.作为优选,所述的剪线机构包括有用于切断电磁线的液压切断机和剪切油缸,剪切油缸与液压切断机相连,液压切断机在绕线时会自动后退,剪线时会自动伸出,剪断线;剪线机构后部为由伺服电机控制的送线机构,该送线机构包括有送线装置和送线伺服电机,送线装置与送线伺服电机连接,梭型线圈的线头要留多长,由送线伺服电机控制送多长。
7.作为优选,所述的集束机构包括有集束装置、集束区域和集束气缸,集束装置与集束气缸连接,集束气缸由限位调整控制变位线圈的距离,集束装置的侧边设置有集束区域,集束区域内部设置有表面裹有刷毛机构、用以清洁电磁线的刷毛以及夹紧滚轮。
8.作为优选,所述的集束机构与送线机构以及剪线机构的下方安装有滑台,因为切断头靠近模具越近越好,越近切断的线头越短,因此设置滑台,用于调整模具的尺寸。
9.作为优选,所述的激光打砂机构包括有激光刮头部件、打砂调整伺服电机、第二滚珠丝杆、第二滚珠导轨,激光刮头部件与打砂调整伺服电机连接,激光刮头部件通过第二滚珠丝杆滑动设置在第二滚珠导轨上,激光刮头部件中安装有两套独立控制的激光头和激光打码机,激光头去除导线的上下层及侧面的绝缘皮,并用激光打码机刻上可识别线圈类别的二维码。
10.作为优选,所述的放线机构由可进行两排1-2根绕线的两头放线架和放线盘组成,放线架为气动恒涨力放线架,放线架上安装有两个放线盘,放线盘上设置有自动检测放线盘卷径的超声波传感器,通过传感器测量电磁线从外圈绕到内圆的变化距离,并自动追踪传感器测到的距离变化,自动调整磁粉离合器电流变化,以保证绕线时输出的拉力相对恒定,抱刹性能好,耐磨。
11.本实用新型的有益效果:本装置操作简便,通过放线机构、导向机构、饺直机构、计数机构、激光打砂机构、集束机构、送线机构、剪线机构和自动绕线机构的配合,实现全自动打砂、绕线,减少加工时间,降低操作者的劳动强度,激光去除铜线表面绝缘并激光打二维码,设备程序参数自动上传到mes系统并同该线圈mo号进行绑定,实现产品可追溯性,提高生产效率,利于持续生产,降低生产成本,应用前景广阔。
附图说明
12.下面结合附图和具体实施方式来详细说明本实用新型;
13.图1为本实用新型的结构示意图;
14.图2为图1的俯视图;
15.图3为本实用新型放线机构的结构示意图;
16.图4为图3的俯视图;
17.图5为本实用新型导向机构、饺直机构、计数机构与激光打砂机构的结构示意图;
18.图6为图5的俯视图;
19.图7为本实用新型集束机构、送线机构与剪线机构的结构示意图;
20.图8为图7的俯视图;
21.图9为本实用新型自动绕线机构的结构示意图;
22.图10为图9的俯视图。
具体实施方式
23.为使本实用新型实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本实用新型。
24.参照图1-10,本具体实施方式采用以下技术方案:激光打砂绕线机,包括放线机构1、导向机构2、饺直机构3、计数机构4、激光打砂机构5、集束机构6、送线机构7、剪线机构8和自动绕线机构9,放线机构1的前侧依次设置有导向机构2、饺直机构3、计数机构4、激光打砂机构5,所述的激光打砂机构5的两侧均安装有多组导向机构2,激光打砂机构5的前方依次设置有集束机构6、送线机构7、剪线机构8、自动绕线机构9。
25.值得注意的是,所述的自动绕线机构9包括有由伺服电机控制的主机头901、绕线模902、线规调整伺服电机903、气液增压油缸904、第一滚珠丝杆905、第一滚珠导轨906,主
机头901上安装有绕线模902,绕线模902与线规调整伺服电机903相连,绕线模902通过第一滚珠丝杆905滑动设置在第一滚珠导轨906上,绕线模902通过线规调整伺服电机903、第一滚珠丝杆905、第一滚珠导轨906自动调整梭形长短;绕线模902上还安装有自动夹紧线头的气液增压油缸904。
26.值得注意的是,所述的剪线机构8包括有用于切断电磁线的液压切断机801和剪切油缸802,剪切油缸802与液压切断机801相连,液压切断机801在绕线时会自动后退,剪线时会自动伸出,剪断线。剪线机构8后部为由伺服电机控制的送线机构7,该送线机构7包括有送线装置701和送线伺服电机702,送线装置701与送线伺服电机702连接,梭型线圈的线头要留多长,由送线伺服电机702控制送多长。送线机构7后部为集束机构6,集束机构6包括有集束装置601、集束区域602和集束气缸603,集束装置601与集束气缸603连接,集束气缸603由限位调整控制变位线圈的距离,集束装置601的侧边设置有集束区域602,集束区域602内部设置有表面裹有刷毛机构、用以清洁电磁线的刷毛以及夹紧滚轮,工作时,电磁线通过集束机构6后,再汇集成长方形一束,便于线进入绕线模902。
27.该剪断送料集束机构在线圈绕制后,能根据数控设定液压缸,自动切断电磁线,将绕制好后的线圈拿下后,下一次绕线动作启动,由伺服电机自动送线到绕线模起绕位置,线头压紧油缸,由数控设定后,自动将线头夹紧,同时在所述的集束机构6与送线机构7以及剪线机构8的下方安装有滑台10,因为切断头靠近模具越近越好,越近切断的线头越短,因此设置滑台10,用于调整模具的尺寸。
28.值得注意的是,所述的激光打砂机构5包括有激光刮头部件501、打砂调整伺服电机502、第二滚珠丝杆503、第二滚珠导轨504,激光刮头部件501与打砂调整伺服电机502连接,激光刮头部件501通过第二滚珠丝杆503滑动设置在第二滚珠导轨504上,激光刮头部件501中安装有两套独立控制的激光头505和激光打码机,将激光打砂机可与激光打码机功能二合一,打砂后用激光打码机在引出线裸线处激光打二维码。该机构通过激光头505去除导线的上下层及侧面的绝缘皮,能实现一根、两根并绕或叠绕线圈的同步打砂,且激光头可摆动,激光光束能够在导线宽度方向上均匀去除表面绝缘。同时,本机构还配备有吸尘除烟系统,防止粉尘从打砂机构进、出口逸出,满足国家环保要求。
29.此外,所述的放线机构1由可进行两排1-2根绕线的两头放线架101和放线盘102组成,放线架101为气动恒涨力放线架,每个放线架具有制动功能,放线架101上安装有两个放线盘102,放线采用恒张力张紧导线,能实现放线张力的任意设定并自动控制,在绕制过程中导线拉力在设定后始终保持基本恒定。放线盘102上设置有自动检测放线盘卷径的超声波传感器,通过传感器测量电磁线从外圈绕到内圆的变化距离,并自动追踪传感器测到的距离变化,自动调整磁粉离合器电流变化,以保证绕线时输出的拉力相对恒定,自动测量并反馈调整张力,在绕制过程中导线拉力始终保持恒定,达到控制拉力恒定的目的。
30.本具体实施方式的工作原理为:(1)首先通过数控操作台自动调整需要的线圈长度尺寸,即梭形圆心之间的尺寸,调整完后模具自动运行到工作长度。
31.(2)设定好线圈内引线长度、外引线长度、线圈匝数及绕制圈数后,自动送线结构根据线圈内引线长度将线头自动送入绕线模的夹紧装置内,气液增压油缸自动将线头夹紧。
32.(3)根据线径规格在数控操作台上设定线盘的张力数值,在绕线过程中保持恒张
力。
33.(4)开始全自动绕线,线圈经放线盘放线,经导向机构导向,饺直机构饺直、技术机构机构送入激光打砂机构,绕线暂停,采用激光打砂去除导线表面绝缘皮,并刻上二维码,完成后绕线继续启动。
34.(5)绕完线使用胶带固定绕好的线圈,绕线按规定匝数自动绕制完成后,剪线机构自动按线圈外引线长度将线头剪下,同时自动送线机构自动将线头夹持,不让线头散落,绕线模自动收缩,模具夹紧装置自动松开,移下线圈。
35.(6)自动送线机构自动开始送入下一个线圈的内引线,开始下一个线圈绕线过程。
36.本具体实施方式采用全数字伺服控制方式,绕线可单根或两根并绕,具有换位功能,实现自动绕线、计数、剪切;绕制过程有手动、自动、暂停、紧急关机等功能;只需线盘装夹后启动,设备便能自动按参数完成线圈的绕制,绕线速度可调,打砂长度可调,线圈绕制长度按设定长度自动调整,线头打砂起头终止位置数字设置、自动控制。绕线自动完成后,线圈自动松开,设备状态复位,且前一个线圈绕制完成并且铜导线被剪断后,设备能继续保持待绕铜导线的张力仍然在设定的张力值范围内,导线的张力可调,可由plc根据实时反馈的张力数值对张力进行线性的控制。该设备自动上线、计数绕制、自动剪切、自动刮头、自动激光打码,打砂过程无人工参与,保证打砂效果一次完成,无须返工,实现全自动打砂、绕线,激光去除铜线表面绝缘并激光打二维码,设备程序参数自动上传到mes系统并同该线圈mo号进行绑定,实现产品可追溯性,降低操作者的劳动强度,提高生产效率,利于持续生产,具有广阔的市场应用前景。
37.以上显示和描述了本实用新型的基本原理和主要特征和本实用新型的优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。