1.本发明涉及烟草生产设备技术领域,具体而言,涉及一种雪茄烟计数装置及其使用的计数控制器。
背景技术:
2.雪茄是一种由烟叶和含烟草成分的材料制作的特殊的烟草制品,雪茄生产的主要流程包括雪茄卷制、养护和包装,其中每一个流程中又包含了多个工序和操作,基本全部的操作工序以及中间的转运全部由人工完成。
3.一般来说,每个雪茄卷制工在卷制好当天生产的雪茄之后,将当天卷制的摆放于操作台上的雪茄统计数量后,交给负责收取烟支的工作人员,收取烟支后将它们一排排紧密的摆放在一个塑料盒子内,然后放入低温冻库进行冷冻杀虫,然后转移至养护间的专用雪茄养护柜中的养护盒(通常为木质)中进行养护(雪茄在一定的温湿度条件下存放进行水分平衡和内在物质的转化)。
4.现有技术中,都是采用人工对雪茄烟的数量进统计,此方式的准确性完全依赖操作工的人工统计或借由一些手工工具完成。由于雪茄烟入库时数量庞大,由人工计数统计操作复杂,耗费时间长,同时准确率无法达到检收指标。
技术实现要素:
5.本发明的目的在于提供一种雪茄烟计数装置及其使用的计数控制器,其能够实现自动计数,提高雪茄烟的计数效率和准确率。
6.本发明的实施例是这样实现的:
7.第一方面,本发明提供了一种雪茄烟计数装置,其包括主机架、传动机构、驱动机构、拍照装置和控制器;
8.所述主机架上设置有第一工位和第二工位;
9.所述传动机构设置在所述机架上,且与所述驱动机构连接,在所述驱动机构的作用下,能够使烟盘在第一工位和第二工位上做往复移动;
10.所述拍照装置用于对位于所述第二工位上的所述烟盘进行拍照;
11.所述控制器分别与所述驱动机构和所述拍照装置信号连接。
12.进一步的,所述控制器上连接有显示装置。
13.进一步的,所述主机架上还设置有限位装置,所述限位装置用于对所述烟盘在所述第一工位或所述第二工位上进行移动定位。
14.进一步的,所述主机架上还设置有定位传感器,用于对所述烟盘的位置进行检测;
15.所述定位传感器与所述控制器信号连接。
16.进一步的,所述主机架上还设置有光源,所述光源用于对所述第二工位上的烟盘进行照明。
17.第二方面,本发明还提供了一种上述任一项所述的雪茄烟计数装置所使用的计数
控制器,其包括计数组件和电控组件;
18.所述计数组件与所述拍照装置信号连接,用于对拍摄的照片进行处理;
19.所述电控组件与所述驱动机构信号连接,用于控制传动装置的运动状态;
20.所述计数组件与所述电控组件信号连接。
21.进一步的,所述计数组件包括图像采集模块、光源控制模块和推理服务器;
22.所述图像采集模块分别与所述光源控制模块、所述推理服务器信号连接。
23.进一步的,所述推理服务器采用分割算法对所述烟盘中的烟支数量进行计数。
24.进一步的,所述电控组件包括柜体、电源、伺服驱动器、端子排和中间继电器;
25.所述电源、所述伺服驱动器、所述端子排和所述中间继电器均设置在所述柜体内;
26.所述电源分别与伺服驱动器、所述端子排和所述中间继电器连接;
27.所述端子排与所述中间继电器连接。
28.进一步的,所述电控组件还包括断路器,用于对所述电源、所述端子排、所述中间继电器、所述伺服驱动器进行保护。
29.本发明实施例的有益效果是:
30.通过驱动机构和传动机构的配合带动烟盘在第一工位和第二工位之间进行移动,通过拍照装置对烟盘上的雪茄烟进行拍照,利用控制器的内置算法对其进行处理,实现对烟盘上的雪茄烟的自动计数,不再需要人工计数,既提高了计数效率,减少了计数所消耗的时间,又提高了计数的准确率。
附图说明
31.为了更清楚地说明本发明实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本发明的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
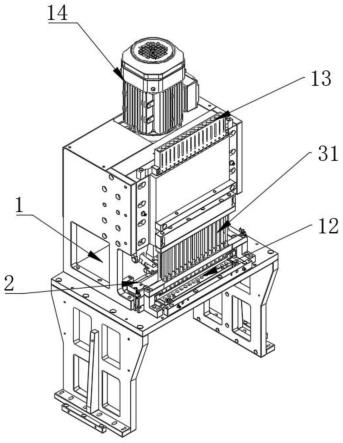
32.图1为本发明实施例提供的雪茄烟计数装置的立体结构示意图;
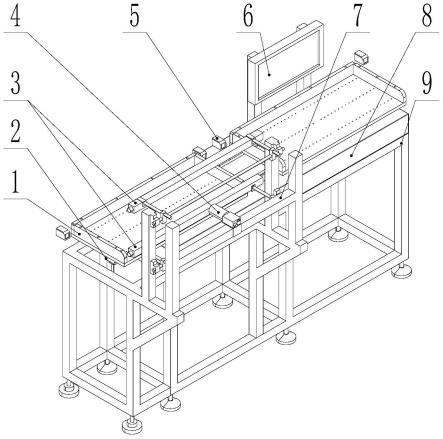
33.图2为本发明实施例提供的雪茄烟计数装置的主视图;
34.图3为本发明实施例提供的雪茄烟计数装置的侧视图;
35.图4为本发明实施例提供的雪茄烟计数装置的柜体的内部结构示意图;
36.图5-图9为本发明实施例提供带动计数控制器的电路原理图。
37.附图标记:
38.1:限位装置;2:伺服电机;3:光源;4:拍照装置;5:定位传感器;6:显示装置;7:相机支架;8:工作台面;9:主机架;10:柜体。
具体实施方式
39.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本发明实施例的组件可以以各种不同的配置来布置和设计。
40.因此,以下对在附图中提供的本发明的实施例的详细描述并非旨在限制要求保护
的本发明的范围,而是仅仅表示本发明的选定实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
41.应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
42.在本发明的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该发明产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、“第三”等仅用于区分描述,而不能理解为指示或暗示相对重要性。
43.此外,术语“水平”、“竖直”、“悬垂”等术语并不表示要求部件绝对水平或悬垂,而是可以稍微倾斜。如“水平”仅仅是指其方向相对“竖直”而言更加水平,并不是表示该结构一定要完全水平,而是可以稍微倾斜。
44.在本发明的描述中,还需要说明的是,除非另有明确的规定和限定,术语“设置”、“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
45.下面结合图1-图9,对本发明的一些实施方式作详细说明。在不冲突的情况下,下述的实施例及实施例中的特征可以相互组合。
46.第一方面,本发明提供了一种第一方面,本发明提供了一种雪茄烟计数装置,其特征在于,包括主机架9、传动机构、驱动机构、拍照装置4和控制器;所述主机架9上设置有第一工位和第二工位;所述传动机构设置在所述机架上,且与所述驱动机构连接,在所述驱动机构的作用下,能够使烟盘在第一工位和第二工位上做往复移动;所述拍照装置4用于对位于所述第二工位上的所述烟盘进行拍照;所述控制器分别与所述驱动机构和所述拍照装置4信号连接。
47.具体的,在本实施例中,第一工位用于装卸烟盘,第二工位用于拍照计数。
48.更具体的,在本实施例中,烟盘在第一工位上时,将雪茄烟装在烟盘上,或将装有雪茄烟的烟盘先放置在第一工位上,通过控制器启动驱动机构,带动传动机构作业,进而将烟盘从第一工位移动到第二工位上;当烟盘移动到第二工位上后,控制器控制拍照装置4对第二工位上的烟盘进行拍照,并将拍照结果传输给控制器,有控制器根据设定算法进行处理,得到烟盘上的雪茄烟的数量。
49.在本实施例中,拍照装置4为视觉工业相机,通过相机支架7固定在主机架9上。
50.具体的,在本实施例中,控制器通过modbus协议驱动视觉工业相机对装有雪茄烟的烟盘进行拍照,并使用tcp/mqtt协议将拍照图片传送给控制器。控制器接收图片后使用ai图像分割算法对图片内的雪茄烟进行数量统计,得到密闭箱内的雪茄烟数量。
51.在一些实施例中,所述控制器上连接有显示装置6。
52.在本实施例中,通过显示装置6来实时显示烟盘上的雪茄烟数量,便于工作人员进
行随时抽查核对。
53.具体的,当显示装置6显示出雪茄烟的实时数量后,控制器接收到显示装置6的完成信息,并经过控制模块的数字量输出点输出开关量信号控制装置内的中间继电器,再由中间继电器的触点串接主回路实现工作台面8回退,当烟盘进入第一工位后停止,完成整个检测过程。
54.在一些实施例中,所述主机架9上还设置有限位装置1,所述限位装置1用于对所述烟盘在所述第一工位或所述第二工位上进行移动定位。
55.在本实施例中,通过限位装置1的设置,能够保证烟盘在第一工位和第二工位上时的位置准确性,进而保证拍照装置4进行拍照时的稳定性和全面性。
56.具体的,在本实施例中,限位装置1的设置方式可以有很多种,如可以是通过挡板、挡块的方式进行制动限位,也可以是通过其他的方式来进行制动限位,其只要能够对烟盘在第一工位和/或第二工位上的位置进行限定,保证其稳定的停止在所需要的位置即可。
57.在一些实施例中,所述主机架9上还设置有定位传感器5,用于对所述烟盘的位置进行检测;所述定位传感器5与所述控制器信号连接。
58.在本实施例中,通过定位传感器5的设置,能够及时的监测到烟盘是否移动到位,进而及时做出下一步动作,从而到底提高效率的目的。
59.具体的,在本实施例中,定位传感器5固定设置在主机架9加上,其主要对第二工位进行监测,当烟盘达到第二工位上时,定位传感器5感应到烟盘的到位信号后,将信号传输给控制器,控制器启动拍照装置4,使其进行拍照作业,再根据照片进行处理得到烟盘上雪茄烟的数量。
60.需要指出的是,在本实施例中,定位传感器5可以是距离传感器,也可以是压力传感器、电容传感器等,其只要能够实现对烟盘位置进行监测即可。
61.还需要指出的是,对烟盘进行定位的方式可以是通过定位传感器5,也可以是其他的装置,如还可以是到位开关等,其只要能够在烟盘到达指定位置后,将到达信号传输给控制器,并能通过控制器来启动拍照装置4进行拍照即可。
62.在一些实施例中,所述主机架9上还设置有光源3,所述光源3用于对所述第二工位上的烟盘进行照明。
63.具体的,通过光源3的设置,能够通过拍照装置4拍摄到更为清晰的照片,能够提高通过照片计算雪茄烟数量时的准确性。
64.具体的,在本实施例中,光源3为条形。
65.由上述可知,本发明中,视觉工业相机用螺栓固定在主机架9上,两个条形光源3固定在主机架9上,且设置在视觉工业相机的上方和下方。装置内的工作台面8通过伺服电机2转动,从第一工位移动到第二工位,当到达限位装置1时台面停止运动。工作台面8进入视觉工业相机的正前方时,光源3利用光反射原理将工作台面8上的雪茄烟照亮,视觉工业相机开始拍摄雪茄烟侧表面图像。完成拍摄后,显示装置6显示雪茄烟数量,工作台面8自动回到第一工位到达定位传感器5时停止运动,检测过程完成。
66.第二方面,本发明还提供了一种上述任一项所述的雪茄烟计数装置所使用的计数控制器,其特征在于,包括计数组件和电控组件;所述计数组件与所述拍照装置4信号连接,用于对拍摄的照片进行处理;所述电控组件与所述驱动机构信号连接,用于控制传动装置
的运动状态;所述计数组件与所述电控组件信号连接。
67.在本实施例中,雪茄烟计数装置所使用的计数控制器包括两部分,分别是计数组件和电控组件,即为拍照装置4服务用于计数的组件,以及为烟盘的移动进行服务的控制组件。
68.具体的,在本实施例中,所述计数组件包括图像采集模块、光源3控制模块和推理服务器;所述图像采集模块分别与所述光源3控制模块、所述推理服务器信号连接。
69.进一步的,在本实施例中,所述推理服务器采用分割算法对所述烟盘中的烟支数量进行计数。
70.计数组件包括光源3控制模块、plc控制器、同步脉冲、交换机、路由器、图像采集像机(图像采集模块)和推理服务器、一体机等部件组成,利用光源3控制模块控制光源3为拍照装置4如相机等拍摄图像提供均匀亮度,拍照装置4在拍摄图像数据后,通过千兆网线将数据传输到图像采集模块与推理服务器的主机中采用图像分割算法软件分析烟盘中雪茄烟的数量,当生成统计数据后,图像采集模块与推理服务器会将烟支数据通过千兆网线传输至数量核对显示工控一体机中进行显示。此时工控机中的系统将显示采集雪茄烟图像及数量统计信息,并提示与实际烟盘中雪茄烟的数量的误差值。
71.具体的,图像分割算法中的具体原理如下:
72.雪茄烟计数本质就是从采集的雪茄烟照片中,识别出一根根雪茄。普通的人从照片中可以识别出一根根的雪茄烟,其实就是学习到了雪茄烟的特征,比如颜色,纹理,轮廓,通过这些特征就可以区分出雪茄烟。那么计算机要实现这个过程也是类似的,本发明中使用了cnn卷积神经网络,可以学习提取出我们需要的雪茄烟特征,例如颜色,纹理等。经过观察和实践,发现如果只去学习雪茄烟的轮廓,因为烟都靠的很近,因此容易将烟重合一起计数,所以我们将学习雪茄烟的纹理,位置信息都限制到比轮廓更小的圆内,通过大量的样本去学习出一个雪茄烟模型。这个模型就可以根据图片上的雪茄烟特征数据,来给出是否是雪茄烟及位置等信息的概率。最后统计模型提取到的雪茄烟坐标总数就得到了雪茄烟计数值。
73.进一步的,在一些实施例中,所述电控组件包括柜体10、电源、伺服驱动器、端子排和中间继电器;所述电源、所述伺服驱动器、所述端子排和所述中间继电器均设置在所述柜体10内;所述电源分别与伺服驱动器、所述端子排和所述中间继电器连接;所述端子排与所述中间继电器连接。
74.具体的,在本实施例中,电控控制柜的柜体10是一个500mm
×
400mm
×
230mm(宽
×
高
×
深)的壁挂式安装的柜体10,材质为不锈钢,具备ip54防护等级。控制柜内百叶内侧配有防尘防水棉确保柜内湿度处于正常区间。
75.在本实施例中,通过电源为伺服驱动器、中间继电器等零部件进行供电。
76.进一步的,所述电控组件还包括断路器,用于对所述电源、所述端子排、所述中间继电器、所述伺服驱动器进行保护。
77.具体的,在本实施例中,电源为直流电源,更具体的,为220v交流转直流转dc24v直流。断路器为伺服驱动器、plc、光源3控制器的安全保护开关,能够对各关键元件提供保护,正常情况下处于合闸状态;伺服驱动器用于控制伺服电机2前行,后退指令发送;端子排用于多个电源的公共点,有v ,v-等端子;用于控制柜内外线路连接。柜内元器件排布按区域
划分开关及电源分布在最上层,符合人的常规操作习惯。
78.在本实施例中,还设置有:交流电源,具体为工业插座,为电脑主机、光源3控制模块供电;光源3、电脑等主要交流设备直接由电柜供电无需另接外部交流电源;热磁断路器,为主电源过压、过流、短路的保护总开关,提供进线电源保护,正常情况下处于合闸状态;plc用于控制工作台运行、闪光、拍照等运动控制;中间继电器,主要是控制闪屏以及相机拍照等功能,起到电气隔离作用。
79.具体的,在本实施例中,在柜体10内部,可控硅放置于面板靠近开关的左侧,方便与柜门上的控制面板连接,减少电缆与柜体10内元器件的干涉。可编程控制器、集线器放置于中间层,端子和中间继电器等实现底层设备控制的设备放置于下层左侧,伺服驱动器用于控制工作台左右移动放置于下层右侧,这样配置方便电路故障的排查。
80.控制原理如下:如图5所示:
81.(1)主电路设置断路器qf0执行总电路通/断电功能;设置接地线端子排x0执行总电路接地功能。
82.(2)主电路设置断路器qf1与伺服驱动器连接,伺服驱动器设置u/v/w点位供电电机,执行伺服驱动器与电机电路通/闭电功能;伺服驱动器设置4、5、8、6/7号点位连接编码器;以实现伺服驱动器对电机执行动作的控制。
83.(3)主电路设置断路器qf2,转分支电路l2/n2,接电源转换模块。
84.(4)主电路设置220v10a分流端子排xs1,设置220v10a分流端子排xs2,执行主电路220v电压分流功能。
85.如图6所示:
86.(1)转主电路分支l2/n2,接电源转换模块,将电压由220v转换为24v,强电转为弱电;
87.(2)设置断路器qf3,接辅助关联触点,以提供低压电源。
88.如图7所示:
89.(1)分支电路为24v,接plc上八位输入模块;接收伺服驱动器反馈的执行元件运动状态。
90.(2)输入模块d1a设置8点位:
91.其中0号点位通过开关s1与低压电路连接,判别执行元件是否启动;
92.其中1号点位通过开关s2与低压电路连接,判别执行元件是否停止;
93.其中2号点位通过开关bs1与低压电路连接,判别执行元件是否在前极限;
94.其中3号点位通过开关bs2与低压电路连接,判别执行元件是否在后极限;
95.其中4号点位通过开关bs3与低压电路连接,判别执行元件是否在参考点位置;
96.其中5号点位通过开关bs4与低压电路连接,判别执行元件是否处于原点位置;
97.其中6号点位通过ka2与低压电路连接,判别伺服是否准备就绪;
98.其中7号点位通过ka3与低压电路连接,判别伺服是否故障。
99.其中6/7点位状态正常,表示执行元件正常运行。
100.(4)其中输入模块d1b设置4点位:
101.0号点位判别伺服运行(计数位或上料位),其余为辅助点位。
102.如图8所示:
103.(1)分支电路为24v,接plc上输出模块,将plc(输入模块反馈的信息处理后)判断后得出下一步控制指令输出回伺服驱动器;
104.(2)输出模块设置8点位。
105.其中0号点位和2号点位输出脉冲数量和电机转动方向。
106.其中3号点位通过ka1与低压电路连接,输出伺服使能信号(plc通过中继控制伺服使能)
107.其中4号点位设置红灯,输出未启动未就绪信号;
108.其中5号点位设置绿灯,输出已启动未就绪信号;
109.其中6号点位设置绿灯,输出到位信号。
110.如图9所示:
111.(1)分支电路为24v,接伺服驱动器,反馈执行元件运动状态至输入模块;通过输出模块,将plc反馈的指令解析,进一步控制执行元件下一步动作。
112.(2)伺服驱动器通过ka2和控制线圈,接收/反馈伺服准备就绪信号;
113.(3)通过ka3和控制线圈,接收/反馈伺服报警信号;
114.(4)通过ka1,接收/反馈伺服使能信号;
115.通过ka4,接收/反馈伺服报警复位信号。
116.由上述可知,本发明通过计算机视觉及ai算法的方式替代原有由人工对雪茄进行计数的方式,通过计算机视觉快速地对雪茄烟数量进行统计。传统人工计数时,一盘雪茄烟支数在400至450支左右,统计一支烟按1秒计算,整盘雪茄烟需要5-10分钟完成(考虑人工操作的疲劳程度)。采用此专利后雪茄烟计数上料到检测工位需要2秒,像机拍摄加算法统计1-3秒,工位台回位2秒,整体流程只需要5-7秒,大大降低雪茄烟出入库效率。而在识别准确度上人工统计准确率仅为95%,而从下表中可见本设备的识别率准确率为99%以上。人工计数时对于雪茄烟的整理过程需要不停地翻动烟支,会不同程序导致烟支破损等问题。而此专利烟支在计数检测过程中都统一存放于烟盘中,整体处于静止状态,有效地保护雪茄烟成品质量。
117.入库时间2022.03.102022.03.132022.03.202022.03.262022.03.31总盘数(盘)248130293243197识别误差(盘)20210准确率99.19%100%99.31%99.58%100%
118.本发明实施例的有益效果是:
119.通过驱动机构和传动机构的配合带动烟盘在第一工位和第二工位之间进行移动,通过拍照装置对烟盘上的雪茄烟进行拍照,利用控制器的内置算法对其进行处理,实现对烟盘上的雪茄烟的自动计数,不再需要人工计数,既提高了计数效率,减少了计数所消耗的时间,又提高了计数的准确率。
120.以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。