1.本公开涉及一种铁路车轮。
背景技术:
2.铁路车辆在构成线路的轨道上行驶。铁路车辆具备多个铁路车轮。铁路车轮支撑车辆,与轨道接触,边旋转边在轨道上移动。铁路车轮因与轨道的接触而磨损。最近,为了铁路运输的高效率化,正在推进在铁路车辆上的装载重量的增加和铁路车辆的高速化。其结果,要求提高铁路车轮的耐磨耗性。
3.提高铁路车轮的耐磨耗性的技术在日本特开平9-202937号公报(专利文献1)、日本特开2012-107295号公报(专利文献2)、日本特开2013-231212号公报(专利文献3)、日本特开2004-315928号公报(专利文献4)中有提出。
4.专利文献1公开的铁路车轮以质量%计含有c:0.4~0.75%、si:0.4~0.95%、mn:0.6~1.2%、cr:0以上且小于0.2%、p:小于0.03%、s:0.03%以下,余量为fe和不可避免的杂质。在该铁路车轮中,从车轮踏面部的表面到至少深度50mm为止的区域由珠光体组织形成。专利文献1的铁路车轮的制造方法包括:淬火工序,在车轮踏面部的冷却曲线通过连续冷却相变曲线图中的珠光体生成区域且与马氏体相变曲线相比位于长时间侧的条件下,对车轮踏面部进行冷却。
5.专利文献2公开的车轮用钢具有如下化学组成:以质量%计含有c:0.65~0.84%、si:0.02~1.00%、mn:0.50~1.90%、cr:0.02~0.50%、v:0.02~0.20%、s≤0.04%、p≤0.05%、cu≤0.20%、ni≤0.20%,余量为fe和杂质。该化学组成进一步满足下述关系式:〔34≤2.7 29.5
×
c 2.9
×
si 6.9
×
mn 10.8
×
cr 30.3
×
mo 44.3
×
v≤43〕且〔0.76
×
exp(0.05
×
c)
×
exp(1.35
×
si)
×
exp(0.38
×
mn)
×
exp(0.77
×
cr)
×
exp(3.0
×
mo)
×
exp(4.6
×
v)≤25〕。专利文献2中记载了该车轮用钢通过满足上述化学组成和上述式,使得耐磨耗性、耐转动疲劳特性、耐散裂性优异。
6.专利文献3公开的车轮用钢以质量%计含有c:0.65~0.84%、si:0.4~1.0%、mn:0.50~1.40%、cr:0.02~0.13%、s:0.04%以下,v:0.02~0.12%,由式(1)定义的fn1为32~43且如式(2)所示的fn2为25以下,余量为fe和杂质。在此,式(1)为fn1=2.7 29.5c 2.9si 6.9mn 10.8cr 30.3mo 44.3v,式(2)为fn2=exp(0.76)
×
exp(0.05c)
×
exp(1.35si)
×
exp(0.38mn)
×
exp(0.77cr)
×
exp(3.0mo)
×
exp(4.6v)。专利文献3中记载了该车轮用钢通过具有上述化学组成,且fn1和fn2满足上述范围,使得耐磨耗性、耐转动疲劳特性、耐散裂性优异。
7.专利文献4公开的铁路车轮为由含有下述化学成分的钢构成的一体型铁路车辆用车轮:以质量%计含有c:0.85~1.20%、si:0.10~2.00%、mn:0.05~2.00%,根据需要进一步含有规定量的cr、mo、v、nb、b、co、cu、ni、ti、mg、ca、al、zr和n中的1种或2种以上,余量为fe和其它不可避免的杂质,铁路车轮的踏面和/或轮缘面的至少一部分为珠光体组织。专利文献4中记载了铁路车轮的寿命取决于踏面和轮缘面的磨损量(专利文献4第0002段),此
外,取决于在高速铁路中伴随刹车时的发热量增大而产生的踏面和轮缘面处的龟裂。并且还记载了铁路车轮通过具有上述构成,可以提高踏面和轮缘面的耐磨耗性和抑制热龟裂。
8.现有技术文献
9.专利文献
10.专利文献1:日本特开平9-202937号公报
11.专利文献2:日本特开2012-107295号公报
12.专利文献3:日本特开2013-231212号公报
13.专利文献4:日本特开2004-315928号公报
技术实现要素:
14.发明要解决的问题
15.专利文献1中提出的铁路车轮为了得到具有适度的淬透性和珠光体组织的性质,将cr含量控制得较低,且含有适量的si。然而,专利文献1记载的铁路车轮的c含量为0.4~0.75%,该车轮由所谓的亚共析钢形成。因此,耐磨耗性的提高是有限的。
16.专利文献2和专利文献3中提出的车轮用钢通过在c含量为0.65~0.84%的钢中含有v来强化珠光体组织,提高耐磨耗性。然而,仅凭借含有v,耐磨耗性的提高是有限的。
17.另一方面,专利文献4中提出的铁路车轮通过使用提高了c含量的过共析钢来提高耐磨耗性。
18.另一方面,铁路车轮的制造方法的一个例子如下。对钢坯进行热加工来成形铁路车轮形状的中间品。对所成形的中间品实施热处理(踏面淬火)。在踏面淬火中,加热中间品后,对中间品的轮辋部(轮辋部的尤其是踏面和轮缘部)进行骤冷。由此,在踏面的表层部分的基体组织中生成耐磨耗性高的微细的珠光体。但是,在踏面淬火后的踏面的表层部分,会在微细的珠光体的上层形成淬火层。淬火层是由马氏体形成的硬质层或由马氏体和贝氏体形成的硬质层。在铁路车轮的使用过程中,淬火层容易磨损。因此,踏面淬火后,会通过切削加工去除踏面的最表层上形成的淬火层,使微细的珠光体在踏面露出。通过以上工序来制造铁路车轮。
19.如上所述,过共析钢形成的铁路车轮的耐磨耗性优异。但是,使用过共析钢按上述制造方法制造铁路车轮的情况下,c含量多,因此在踏面淬火后容易较深地形成淬火层。淬火层是要通过切削加工来去除的,如果淬火层形成得较深,则切削加工较为耗时。因此,制造工序中,优选能够尽量降低淬火层的生成。
20.本公开的目的在于,提供一种由c含量高达0.80%以上的过共析钢形成的、可在制造工序中抑制淬火层生成的铁路车轮。
21.用于解决问题的方案
22.本公开提供的铁路车轮具备:
23.轮辋部;
24.轮毂部;和
25.板部,其配置在所述轮辋部与所述轮毂部之间,且连接所述轮辋部和所述轮毂部;
26.所述铁路车轮的化学组成以质量%计为
27.c:0.80~1.15%、
28.si:1.00%以下、
29.mn:0.10~1.20%、
30.p:0.050%以下、
31.s:0.030%以下、
32.al:0.005~0.190%、
33.n:0.0200%以下、
34.nb:0.005~0.050%、
35.cr:0~0.25%、
36.v:0~0.12%、且
37.余量为fe和杂质,
38.在所述铁路车轮的所述轮辋部的显微组织中,
39.先共析渗碳体面积率为0.1~1.5%;
40.珠光体面积率为95.0%以上。
41.发明的效果
42.本实施方式提供的铁路车轮即使c含量高达0.80%以上,也能够在制造工序中抑制淬火层的生成。
附图说明
43.图1是包括铁路车轮的中心轴的剖视图。
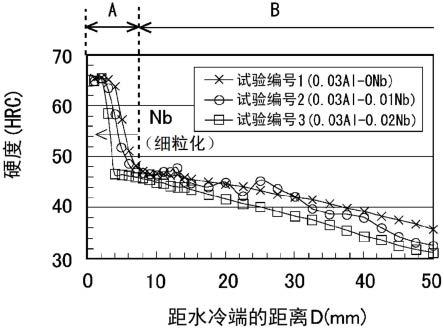
44.图2是示出使用假设为铁路车轮的试验材料经乔米尼式单端淬火试验得到的距水冷端的距离与洛氏硬度hrc的关系的图。
具体实施方式
45.[铁路车轮的构成]
[0046]
图1是包括本实施方式提供的铁路车轮的中心轴的剖视图。参照图1,铁路车轮1为圆盘状,具备轮毂部2、板部3和轮辋部4。轮毂部2为圆筒状,在铁路车轮1的径向(与中心轴垂直的方向)上配置于铁路车轮1的中央部。轮毂部2具有贯通孔21。贯通孔21的中心轴与铁路车轮1的中心轴一致。贯通孔21中插入未图示的铁路用车轴。轮毂部2的厚度t2比板部3的厚度t3厚。轮辋部4形成在铁路车轮1的外周的缘部。轮辋部4包括踏面41和轮缘部42。踏面41与轮缘部42相连。在铁路车轮1使用时,踏面41和轮缘部42与轨道表面接触。轮辋部4的厚度t4比板部3的厚度t3厚。板部3配置于轮毂部2与轮辋部4之间,连接轮毂部2和轮辋部4。具体而言,板部3的内周缘部与轮毂部2相连,板部3的外周缘部与轮辋部4相连。板部3的厚度t3比轮毂部2的厚度t2和轮辋部4的厚度t4薄。
[0047]
本发明人等首先针对适于在铁路车轮中提高耐磨耗性的化学组成进行了研究。结果发现,铁路车轮中,即使获得相同硬度,与提高v含量来提高硬度相比,提高c含量至0.80%以上来提高硬度会使作为铁路车轮使用时的耐磨耗性提高。其机制尚不确定,但可考虑以下情况:使用中的铁路车轮的踏面会受到来自轨道的外力(载荷)。该外力使得踏面正下方的表层的珠光体中的渗碳体碎裂,通过分散强化而提高硬度。此外,碎裂的微细的渗碳体中的碳会过饱和地固溶于珠光体中的铁素体中,通过固溶强化而提高踏面正下方的表
层的硬度。
[0048]
如果提高钢的c含量,则珠光体中的渗碳体的体积分数增大,此外,珠光体容易形成更微细的片层。在这种情况下,由于上述机制,铁路车轮的耐磨耗性提高。与此相对,钢中含有v的情况下,由于v碳氮化物的析出强化,钢的硬度提高。此时,由于v碳氮化物生成在铁素体中,因此,主要是铁素体的硬度提高。即,含有v虽然会提高铁素体的硬度,但对珠光体的细粒化没有太大影响。因此,虽然通过含有v可以在一定程度上提高耐磨耗性,但耐磨耗性的提高却无法像基于碎裂渗碳体的分散强化和c的固溶强化那样。
[0049]
因此,本发明人等认为,为了提高耐磨耗性,在铁路车轮的化学组成中,优选采用c含量为0.80~1.15%的过共析钢。
[0050]
但是,本发明人等研究的结果发现,在c含量为0.80%以上的过共析钢的铁路车轮中,由于铁路车轮的制造工序中的踏面淬火,与亚共析钢相比,淬火层会形成得更深。如上所述,在铁路车轮的制造工序中,轮辋部4(踏面41和轮缘部42)上形成的淬火层通过切削加工而去除。因此,淬火层优选为尽量薄。因此,本发明人等对在由c含量为0.80%以上的过共析钢形成的铁路车轮中如何降低制造工序中生成的淬火层进行了研究。
[0051]
[关于抑制淬火层生成]
[0052]
图2是示出使用假设为铁路车轮的试验材料经乔米尼式单端淬火试验得到的距水冷端的距离与洛氏硬度hrc的关系的图。图2通过以下方法求出。
[0053]
准备如表1所示化学组成的样品材料(直径25mm、长度100mm的圆棒试验片)。
[0054]
表1
[0055]
表1
[0056][0057]
参照表1,准备了不含nb的试验编号1、nb含量为0.009%的试验编号2、nb含量为0.020%的试验编号3。使用所准备的样品材料,实施基于jis g0561(2011)的乔米尼式单端淬火试验。具体而言,将乔米尼试验片在大气气氛中、在a
cm
相变点以上的温度950℃的炉内保持30分钟,乔米尼试验片的组织为奥氏体单相。然后,实施单端淬火(水冷)。具体而言,向乔米尼试验片的一端喷水进行冷却。
[0058]
水冷后,对已实施水冷的乔米尼试验片的侧面进行机械研磨,从其一端(水冷端)沿轴向以固定间隔地实施基于jis z 2245(2011)使用c标尺的洛氏硬度(hrc)试验。hrc的测定间隔为:至距水冷端15mm的位置为止是1.0mm间距;距水冷端15mm以上的位置是2.5mm间距。将得到的hrc绘图,制成图2。
[0059]
参照图2,随着距水冷端的距离d变大,洛氏硬度hrc快速下降。而当距离d达到规定距离以上时,即使距水冷端的距离远,洛氏硬度hrc也不怎么下降。将从水冷端开始至洛氏硬度hrc急剧下降为止的区域a定义为“淬火层”。另外,将作为比区域a更深的区域而洛氏硬度hrc不怎么下降的区域b定义为“母材”。
[0060]
参照图2,随着nb含量增大,淬火层的深度降低。因此,铁路车轮中含有nb时,可以
抑制由于制造工序中的踏面淬火处理而形成的淬火层的生成。
[0061]
可认为通过含有nb可以抑制由制造工序中的踏面淬火处理生成的淬火层的原因如下。含有nb的情况下,在踏面淬火的加热过程中,会生成微细的nb碳化物。微细的nb碳化物使原奥氏体晶粒细粒化。原奥氏体晶粒越大,淬火性越提高。因此,由于原奥氏体晶粒细粒化而使得淬火性下降。其结果,可抑制淬火层的生成。
[0062]
需要说明的是,还可以考虑通过含有v来生成vc,并使vc发挥钉扎颗粒的作用。但是,在上述化学组成的情况下,vc具有比nbc低的固溶温度。因此,在踏面淬火的加热过程中,vc会发生固溶,无法发挥钉扎颗粒的作用。可认为在含有v的情况下,如上所述,在踏面淬火的冷却阶段,虽然可以使vc在铁素体中析出而强化铁素体,但却无法使奥氏体晶粒细粒化为钉扎颗粒。
[0063]
由于上述机制是推测,因此也有可能是由于不同的机制导致淬火层的生成被抑制,原奥氏体晶粒细粒化。但是,从后述的实施例可知,在上述化学组成的铁路车轮中,含有nb时,可以抑制淬火层的生成。
[0064]
基于以上认知完成的本实施方式的铁路车轮具有如下构成。
[0065]
[1]一种铁路车轮,其具备:
[0066]
轮辋部;
[0067]
轮毂部;
[0068]
板部,其配置在所述轮辋部与所述轮毂部之间,且连接所述轮辋部和所述轮毂部;
[0069]
所述铁路车轮的化学组成以质量%计为
[0070]
c:0.80~1.15%、
[0071]
si:1.00%以下,
[0072]
mn:0.10~1.20%、
[0073]
p:0.050%以下,
[0074]
s:0.030%以下,
[0075]
al:0.005~0.190%、
[0076]
n:0.0200%以下,
[0077]
nb:0.005~0.050%、
[0078]
cr:0~0.25%、
[0079]
v:0~0.12%、且
[0080]
余量为fe和杂质,
[0081]
在所述铁路车轮的所述轮辋部的显微组织中,
[0082]
先共析渗碳体面积率为0.1~1.5%;
[0083]
珠光体面积率为95.0%以上。
[0084]
[2]根据[1]所述的铁路车轮,其中,
[0085]
所述化学组成满足式(1):
[0086]
100nb/(c 0.5si 0.8mn 15al 40cr 10v)≥0.070 (1)
[0087]
在此,式(1)中的元素符号处代入对应的元素的以质量%计的含量。
[0088]
[3]根据[1]或[2]所述的铁路车轮,其中,
[0089]
所述化学组成含有选自由
[0090]
cr:0.02~0.25%和
[0091]
v:0.02~0.12%
[0092]
组成的组中的一种以上元素。
[0093]
以下,对本实施方式的铁路车轮进行详述。本说明书中,只要没有特别说明,涉及元素的“%”表示质量%。
[0094]
[铁路车轮的化学组成]
[0095]
本实施方式的铁路车轮的化学组成含有以下元素。
[0096]
c:0.80~1.15%
[0097]
碳(c)会提高钢的硬度,提高铁路车轮的耐磨耗性。c含量小于0.80%时,即使其它元素含量在本实施方式的范围内,也无法获得该效果。另一方面,c含量大于1.15%时,即使其它元素含量在本实施方式的范围内,也有可能在原奥氏体晶界上大量析出先共析渗碳体。在这种情况下,铁路车轮的韧性下降。因此,c含量为0.80~1.15%。c含量的优选的下限为0.85%,进一步优选为0.86%,进一步优选为0.87%,进一步优选为0.90%,进一步优选为0.95%。c含量的优选的上限为1.10%,进一步优选为1.05%。
[0098]
si:1.00%以下
[0099]
硅(si)是不可避免含有的。即,si含量大于0%。si对铁素体进行固溶强化,可提高钢的硬度。但是,si含量大于1.00%时,即使其它元素含量在本实施方式的范围内,也容易生成先共析渗碳体,而先共析渗碳体是钢的韧性下降的原因。si含量大于1.00%时,钢的淬火性还会变得过高,容易生成马氏体。在这种情况下,踏面淬火时在踏面上形成的淬火层的厚度增大。其结果,切削量增大,成品率下降。si含量大于1.00%时,还会在铁路车轮的使用中,由于与制动器之间产生的摩擦热而导致烧灼。在这种情况下,有时铁路车轮的抗裂性下降。因此,si含量为1.00%以下。si含量的优选的上限为0.90%,进一步优选为0.80%,进一步优选为0.70%,进一步优选为0.60%,进一步优选为0.45%,进一步优选为0.40%,进一步优选为0.35%。si含量的下限没有特别限制。但是,si含量的过度降低会提高生产成本。因此,si含量的优选的下限为0.01%,进一步优选为0.05%,进一步优选为0.10%,进一步优选为0.15%。
[0100]
mn:0.10~1.20%
[0101]
锰(mn)对铁素体进行固溶强化,可提高钢的硬度。mn还会形成mns,提高钢的切削性。mn含量小于0.10%时,即使其它元素含量在本实施方式的范围内,也无法充分获得上述效果。另一方面,mn含量大于1.20%时,即使其它元素含量在本实施方式的范围内,钢的淬火性也会变得过高。在这种情况下,淬火层的厚度增大,制造工序时的成品率下降。此外,在铁路车轮使用时,有时会由于与制动器之间产生的摩擦热而导致烧灼,钢的抗裂性下降。因此,mn含量为0.10~1.20%。mn含量的优选的下限为0.30%,进一步优选为0.50%,进一步优选为0.70%。mn含量的优选的上限为1.00%,进一步优选为0.90%,进一步优选为0.85%。
[0102]
p:0.050%以下
[0103]
磷(p)为不可避免含有的杂质。即,p含量大于0%。p会偏析于晶界使钢的韧性下降。因此,p含量为0.050%以下。p含量的优选的上限为0.030%,进一步优选为0.020%。p含量优选尽可能低。但是,p含量的过度降低会提高生产成本。因此,在考虑通常的工业生产的
情况下,p含量的优选的下限为0.001%,进一步优选为0.002%。
[0104]
s:0.030%以下
[0105]
硫(s)不可避免含有。即,s含量大于0%。s会形成mns,提高钢的切削性。另一方面,s含量过高时,钢的韧性下降。因此s含量为0.030%以下。s含量的优选的上限为0.020%,进一步优选为0.015%,进一步优选为0.012%,进一步优选为0.010%。s含量的过度降低会提高生产成本。因此,s含量的优选的下限为0.001%,进一步优选为0.002%,进一步优选为0.003%,进一步优选为0.005%。
[0106]
al:0.005~0.190%
[0107]
铝(al)会使钢脱氧。al含量小于0.005%时,即使其它元素含量在本实施方式的范围内,也无法充分获得上述效果。另一方面,al含量大于0.190%时,上述效果饱和。因此,al含量为0.005~0.190%。al含量的优选的下限为0.008%,进一步优选为0.010%。al含量的优选的上限为0.180%,进一步优选为0.170%,进一步优选为0.150%,进一步优选为0.120%,进一步优选为0.100%,进一步优选为0.080%,进一步优选为0.060%,进一步优选为0.050%。
[0108]
n:0.0200%以下
[0109]
氮(n)为不可避免含有的杂质。即,n含量大于0%。n含量大于0.0200%时,aln粗大化,使钢的韧性下降。因此,n含量为0.0200%以下。n含量的优选的上限为0.0100%,进一步优选为0.0080%,进一步优选为0.0070%,进一步优选为0.0060%。n含量优选尽可能低。但是,n含量的过度降低会提高生产成本。因此,考虑到通常的工业生产,n含量的优选的下限为0.0001%,进一步优选为0.0010%,进一步优选为0.0025%。
[0110]
nb:0.005~0.050%
[0111]
铌(nb)在铁路车轮的制造工序中用于踏面淬火的加热时会与c结合,生成微细的nbc。微细的nbc发挥钉扎颗粒的作用,抑制加热时的奥氏体粗大化。因此,原奥氏体晶粒可维持在微细的状态,钢的淬火性被抑制。其结果,可抑制铁路车轮制造工序中的淬火层的生成。nb还可通过抑制原奥氏体晶粒的粗大化而提高钢材的韧性。nb含量小于0.005%时,即使其它元素含量在本实施方式的范围内,也无法充分获得上述效果。另一方面,nb含量大于0.050%时,即使其它元素含量在本实施方式的范围内,也会发生nbc粗大化而使得钢材的韧性反而下降。因此,nb含量为0.005~0.050%。nb含量的优选的下限为0.007%,进一步优选为0.009%。nb含量的优选的上限为0.040%,进一步优选为0.035%,进一步优选为0.030%,进一步优选为0.025%,进一步优选为0.023%。
[0112]
本实施方式提供的铁路车轮的化学组成的余量为fe和杂质。在此,杂质是指:在工业上制造本实施方式的铁路车轮时,从作为原料的矿石、废料、或制造环境等混入的物质,是在不对本实施方式的铁路车轮造成不良影响的范围内可接受的物质。
[0113]
[关于任选元素(optional elements)]
[0114]
本实施方式的铁路车轮的化学组成可进一步含有cr来代替一部分fe。
[0115]
cr:0~0.25%
[0116]
铬(cr)为任选元素,可以不含。即,cr含量可以为0%。含有的情况下,cr可减小珠光体的片层间距。由此,珠光体的硬度将显著增大。但是,cr含量大于0.25%时,即使其它元素含量在本实施方式的范围内,淬火性也会过高,踏面淬火后的淬火层的厚度过度增大。因
此,cr含量为0~0.25%。cr含量的优选的下限大于0%,进一步优选为0.01%,进一步优选为0.02%,进一步优选为0.03%。cr含量的优选的上限为0.24%,进一步优选为0.23%,进一步优选为0.22%。
[0117]
本实施方式的铁路车轮的化学组成可进一步含有v来代替一部分fe。
[0118]
v:0~0.12%
[0119]
钒(v)为任选元素,可以不含。即,v含量可以为0%。含有的情况下,v可形成碳化物、氮化物和碳氮化物中的任意一者,对钢(具体而言是钢中的铁素体)进行析出强化。其结果,铁路车轮的硬度增大,进一步提高耐磨耗性。但是,v含量大于0.12%时,淬火性变高,踏面淬火后的淬火层的厚度过度增大。因此,v含量为0~0.12%。v含量的优选的下限大于0%,进一步优选为0.01%,进一步优选为0.02%,进一步优选为0.03%。v含量的优选的上限为0.11%,进一步优选为0.10%。
[0120]
[铁路车轮的轮辋部的显微组织]
[0121]
本实施方式的铁路车轮1的轮辋部4的显微组织中,珠光体的面积率为95.0%以上,先共析渗碳体的面积率为0.1~1.5%。轮辋部4的显微组织中,除了珠光体和先共析渗碳体以外的相为例如马氏体和/或贝氏体。先共析渗碳体的面积率的下限可以是0.2%,也可以是0.3%。先共析渗碳体的面积率的优选的上限为1.4%,进一步优选为1.3%,进一步优选为1.2%,进一步优选为1.1%,进一步优选为1.0%,进一步优选为0.9%。
[0122]
轮辋部4的显微组织中的珠光体面积率、先共析渗碳体面积率通过以下方法求出。从轮辋部4的厚度方向的中央位置(图1的厚度t4的中央位置)处采集样品。通过机械研磨对各样品的观察面进行镜面抛光。然后,使用苦味酸钠溶液(水100ml 苦味酸2g 氢氧化钠25g)对观察面实施蚀刻。蚀刻时,将样品浸泡在煮沸的苦味酸钠溶液中。对于蚀刻后的样品的观察面内任意1个视野(500μm
×
500μm),用200倍的光学显微镜生成照片图像。在观察面中,各相(珠光体、先共析渗碳体、马氏体和贝氏体)的对比度不同。因此,可以根据对比度来分辨显微组织的各相。根据对比度,确定珠光体和先共析渗碳体。根据特定的珠光体的总面积和观察视野的面积,求出珠光体的面积率(%)。根据所确定的先共析渗碳体的总面积与观察视野的面积,求出先共析渗碳体的面积率(%)。
[0123]
如上所述,本实施方式的铁路车轮1的化学组成中的各元素含量在本实施方式的范围内,且轮辋部4的显微组织中,珠光体面积率为95.0%以上,先共析渗碳体的面积率为0.1~1.5%。因此,本实施方式的铁路车轮1即使在轮辋部4存在先共析渗碳体,也可获得合适的韧性。此外,本实施方式的铁路车轮1的上述化学组成中含有0.005~0.050%的nb。因此,可以抑制由制造工序中的踏面淬火处理所形成的淬火层的深度。
[0124]
[关于式(1)]
[0125]
本实施方式的铁路车轮的化学组成优选满足式(1)。
[0126]
100nb/(c 0.5si 0.8mn 15al 40cr 10v)≥0.070 (1)
[0127]
在此,式(1)中的元素符号处代入对应的元素的以质量%计的含量。
[0128]
定义f1=100nb/(c 0.5si 0.8mn 15al 40cr 10v)。f1为铁路车轮的制造工序时可能生成的淬火层的深度的指标。具体而言,如上所述,nb可抑制淬火层的生成。另一方面,可认为c、si、mn、al、cr和v会促进淬火层的生成。f1将淬火层抑制元素(nb)设为分子,将淬火层促进元素(c、si、mn、al、cr、v)设为分母。f1为0.070以上时,相对于淬火层促进元素的
含量,淬火层抑制元素(nb)的含量足够多。在这种情况下,可以充分抑制由铁路车轮的制造工序中的踏面淬火处理所形成的淬火层的深度。f1的优选的下限为0.080,进一步优选为0.090,进一步优选为0.100,进一步优选为0.150,进一步优选为0.200,进一步优选为0.250,进一步优选为0.300,进一步优选为0.340。f1为将所得到的值的小数点后第四位四舍五入得到的值。
[0129]
f1的进一步优选的下限为0.380。在这种情况下,可以进一步充分抑制由铁路车轮的制造工序中的踏面淬火处理所形成的淬火层的深度。f1的进一步优选的下限为0.390,进一步优选为0.395。
[0130]
[铁路车轮的制造方法]
[0131]
对制造上述铁路车轮的方法的一个例子进行说明。本制造方法包括:制造铁路车轮用钢的工序(坯料制造工序);通过热加工,由铁路车轮用钢成形出车轮形状的中间品的工序(成形工序);对所成形的中间品实施热处理(踏面淬火)的工序(热处理工序);从热处理后的中间品的踏面等通过切削加工去除淬火层而得到铁路车轮的工序(切削加工工序)。以下,对各工序进行说明。
[0132]
[坯料制造工序]
[0133]
坯料制造工序中,使用电炉或转炉等制造具有上述化学组成的钢水。对所制造的钢水进行铸造来制成铸材(铸坯或铸锭)。可以通过连续铸造来制造铸坯,也可以通过用铸模进行浇铸来制造铸锭。
[0134]
对铸坯或铸锭进行热加工,制造所期望的尺寸的铁路车轮用钢材(以下也称为钢材)。热加工为例如热锻、热轧等。通过热轧制造钢材的情况下,例如通过以下方法制造钢材。热轧中,例如使用初轧机。通过初轧机对坯料实施初轧以制造钢材。在初轧机的下游设置有连轧机的情况下,还可以对初轧后的钢材进一步用连轧机实施热轧,制造尺寸更小的钢材。在连轧机中,具有一对水平辊的水平支架与具有一对垂直辊的垂直支架交替地排成一列。热轧中的加热炉的加热温度并不特别限定,例如为1100~1350℃。通过以上制造工序,制造出铁路车轮用钢材。
[0135]
需要说明的是,铁路车轮用钢材可以是铸材(铸坯或铸锭)。即,上述热加工可以省略。通过以上工序,制造出作为铁路车轮坯料的铁路车轮用钢材。铁路车轮用钢材为例如圆棒状的坯料。
[0136]
[成形工序]
[0137]
成形工序中,用所准备的铁路车轮用钢材,通过热加工,成形出车轮形状的中间品。中间品由于具有车轮形状,因此,具备轮毂部;板部;和,包括踏面和轮缘部的轮辋部。热加工为例如热锻、热轧等。
[0138]
热加工时的铁路车轮用钢材的优选的加热温度为1220℃以上。在这种情况下,热加工时的加热工序中,铁路车轮用钢材中的nbc充分固溶。热加工时的加热温度的优选的下限为1230℃,进一步优选为1250℃,进一步优选为1300℃。热加工时的加热温度的优选的上限为1350℃。需要说明的是,热加工后的中间品的冷却方法并没有特别限定。可以是自然冷却,也可以是水冷。
[0139]
[热处理工序]
[0140]
热处理工序中,对所成形的车轮形状的中间品实施踏面淬火。具体而言,将成形工
序(热锻或热轧)后的中间品再加热至a
cm
相变点以上(再加热处理)。加热后,对中间品的踏面和轮缘部进行骤冷(踏面淬火)。例如,用冷却介质对踏面和轮缘部进行冷却。冷却介质为例如空气、水雾、喷雾,只要可获得与所期望的组织相符的冷却速度即可,并没有特别限定。需要说明的是,踏面淬火时,板部和轮毂部不进行水冷,而是自然冷却。由此,轮辋部中,虽然先共析渗碳体的面积率可以抑制在1.5%以下,但先共析渗碳体的面积率为0.1%以上。
[0141]
本实施方式的铁路车轮的直径为例如700mm~1000mm。另外,踏面淬火时的踏面的优选的冷却速度为3.0~200.0℃/秒。另外,踏面淬火时的中间品的轮辋部中,冷却速度最慢的区域的优选的冷却速度为1.5℃/秒以上。在这种情况下,轮辋部的显微组织中,先共析渗碳体面积率虽然达到0.1%以上,但可以抑制在1.5%以下。中间品中冷却速度最慢的区域可以通过例如用多个热成像测定踏面冷却中的中间品的温度分布变化来求出。进一步优选为踏面淬火时的中间品的轮辋部中冷却速度最慢的区域的优选冷却速度为2.0℃/秒以上。
[0142]
虽然在上述说明中对中间品进行再加热,但也可以对热加工后的中间品直接(不进行再加热)实施踏面淬火。
[0143]
对于踏面淬火后的中间品,根据需要实施回火。回火用公知的温度和时间进行即可。回火温度为例如400~600℃。
[0144]
[切削加工工序]
[0145]
如上所述,热处理后的中间品的踏面表层会形成微细的珠光体,但其上层形成有淬火层。由于在铁路车轮的使用中淬火层的耐磨耗性低,因此,通过切削加工去除淬火层。切削加工用公知的方法进行即可。
[0146]
通过以上工序制造出本实施方式的铁路车轮。本实施方式的铁路车轮的化学组成中的各元素含量在本实施方式的范围内,且在轮辋部的显微组织中,珠光体面积率为95.0%以上,先共析渗碳体的面积率为0.1~1.5%。因此,本实施方式的铁路车轮即使形成了先共析渗碳体,也可得到合适的韧性。此外,本实施方式的铁路车轮的上述化学组成中含有0.005~0.050%的nb。因此,可以抑制由制造工序中的踏面淬火处理所形成的淬火层的深度。
[0147]
实施例
[0148]
[实施例1]
[0149]
制造具有如表2所示化学组成的试验编号1~18的钢水。
[0150]
表2
[0151][0152]
表2中,“化学组成”一栏的空白的含义为对应的元素含量小于检测极限。例如,表2中的试验编号7的nb含量的含义为将小数点后第四位四舍五入后数值为0%。试验编号1的cr含量的含义为将小数点后第三位四舍五入后数值为0%。试验编号1的v含量的含义为将
小数点后第三位四舍五入后数值为0%。
[0153]
模拟铁路车轮的制造工序的坯料制造工序,用上述钢水通过铸锭法制造圆铸锭(上表面直径107mm、底面直径97mm、高度230mm的圆锥台型)。模拟铁路车轮的制造工序的成形工序,将铸锭加热至1250℃后热锻,制造直径40mm的圆棒。
[0154]
[模拟踏面淬火试验]
[0155]
实施对铁路车轮制造工序中的踏面淬火进行模拟的模拟踏面淬火试验,如下求出模拟踏面淬火试验后的珠光体面积率、先共析渗碳体面积率和淬火层深度。
[0156]
[珠光体面积率和先共析渗碳体面积率的测定]
[0157]
从距各试验编号的圆棒的表面沿径向为d/4深度的位置(“d”为圆棒的直径),制作直径3mm、长度10mm的热处理试验片。热处理试验片的长度方向与圆棒的中心轴向平行。
[0158]
使用所制作的热处理试验片,实施模拟踏面淬火的连续冷却试验。热处理使用富士电波工机制的formastor试验机。具体而言,准备各试验编号的试验片,在950℃下进行5分钟均热。然后,以表2所示的冷却速度(℃/秒)进行冷却。对于冷却后的各试验片,按以下方法求出珠光体面积率(%)和先共析渗碳体(先共析θ)的面积率(%)。
[0159]
制作以与上述热处理试验片的长度方向垂直的截面作为观察面的样品。对观察面进行机械研磨后,对观察面用苦味酸钠溶液(水100ml 苦味酸2g 氢氧化钠25g)实施蚀刻。蚀刻时,将样品浸泡在煮沸的苦味酸钠溶液中。对蚀刻后的观察面内的任意1个视野(500μm
×
500μm),用200倍的光学显微镜生成照片图像。根据对比度,确定观察视野中的珠光体和先共析渗碳体,求出珠光体面积率(%)和先共析渗碳体面积率(%)。其结果,在所有试验编号中,珠光体面积率均为95.0%以上。另外,各试验编号的先共析渗碳体(先共析θ)面积率如表2所示。
[0160]
[淬火层深度测定试验]
[0161]
对于淬火层的深度,实施乔米尼式单端淬火试验。乔米尼式单端淬火试验按以下方法实施。由各试验编号的直径40mm的圆棒制作直径25mm、长度100mm的乔米尼试验片。乔米尼试验片的中心轴与圆棒的中心轴一致。使用乔米尼试验片,实施基于jis g0561(2011)的乔米尼式单端淬火试验。具体而言,将乔米尼试验片在大气气氛中、在a
cm
相变点以上的温度950℃的炉内保持30分钟,使乔米尼试验片的组织成为奥氏体单相。然后,实施单端淬火(水冷)。具体而言,向乔米尼试验片的一端喷水进行冷却。
[0162]
水冷后,对已实施水冷的乔米尼试验片的侧面进行机械研磨,从其一端(水冷端)沿轴向以固定间隔地实施基于jis z 2245(2011)使用c标尺的洛氏硬度(hrc)试验。hrc的测定间隔为:至距水冷端15mm的位置为止是1.0mm间距;距水冷端15mm以上的位置是2.5mm间距。由所得到的hrc分布,通过以下方法求出淬火层深度。
[0163]
对于各试验编号的钢材,制作如图2所示的乔米尼曲线。如上所述,乔米尼曲线中,将洛氏硬度hrc急剧下降的区域a定义为“淬火层”,将洛氏硬度hrc不怎么下降的区域b定义为“母材”。区域a与区域b可通过拐点来划分。由各钢编号的hrc分布(乔米尼曲线)确定区域a,求出淬火层深度(mm)。需要说明的是,试验编号15~18未实施淬火层深度测定试验(在表2的“淬火层深度”一栏中为
“‑”
)。
[0164]
[原奥氏体晶粒径测定试验]
[0165]
从距各试验编号的圆棒的表面沿径向为d/4深度的位置,制作直径3mm、长度10mm
的热处理试验片。热处理试验片的长度方向与圆棒的中心轴的方向平行。
[0166]
使用所制作的热处理试验片实施连续冷却试验。热处理使用富士电波工机制的formastor试验机。具体而言,将各试验编号的试验片在950℃下进行5分钟均热。然后,以小于0.01~0.1℃/秒的冷却速度进行冷却。制作以与冷却后的各试验片的长度方向垂直的截面作为观察面的样品。对观察面进行机械研磨后,对观察面用苦味酸钠溶液(水100ml 苦味酸2g 氢氧化钠25g)实施蚀刻。蚀刻时,将样品浸泡在煮沸的苦味酸钠溶液中。对蚀刻后的观察面内的任意1个视野,用200倍的光学显微镜生成照片图像。观察视野为500μm
×
500μm的正方形视野。根据对比度,将有先共析渗碳体析出的部分判断为原奥氏体晶粒的晶界,确定原奥氏体晶粒。通过剪切法求出所确定的原奥氏体晶粒的粒径。具体而言,在正方形视野中画2条对角线。然后,求出与这2条对角线交叉的先共析渗碳体(原奥氏体晶界)的总数。并且,通过下式求出原奥氏体晶粒的粒径(μm)。得到的原奥氏体晶粒的粒径(μm)如表2所示。
[0167]
原奥氏体晶粒的粒径=2条对角线的总长度/与对角线交叉的先共析渗碳体的总条数
[0168]
[韧性试验]
[0169]
通过以下方法对各试验编号的圆棒的韧性进行评价。具体而言,从各试验编号的圆棒各采集4根宽度12mm、高度12mm、长度70mm的方棒状热处理坯料。方棒状热处理坯料采集时避开距圆棒的中心轴为半径4mm的范围。方棒状热处理坯料的长度方向与圆棒的长度方向平行。
[0170]
对方棒状热处理坯料实施模拟踏面淬火的连续冷却试验。热处理使用富士电波工机制的热循环试验机。将方棒状热处理坯料在950℃下进行5分钟均热。然后,以表2中的冷却速度对方棒状热处理坯料进行冷却。通过以上工序,实施模拟铁路车轮的制造工序的热处理。热处理后,对方棒状热处理坯料进行机械加工,制作宽度10mm、高度10mm、长度55mm的u型缺口试验片。
[0171]
对于所制造的u型缺口试验片,在常温、大气中实施基于jis z 2242(2005)的夏比冲击试验,求出夏比冲击值(j/cm2)。将4个值的平均值定义为该试验编号的夏比冲击值(j/cm2)。所得到的夏比冲击值(j/cm2)为12.5j/cm2以上时,评价为韧性优异(在表2的“韧性评价”一栏中为
“○”
)。另一方面,所得到的夏比冲击值(j/cm2)小于12.5j/cm2时,评价为韧性低(在表2的“韧性评价”一栏中为
“×”
)。需要说明的是,对于试验编号12~14、17和18未实施韧性试验(在表2的“韧性评价”一栏中为
“‑”
)。
[0172]
[试验结果]
[0173]
试验结果如表2所示。参照表2,在所有试验编号中,显微组织均为实质上由珠光体形成的组织。即,珠光体面积率为95.0%以上。
[0174]
此外,试验编号1~6的化学组成合适,且热处理工序中的冷却条件合适。因此,先共析渗碳体面积率为0.1~1.5%。因此,夏比冲击值(j/cm2)为12.5j/cm2以上,韧性高。此外,淬火层深度为8.0mm以下,已预测其能够抑制踏面淬火时生成的淬火层。需要说明的是,试验编号1~6满足式(1)。
[0175]
另一方面,试验编号7~10的nb含量小于0.005%。因此,淬火层的深度深达9.0mm以上。需要说明的是,试验编号7~10的原奥氏体晶粒比试验编号1~6大。
[0176]
试验编号11~14的al含量过高,且nb含量小于0.005%。因此,淬火层的深度深达
9.0mm以上。需要说明的是,试验编号7~14未满足式(1)。
[0177]
试验编号15和16的热处理工序中的冷却条件过慢。因此,先共析渗碳体面积率大于1.5%。因此,夏比冲击值(j/cm2)小于12.5j/cm2,韧性低。试验编号17和18也是由于热处理工序中的冷却条件过慢,先共析渗碳体面积率大于1.5%。
[0178]
以上对本发明的实施方式进行了说明。但是,上述实施方式只不过是用于实施本发明的示例。因此,本发明不限于上述实施方式,在不超出本发明要旨的范围内,可以对上述实施方式进行适当改变来实施。
[0179]
附图标记说明
[0180]1ꢀꢀ
铁路车轮
[0181]2ꢀꢀ
轮毂部
[0182]3ꢀꢀ
板部
[0183]4ꢀꢀ
轮辋部
[0184]
41
ꢀꢀ
踏面
[0185]
42
ꢀꢀ
轮缘部
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。