1.本发明可适用于例如电池的隔膜中所使用的多孔质膜及多孔质膜的制造方法。
背景技术:
2.近年来,锂离子电池等电池已积极地运用于汽车及基础设施。此外,随着锂离子电池的大容量化及高输出化,需要进一步提升安全性。在锂离子电池等电池中,正极材料与负极材料之间被称为隔膜的多孔质膜(多孔质的绝缘体,多孔质树脂成型体)分离。举例来说,隔膜具有多个锂离子可穿过的多个微细孔,锂离子穿过这些孔而移动于正极材料与负极材料之间,借此能够重复进行充电及放电。如上所述,隔膜具有使正极材料与负极材料分离,并且防止短路的作用。
3.此外,当电池的内部因某种原因而形成高温时,隔膜的微细孔关闭,借此使得锂离子的移动停止,并停止电池功能。此功能称为"关闭功能"。
4.此种隔膜承担电池的安全装置的作用,为了要提升安全性,必须提升隔膜的机械强度及耐热性。
5.例如,在专利文献1(特开2016-183209号公报)中,揭示了一种在聚烯烃树脂多孔膜的至少单面上,形成含有无机粒子及粘合剂树脂组合物的涂层的技术。
6.此外,在专利文献2(特开2017-068900号公报)中,揭示了一种在聚烯烃系树脂多孔膜上涂覆含有填料及树脂粘合剂而成的涂液之后,使其干燥而形成涂覆层的技术。
7.现有技术文献
8.专利文献
9.专利文献1:特开2016-183209号公报
10.专利文献2:特开2017-068900号公报
技术实现要素:
11.发明所欲解决问题
12.本案发明人从事研究开发关于用于电池隔膜等的多孔质膜,致力研究具有良好特性的多孔质膜。尤其是为了要提升多孔质膜的机械强度及耐热性,进而发现了多孔质膜的涂覆技术。
13.由本说明书的记载及附图将阐明其他的问题及新颖特征。
14.解决问题的方案
15.本案中所揭示的多孔质膜具有多孔质基材及设置在所述多孔质基材的表面上的涂膜,所述涂膜具有:氧化纤维素,其具有伯羟基氧化成羧基的结构;无机填料,且所述多孔质膜的热变形为5%以下。作为具有伯羟基氧化成羧基的结构的氧化纤维素,可列举例如以下所示的氧化纤维素。其中,代表平均重复数的n为1以上之数,优选为10~10000,更优选为50~2000。
16.[化1]
[0017][0018]
本发明中所揭示的多孔质膜的制造方法具有:(a)制备具有伯羟基氧化成羧基的结构的氧化纤维素的步骤;(b)通过混合氧化纤维素、无机填料、溶剂而形成涂液的步骤;(c)将所述涂液涂覆在多孔质基材的表面上,以形成涂膜的步骤。
[0019]
发明效果
[0020]
根据本案中所揭示的多孔质膜,能够提升多孔质膜的特性。
[0021]
根据本案中所揭示的多孔质膜的制造方法,能够制造特性良好的多孔质膜。
附图说明
[0022]
图1是示意性表示实施方式1的多孔质膜的构成的截面图。
[0023]
图2是示意性表示使用了实施方式1的多孔质膜的锂离子电池的构成的一示例的图。
[0024]
图3是示意性表示比较例的多孔质膜的构成的截面图。
[0025]
图4是示意性表示具有伯羟基氧化成羧基的结构的氧化纤维素的构成的图。
[0026]
图5是表示加热前后的样品的状态的图(照片)。
[0027]
图6是表示实施例1及比较例2的加热前后的样品的状态的sem照片。
[0028]
图7是表示加热后的样品的热收缩率的图表。
[0029]
图8是表示各个样品的格雷值的图表。
[0030]
图9是表示高倍率放电时的电容量的图表。
[0031]
图10是表示高倍率放电时的电容量的图表。
[0032]
图11是表示实施方式2的制造装置(系统)的构成的示意图。
[0033]
图12是示意性表示凹版涂覆装置的构成的截面图。
具体实施方式
[0034]
以下根据实施例及附图详细说明实施方式。另外,在用于说明实施方式的全部附图中,对具有相同功能的组件标示相同的符号,省略重复说明。
[0035]
(实施方式1)
[0036]
以下针对本实施方式的多孔质膜及其制造方法进行说明。本实施方式的多孔质膜可用作所述的电池的隔膜。
[0037]
[结构说明]
[0038]
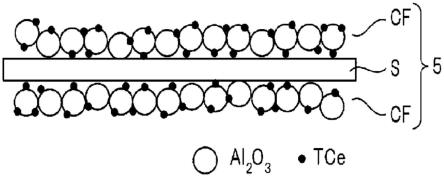
本实施方式的多孔质膜具有:基材(多孔质基材)s;以及形成在基材s的表面上的涂膜(被覆膜)cf。
[0039]
图1是示意性表示本实施方式的多孔质膜的构成的截面图。此外,图2是使用了本
实施方式的多孔质膜的锂离子电池的构成的一示例的图。
[0040]
如图2所示,圆筒状的电池具有罐部6,此罐部6中容置了隔着隔膜卷绕条状的正极材料1及负极材料3而成的电极群。电极群的上端面的正极集电片与正极盖连接。电极群的下端面的负极集电片与罐部6的底部连接。另外,在罐部6的外周表面上设置有绝缘涂层(未图示出)。此外,在罐部6中注入有电解液(未图示出)。另外,在此虽然说明了圆筒状的电池,但其并不限制电池的构成,例如也可为层压型的电池。
[0041]
如上所述,锂离子电池具有正极材料1、负极材料3、隔膜5及电解液,且隔膜5配置于正极材料1与负极材料3之间。隔膜5具有大量的微细孔。例如,在充电时,也就是当将充电器连接至正极(正极盖)与负极(罐部6的底部)之间时,插入至正极活性物质中的锂离子脱离,并被释放至电解液中。被释放至电解液中的锂离子移动于电解液中,穿过隔膜的微细孔,到达负极。到达此负极的锂离子被插入至构成负极的负极活性物质中。
[0042]
以此方式,锂离子通过设置在图1所示基材s上的微细孔(未图示出)而来回于正极材料与负极材料之间,借此能够反复地进行充电及放电。
[0043]
其中,本实施方式的多孔质膜如图1所示,在设置了大量微细孔的基材s的表面上设置涂膜cf。其中所使用的基材s可无特别限制地使用。作为基材s,特别是以一般锂离子电池用的多孔质膜中所使用的基材为优选。此涂膜cf构成为具有第一填料(具有伯羟基氧化成羧基的结构的氧化纤维素)及第二填料(无机填料)。其中图1中示例出具有经tempo处理以作为第一填料的纤维素(或记载为tce)、以及氧化铝(al2o3)以作为第二填料的情况。以下依照此示例进行说明。
[0044]
如上所述,在本实施方式中,通过在基材s的表面上设置所述涂膜,能够提升多孔质膜(隔膜)的机械强度及耐热性。涂膜cf并未形成为覆盖基材s的所有的微细孔,形成有涂膜cf的基材s(多孔质膜、隔膜)的格雷值(透气度、[sec/100cc])为10以上且3000以下,可确保其透气性。此外,根据本实施方式的多孔质膜(隔膜)可如后所述,将热变形控制在5%以下。多孔质膜的热变形是在140℃下将多孔质膜进行1小时加热处理时,在处理前后以后述(式1)所界定算式所计算出的热收缩率。再者,优选地,此热变形的条件符合将处理温度设定为160℃的情况;更优选地,符合将处理温度设定为180℃的情况;最优选地,符合将处理温度设定为200℃的情况。
[0045]
另一方面,当并未将经tempo处理的纤维素添加至涂膜时,虽然可用氧化铝来覆盖基材s的表面,但耐热性却不足(参考后述比较例1)。图3为示意性表示比较例的多孔质膜的构成的截面图。相对于此,通过如本实施方式添加经tempo处理的纤维素,能够使氧化铝与纤维素混合,并提升耐热性。此外,通过添加经tempo处理的纤维素,能够确保氧化铝与基材s之间的间隙,并且能够在不抑制电池中的li离子的移动之下,维持电池的特性并且同时提升所述耐热性。
[0046]
[制造方法说明]
[0047]
以下说明本实施方式的多孔质膜的制造步骤,并且更明确说明多孔质膜及涂膜的构成。
[0048]
本实施方式的多孔质膜的制造步骤具有以下步骤。
[0049]
(a:基材(涂覆前的多孔质膜)的制备步骤)
[0050]
作为基材s,可使用微多孔质膜。例如,可使用市售的聚乙烯制的微多孔质膜。此
外,也可通过以下步骤来形成基材(微多孔质膜)s。另外,关于基材(微多孔质膜)s的制造步骤,也可参考实施方式2(图11)。
[0051]
例如,使用捏合机,对聚烯烃(树脂)与增塑剂进行溶融捏合,并使用挤出机将其挤出为片状之后,使用加压机或拉伸机来拉伸捏合产物,借此形成膜(薄膜)。
[0052]
作为聚烯烃,可使用通过一般的挤出、射出、吹胀、吹塑成型等而加工的聚烯烃。例如,作为聚烯烃,可使用:乙烯、丙烯、1-丁烯、4-甲基-1-戊烯、1-辛烯等的均聚物、共聚物、多段聚合物等。此外,也可单独或是混合使用选自这些均聚物、共聚物、多段聚合物的群组的聚烯烃。作为所述聚合物的代表例,可列举:低密度聚乙烯、线状低密度聚乙烯、中密度聚乙烯、高密度聚乙烯、超高分子量聚乙烯、等规聚乙烯、无规聚乙烯、乙丙无规共聚物、聚丁烯、乙丙橡胶等。
[0053]
另外,作为基材s,从高溶点且高强度的需求性能来看,特别以使用以聚乙烯为主成分的树脂为优选。此外,由关闭性等观点来看,优选为聚乙烯占树脂成分的50质量%以上。此外,当使用分子量为100万以上的超高分子量聚烯烃时,若相对于捏合产物(树脂及分散液)100质量份,超高分子量聚烯烃超过50质量份时,将难以捏合地均匀,因此优选为50质量份以下。
[0054]
增塑剂用于加进热塑性树脂中改善其柔软性及耐候性。另外,在本实施方式中,可通过后述的脱脂步骤来去除增塑剂,以在树脂成型体(膜)上设置孔。
[0055]
作为增塑剂,可使用分子量100~1500,沸点为50℃至300℃的有机溶剂。具体地说,可使用液态石蜡、壬烷、癸烷、十氢萘、对二甲苯、十一烷、十二烷的链状或环状的脂肪烃;以及沸点与这些对应的矿物油馏出物;以及邻苯二甲酸二丁酯、邻苯二甲酸二辛酯的室温下为液状的邻苯二甲酸酯中的一种或数种的混合物。此外,也可使用如乙醇及甲醇等醇类;如nmp(n-甲基-2-吡咯烷酮)及二甲基乙酰胺等氮基系有机溶剂;丙酮及甲基乙基酮等酮类;如乙酸乙酯及乙酸丁酯等酯类中的一种或数种的混合物。
[0056]
在将所述片状的捏合产物拉伸而成的膜(薄膜)中,聚烯烃及增塑剂处于相分离的状态。具体地说,增塑剂变成纳米尺寸的岛链状。在后述的有机溶剂处理步骤中去除此纳米尺寸的增塑剂,借此使得岛屿状的增塑剂部变成孔,形成多孔质的薄膜。通过去除增塑剂步骤而在树脂成型体中形成大量的微细孔的隔膜的形成步骤称为“湿式法”。
[0057]
例如,通过将上述拉伸步骤中所形成的膜(薄膜)浸渍于有机溶剂中,将膜中的增塑剂萃取至有机溶剂中,并从膜(薄膜)中去除增塑剂。
[0058]
作为有机溶剂,可使用二氯甲烷、己烷、辛烷、环己烷等。其中由生产性观点来看,优选为使用二氯甲烷。
[0059]
之后,使膜(薄膜)表面的有机溶剂挥发,并且视所需进行热处理(热固定),借此获得基材(微多孔质膜)s。
[0060]
(b:涂液的制备步骤)
[0061]
a)具有伯羟基氧化成羧基的结构的氧化纤维素(第一填料)的制备
[0062]
在本实施方式中,例如,使用经tempo处理的纤维素。tempo处理(tempo氧化处理)是指使用tempo(2,2,6,6-四甲基哌啶1-氧(2,2,6,6-tetramethylpiperidine1-oxyl))为催化剂的氧化反应所作的处理。因此,经tempo处理的纤维素也可称为“tempo氧化纤维素”。
[0063]
纤维素(cellulose,cell-oh)是以(c
12h20o10
)n来表示的碳水化合物。例如,由以下
的化学结构式(化2)表示。其中化学结构式中,代表平均重复数的n为1以上的数,较优选为10~10000,更优选为50~2000。
[0064]
[化2]
[0065][0066]
当对纤维素施加tempo处理时,作为纤维素中的伯羟基的-oh被选位性地氧化,经过c6-醛基进而氧化成c6-羧基,进一步地,通过碱处理将其转变为c6-羧基的盐(羧酸盐),例如,当用氢氧化钠溶液来作碱处理时,如下所述转变为c6-羧基的钠盐。其中,代表平均重复数的n为1以上的数,优选为10~10000,更优选为50~2000。
[0067]
[化3]
[0068][0069]
以此方式作tempo处理的纤维素(tempo氧化纤维素,tce)中配置c6-羧基的钠盐,并在水中离子化,因此产生排斥力(静电排斥力、渗透压)。因此,当以高密度配置钠盐时,能够在非常微细的状态下分散。另外,在上述化学结构式中,关于c6位的碳原子的取代基,仅两个葡萄糖残基中的左侧呈现为coona基。这是表示具有一部分氧化成羧基的结构的一示例,并不意指仅由此结构单位构成。也就是说,在上述化学结构式中也包含了两个葡萄糖残基具有伯羟基氧化成羧基的结构的情况;以及两个葡萄糖残基并不具有伯羟基氧化成羧基的结构的情况。只要氧化纤维素整体具有伯羟基的一部分氧化成羧基的结构即可。另外,也包含了羧基不必全部变成钠盐,而是其一部分变成钠盐的情况。
[0070]
图4是示意性表示tempo氧化纤维素的构成的图。在液体中,tempo氧化纤维素为例如宽度(短径,较短的长度)w为1000nm以下,长度l为500μm以下,更优选为宽度w为500nm以下,长度l为3μm以下的微细纤维素。另外,也确认到宽度w为约4nm,长度l为约2μm的部分。
[0071]
在将羧基导入至纤维素系材料的羟基中的步骤(氧化步骤)中,例如使用tempo或溴化钠作为催化剂,并使用次氯酸作为氧化剂,在水中使其进行反应。在反应过程中,添加可维持任意ph的剂量的中和剂,例如添加氢氧化钠,使其进行反应,借此可获得经施加tempo氧化处理的纤维素。若将使纤维素表面的羧基为完全中和的状态视为中和指数100%,则由排斥力所造成解纤性观点来看,涂液用的tempo氧化纤维素的中和指数以高者
为佳,但由对电池性能影响的观点来看,趋向以低者为佳。
[0072]
如上所述,通过使用tempo氧化纤维素,在涂层中形成致密的网络,能够抑制在维持耐热性上具有重要作用的氧化铝粒子的剥离。此外,通过使纤维素与用于连接涂层与膜的黏合剂混合化,能够提升粘合剂(树脂)的耐热性。
[0073]
另外,在上述中虽示例出c6-羧基的钠盐,也可使用如下述的具有抗衡离子(x
)的其他化合物来作为纤维素。作为此抗衡离子,以碱金属离子为优选,可列举例如k
等。其中,代表平均重复数的n为1以上的数,优选为10~10000,更优选为50~2000。
[0074]
[化4]
[0075][0076]
另外,在后述的比较例中,使用经施加疏水化处理的纤维素(疏水化纤维素,sa化ce)。例如,通过纤维素与添加剂(例如琥珀酸酐)的酯化反应,能够将纤维素(c
12h20o10
)n中的羟基中的一部分取代为疏水基(例如-ch2oh之类的-r-oh(r为2价的烃基)),以进行疏水化。
[0077]
此外,作为纤维素的原料,可使用如纸浆等来自植物纤维的原料,也可使用如海鞘等来自动物纤维的原料。
[0078]
b)解纤处理
[0079]
优选地,上述tempo氧化纤维素以粉末状态提供,且进一步地将此粉末微细化处理之后使用。例如,使用石磨法、对撞法、球磨法,对tempo氧化纤维素等进行机械处理方法的施加。
[0080]
另外,可对经tempo处理的纤维素进行解纤处理(微细化处理),也可先对纤维素进行解纤处理(微细化处理)之后再进行tempo处理。通过解纤处理(微细化处理),可获得具有上述宽度w,长度l的tempo氧化纤维素。
[0081]
c)混合步骤(搅拌处理步骤)
[0082]
通过将所述tempo氧化纤维素、无机填料(第二填料)及溶剂(分散介质)混合,来调制涂液。以相对于涂液的固体成分总量来说,tempo氧化纤维素以0.3质量%以上且5质量%以下为优选,并以0.5质量%以上且2质量%以下为更优选。
[0083]
涂液的调制方法上并无限制,为了要使纤维素不聚集而均匀地混合,在将tempo氧化纤维素、无机填料及溶剂进行混合之后,通过搅拌来调制涂液。作为搅拌方式,可使用例如用马达来旋转安装在轴上的叶片的方式、运用超声波等的振动方式等。另外,为了要减少涂液中卷入气泡,可在减压下进行涂液的调制(混合、搅拌)。
[0084]
作为无机填料(第二填料),并无特别限制。例如可使用氧化铝、纳米二氧化硅、纳米碳管、滑石、玻璃纤维等。特别是由不易发生与电解液的化学反应,且物理性能方面及制造技术稳定的观点来看,以使用氧化铝为优选。氧化铝的粒子形状并无限制,可使用例如球
状或是扁平状的粒子。氧化铝的平均粒径(直径)以500nm以上且1000nm以下为优选。平均粒径可通过激光绕射散射法来求得。此外,作为氧化铝,优选为使用平均粒径大于基材s中所使用微多孔质膜的平均细孔径的氧化铝。此外,可混合使用具有不同平均粒径的氧化铝。此外,氧化铝中可能含有杂质元素(例如si,fe,na,mg,cu),优选地,si为400ppm以下,fe为300ppm以下,na为200ppm以下,mg为100ppm以下,cu为100ppm以下。
[0085]
溶剂并无特别限制,若考虑涂覆至基材之后的干燥处理,优选为使用沸点为100℃以下的水、乙醇、甲醇等。
[0086]
作为其他添加物,也可添加增粘剂(例如羧甲基纤维素)、粘合剂(例如丙烯酸树脂、丙烯酸系粘合剂)、分散剂(例如界面活性剂)等。
[0087]
羧甲基纤维素为水溶性纤维素,通过将其添加至涂液中,使得粘度增加,改善涂覆性。此外,通过添加丙烯酸树脂来改善涂液中的材料的粘着性。
[0088]
通过添加界面活性剂来改善对基材s的润湿性。特别是当使用聚乙烯或聚丙烯制的基材时,自由能大,以添加界面活性剂为优选。优选地,界面活性剂的添加量为涂液的固体成分中的0.001质量%以上且5质量%以下。
[0089]
其中,所述涂液的固体成分指包含在涂液中的,上述tempo氧化纤维素、无机填料(第二填料)、增粘剂、粘合剂、分散剂的合计量。
[0090]
d)基材的涂覆步骤
[0091]
在(a:基材(涂覆前的多孔质膜)的制备步骤)中所说明的基材s的表面上涂覆上述涂液。涂覆方法并无限制,例如可使用棒涂机、模唇涂覆机、凹版涂覆机等。涂覆之后使涂液干燥,借此可在基材s的表面上形成涂膜。
[0092]
如上所述,根据本实施方式,通过将tempo氧化纤维素添加至涂液中,能够提升多孔质膜的耐热性。此外,通过将形成有含tempo氧化纤维素的涂膜的多孔质膜用作隔膜,能够提升电池特性。
[0093]
(实施例)
[0094]
以下说明本实施方式的多孔质膜(隔膜)及使用该多孔质膜的电池的实施例。
[0095]
[实施例a]
[0096]
1:基材(涂覆前的多孔质膜)的形成步骤
[0097]
在捏合机(台式双螺杆捏合机)中将30质量份的超高分子量聚乙烯(mitsui hi-zex million 030s(三井化学制))、70质量份的液体石蜡(p-350p(松村公司制))进行溶融、捏合之后,通过t型模头挤出成片状。捏合温度为180℃,捏合时间为12分钟。另外,捏合机(台式双螺杆捏合机)是通过具有两条互相啮合的螺杆的轴来对所投入的原料进行捏合的装置,轴(螺杆)的转速为80rpm。
[0098]
接着,通过加压机来对捏合产物进行加工,并且通过拉伸机,将加压片的端部保持在销(夹子)上,并同时进行双轴拉伸以使其薄膜化。膜厚为约25μm。其中,同时双轴拉伸指同时往第一方向(纵向,md方向)、与第一方向相交的第二方向(横向,td方向)拉伸。作为第一方向(纵向,md方向)的拉伸条件,设定拉伸温度110℃、拉伸倍率6倍、拉伸速度3000mm/min,作为第二方向(横向,td方向)的拉伸条件,设定拉伸温度110℃、拉伸倍率7倍,拉伸速度3000mm/min。
[0099]
接着,通过将此膜浸渍至二氯甲烷中,对液体石蜡进行脱脂。进一步用横向拉伸装
置将此膜再次拉伸,借此获得具有微细孔的基材(涂覆前的pe制多孔质膜)。基材的厚度为约16μm。
[0100]
2:涂液的调制步骤
[0101]
a)纤维素(第一填料)的制备
[0102]
制备tempo氧化纤维素(钠盐)。此tempo氧化纤维素是平均粒径约10μm的粉状,使用源自针叶树的纸浆作为原料而制造成。
[0103]
另外,作为比较例用的纤维素,形成疏水化纤维素(sa化纤维素)。具体地说,将琥珀酸酐(sa)作为添加剂,加入至平均粒径50μm的theoras fd101(旭化成化学(股)制)中,并以cenf:琥珀酸酐(sa)=86.5:13.5的质量比,投入至捏合机(台式双轴捏合机)中,在130℃15分钟下进行捏合。由于此捏合产物中残留未反应的琥珀酸酐(sa),因此使用丙酮进行清洗并使其干燥,以形成疏水化纤维素。
[0104]
b)解纤处理
[0105]
将2质量份的tempo氧化纤维素的粉末(40g)投入至水中,并且使其通过解纤处理装置(masuroider,增幸产业公司制)10次,以获得经解纤的tempo氧化纤维素的分散液。对疏水化纤维素也以同样方式调制分散液。通过此解纤处理使得纤维素微细化(纳米化)。因此,可将经解纤的tempo氧化纤维素称为tempo氧化纤维素纳米纤维。对疏水化纤维素也以同样方式进行解纤。
[0106]
c)搅拌处理
[0107]
将经解纤的tempo氧化纤维素的分散液、羧甲基纤维素(cmc)、丙烯酸树脂(粘合剂)、作为界面活性剂的辛基酚乙氧基化物(0.1质量%)及水混合,并进一步投入高纯度氧化铝(住友化学公司制)。用搅拌机(日新基公司制,are310)将此混合物以1000~2000rpm搅拌1~60min,获得涂液《2》。在涂液中调制溶剂(水),使得固体成分(纤维素、cmc、粘合剂、界面活性剂、氧化铝)的比例为40质量%。对经解纤的疏水化纤维素的分散液也以同样方式调制涂液《3》。此外,调制并未添加纤维素的分散液且由高纯度氧化铝、羧甲基纤维素、丙烯酸树脂、界面活性剂及水所形成的涂液《1》。此涂液《1》具有与市售涂液相同的组成。表1表示各种涂液的固体成分比率。
[0108]
[表1]
[0109][0110]
另外,在本实施例中,将固体成分(纤维素、cmc、粘合剂、界面活性剂、氧化铝)的比例设定为40质量%,然而此比例可在20质量%~45质量%范围内调整。
[0111]
3:对基材的涂覆步骤
[0112]
在1.基材(涂覆前的多孔质膜)的形成步骤中所说明的基材(pe制多孔质膜)的表面上,以棒涂机将上述涂液(涂液《1》《2》《3》中任一者)涂覆于其单面或是双面上,并在80℃
下干燥1小时。另外,将涂覆厚度设定为单面4μm(双面为8μm)。以此方式形成其上形成涂层的多孔质膜(隔膜)。在表2表示出所使用的涂液及涂覆状况(双面或单面)的组合。另外,作为比较例,制备并未形成涂覆层的纯基材。
[0113]
[表2]
[0114][0115]
4:评价
[0116]
将所获得的多孔质膜(隔膜)切成分别垂直于md方向及td方向的50mmx50mm正方形。
[0117]
此外,将所获得的多孔质膜(隔膜)放置于加热至100~200℃的干燥炉(亚速旺公司,avo-250nb)中一小时,并通过加热前后的多孔质膜的尺寸变化,根据以下(式1)来计算热收缩率(热变形)。通过外观观察及sem检测加热前后的多孔质膜的变化。此外,根据以下(式1)由干燥前后的多孔质膜的尺寸变化计算出热收缩率(热变形)。
[0118]
此外,测量所获得的多孔质膜(隔膜)的格雷值。
[0119]
[数1]
[0120][0121]
另外,其中,作为尺寸,根据图5所示各个样品在纵向(md方向)上的长度变化,来计算热收缩率(热变形)。
[0122]
(实施例1)
[0123]
使用涂液《2》,在基材上进行双面涂覆,借此形成样品(多孔质膜,隔膜),进行评价。涂覆厚度为单面4μm(双面为8μm)。
[0124]
(实施例2)
[0125]
使用涂液《2》,在基材上进行单面涂覆,借此形成样品(多孔质膜,隔膜),进行评价。涂覆厚度为仅单面4μm。
[0126]
(比较例1)
[0127]
对于1.基材(涂覆前的多孔质膜)的形成步骤中所说明的基材,在并未进行涂覆的情况下进行评价。
[0128]
(比较例2)
[0129]
使用涂液《1》,并在基材上进行双面涂覆,借此形成样品(多孔质膜,隔膜),进行评价。涂覆厚度设定单面为4μm(双面为8μm)。
[0130]
(比较例3)
[0131]
使用涂液《3》,并在基材上进行双面涂覆,借此形成样品(多孔质膜,隔膜),进行评价。涂覆厚度设定单面为4μm(双面为8μm)。
[0132]
5:结果
[0133]
图5是表示加热前后的样品的状态的图(照片)。在各个实施例及各个比较例中,表示初始状态(未加热的状态)、在160℃下加热、在200℃下加热之后的照片。
[0134]
在未涂覆的比较例1中,通过在160℃下加热、在200℃下加热使得样品溶化,残留的膜成分很少。
[0135]
在使用了由高纯度氧化铝、羧甲基纤维素、丙烯酸树脂、界面活性剂及水所构成的涂液《1》的比较例2中,观察到因在160℃下加热、在200℃下加热而导致热变形。
[0136]
确认到在使用了添加疏水化纤维素的涂液《3》的比较例3中,虽然因加热所导致的热变形相较于比较例2有改善,但是在200℃下的加热中有破裂。
[0137]
相对于此,在使用了添加tempo氧化纤维素的涂液《2》的实施例1中,发现几乎没有观察到因加热导致的热变形,且耐热性高。
[0138]
此外,如同实施例2所示,当使用添加tempo氧化纤维素的涂液《2》时,即使仅作单面的涂覆,也并未如比较例1般溶解,可知耐热性提升。
[0139]
图6是表示实施例1及比较例2在加热前后的样品的状态的sem照片。在实施例1及比较例2中,表示出初始状态(未加热的状态)及在200℃下加热后的sem照片。使用sem(卡尔
·
蔡司公司制,super 55vp),在加速电压3kv、10,000倍之下进行观察。
[0140]
在比较例2中,氧化铝在200℃的加热后埋没,相对于此,在实施例1中仍可确认到氧化铝粒子。
[0141]
图7是表示加热后的样品的热收缩率的图表。其中表示出于各个实施例及各个比较例中,在120℃下加热、在140℃下加热、在160℃下加热、在180℃加热、在200℃下加热之后的热收缩率。图表的横轴是加热温度,纵轴为热收缩率[%]。另外,在横轴的各个温度中,由左侧起依序排列实施例1、实施例2、比较例1、比较例2、比较例3的图表。然而,在120℃下仅示出比较例的数据。此外,热收缩为极大(20%)指热收缩率为20%以上。
[0142]
如图7所示,可知在实施例1中,热收缩率小于比较例1~3,且热变形为5%以下。
[0143]
图8是表示各个样品的格雷值的图表。如图8所示,未设置涂层的基材(比较例1)的格雷值(透气度,[sec/100cc])为约260,在实施例1、2中为与此同等的格雷值。由此可知,使用了添加tempo氧化纤维素的涂液《2》的涂层具有孔,并不会阻碍li离子的移动。另外,使用了并未添加纤维素的涂液《1》的涂层(比较例2)中,格雷值变差。
[0144]
如上所述,可确认到在实施例1中耐热性提升。这是前述氧化铝与纤维素混合的缘故。此外,在实施例1中,可确认到具有与涂覆前的基材相同程度的格雷值,这是由于添加经tempo处理的纤维素,确保了氧化铝与基材s之间的间隙的缘故。发明人认为借此使得如后述实施例b所示,在电池中的li离子的移动不受到抑制的情况下,维持电池的特性,且同时能够提升所述耐热性。
[0145]
[实施例b]
[0146]
1:基材(涂覆前的多孔质膜)的形成步骤
[0147]
在与实施例a的情况相同的方式,形成具有微细孔的基材(涂覆前的pe制多孔质
膜)。基材的厚度为约20μm。
[0148]
2:涂液的调制步骤
[0149]
在与实施例a情况相同的方式调制涂液a~e。将涂液的固体成分比率表示于表3中。其中,在涂液中,用溶剂(水)来进行调制,使得固体成分(纤维素、cmc、粘合剂、界面活性剂、氧化铝)的比例为40质量%。其中实施例b中,在涂液中添加了界面活性剂。作为界面活性剂,使用纳卡特斯股份有限公司制的triton x(非离子界面活性剂)。
[0150]
[表3]
[0151][0152]
3:基材的涂覆步骤。
[0153]
以与实施例a的情况同样的方式,在基材(pe制多孔质膜)的表面上,用棒涂机在双面涂覆上述涂液a~c,并在80℃下干燥1小时,以形成样品(多孔质膜,隔膜)。涂覆厚度(双面的总厚度)、涂覆量(mg/cm2)如表4所示。其中,将使用涂液a的样品表示为涂层a,将使用涂液b的样品表示为涂层b,将使用涂液c的样品表示为涂层c。另外,作为比较例,制备并未形成涂层的纯基材(无涂层)。
[0154]
[表4]
[0155][0156]
4:评价
[0157]
测量所获得的样品(多孔质膜,隔膜)的格雷值。将其结果表示于表4。
[0158]
此外针对涂液a~e,检测其对基材的润湿性。涂液a,b,c对基材的润湿性良好。此外,涂液d,e对基材的润湿性不佳。
[0159]
此外,使用涂层a~c来制作试验电池,并评价其特性。将依序层叠正极、隔膜、负极
而成的层叠体容置在壳体中,并将电解质注入至内部之后,在使电极的一部分露出的状态下将壳体密封,以制作试验电池(锂离子二次电池)。正极,使用在正极板(al箔)上涂覆含有lini
1/3
co
1/3
mn
1/3
o2(ncm111)的正极混合物,并使其干燥而成的正极。此外,负极,使用在负极板(cu箔)上涂覆含有石墨的负极混合物,并使其干燥而成的负极。作为电解质,使用在1.0mol/l浓度下使六氟碳酸锂(lipf6)溶解于混合溶剂(该混合溶剂是以体积比1:1比例混合ec(碳酸亚乙酯)及dec(碳酸二乙酯)而成)中,且添加1质量%的vc(碳酸亚乙烯酯)以作为添加剂而成的电解质。电池的容量为约2mah/cell。
[0160]
在30℃下cv1h的条件下,重复50次将上述试验电池充电至4.2v之后放电至-2.8v的放电循环(cycle),并评价各个充放电次数的电池容量。此外,为了比较每个涂覆样品在短循环次数中的性能差异,将1~20次循环的c速率设定为0.1~5c来进行充放电。图9及图10是表示高倍率放电时的图表。纵轴表示电池容量,横轴表示循环(cycle)。另外,右侧的纵轴表示c速率。图9为正极表面上的测量结果,图10为负极表面上的测量结果。
[0161]
如图9及图10所示,使用涂液a,b,c的涂层a~c呈现出不逊色于未形成涂层的纯基材(无涂层)的电池特性。
[0162]
此外,当详细分析结果时,发现到在正极表面上的测量结果(图9)中,电池容量由小到大依序为涂层c、涂层a、无涂层、涂层b,在负极表面上的测量结果(图10)中,电池容量由小到大依序为涂层c、无涂层、涂层a、涂层b。由此可知,在涂层a~c中,涂层b为最有用的隔膜。
[0163]
其中涂层b所使用的涂液b中,tempo氧化纤维素(tce)相对于固体成分总量为0.93质量%,而相对于氧化铝为1质量%。依此,tempo氧化纤维(tce)以相较于氧化铝为0.5质量%以上且1.5质量%以下为优选,以0.7质量%以上且1.3质量%以下为更优选。
[0164]
此外,在涂液b中,羧甲基纤维素(cmc)与tempo氧化纤维素(tce)的比为3:1。依此,当羧甲基纤维素(cmc)与tempo氧化纤维素(tce)的比为1:a时,优选为a小于1,更优选为a为0.2以上且为0.4以下。
[0165]
[实施例c]
[0166]
在本实施例中,制备具有不同的中和指数的tempo氧化纤维素,并且以与实施例a情况同样的方式,进行b)解纤处理和c)搅拌处理,并涂覆至基材上。
[0167]
其中,使用氢氧化钠作为中和剂,制备中和指数100%、中和指数50%的tempo氧化纤维素。
[0168]
针对基材(分别涂覆使用了具有不同中和指标的tempo氧化纤维素的涂液),以与实施例a情况同样地计算热收缩率(热变形),得出中和指标100%的一方的热收缩率为4%,中和指标50%的一方的热收缩率为5%。由此可看出具有中和指标越高,热收缩率越小且耐热性越高的倾向。然而,即使在中和指标50%的一方中仍有约5%的热收缩率,以包含上述实施例a、b的结果作综合判断来说,判断中和指标50%的一方仍具有充分的耐热性,可有效用作隔膜的涂液。
[0169]
(实施方式2)
[0170]
图11是表示本实施方式的制造装置(系统)的构成的示意图。针对在本实施方式中使用了上述制造装置(系统)的隔膜的制造步骤进行说明。
[0171]
例如,将增塑剂(液体石蜡)及聚烯烃(例如聚乙烯)投入至图11的双轴螺杆捏合挤
出机(s1)的原料供给部中,并在捏合部中捏合上述增塑剂及聚烯烃。捏合条件为例如180℃,12分钟,轴的转速为100rpm。
[0172]
将捏合产物(溶融树脂)从出料口搬运至t型模头s2,并从t型模头s2的狭缝中挤出溶融树脂的同时,在原料冷却装置s3中使其冷却,以形成薄膜状的树脂成型体。
[0173]
接着,通过第一纵向拉伸装置s4将上述薄膜状的树脂成型体往纵向拉伸,进一步地,通过第一横向拉伸装置s5将其往横向拉伸。
[0174]
接着,在萃取槽s6中将经拉伸的薄膜浸渍至有机溶剂(例如二氯甲烷)中。在经拉伸的薄膜中,聚烯烃(例如聚乙烯)及增塑剂(石蜡)处于相分离状态。具体地说,增塑剂(石蜡)是纳米尺寸的岛屿状。通过萃取槽6的有机溶剂(例如二氯甲烷)来将此纳米尺寸的增塑剂(石蜡)予以去除(脱脂)。借此能够形成多孔质的薄膜。
[0175]
之后,进一步地使用第二横向拉伸装置s7在横向上拉伸,且同时使薄膜干燥,进行热固定,以缓和拉伸时的内部应力。接着,通过卷绕装置s8,卷绕从第二横向拉伸装置s7所搬运来的薄膜。
[0176]
以此方式,可制造多孔质的薄膜(实施方式1的基材)。其中,例如可将图12所示的凹版涂覆装置(s7’)置入于第二拉伸装置s7及卷绕装置s8之间。图12是示意性表示凹版涂覆装置的构成的截面图。此凹版涂覆装置中具有两个凹版辊r。此凹版辊r具有例如多个斜线状凹部,其一部分配置为浸渍于涂液cl中,且通过使其旋转,使得在将涂液保持在斜线状凹部的状态下,将涂液cl涂覆至基材s上。
[0177]
作为此涂液cl,通过使用实施方式1中所说明的涂液cl,能够在基材的两面上形成涂膜。另外,也可视所需而适当地并入涂液的干燥装置。
[0178]
以此方式,能够使用图11、图12所示装置而有效地制造高性能的隔膜。
[0179]
以上根据实施方式及实施例针对本发明人所完成发明进行具体说明,然而本发明并不限于上述实施方式或是实施例,显而易见地,在不脱离其主旨范围内可进行各种变更。
[0180]
附图标记说明:
[0181]1ꢀꢀꢀꢀ
正极材料
[0182]3ꢀꢀꢀꢀ
负极材料
[0183]5ꢀꢀꢀꢀ
多孔质膜(隔膜)
[0184]6ꢀꢀꢀꢀ
罐部
[0185]
cf
ꢀꢀꢀ
涂膜
[0186]
cl
ꢀꢀꢀ
涂液
[0187]rꢀꢀꢀꢀ
凹版辊
[0188]sꢀꢀꢀꢀ
基材
[0189]
s1
ꢀꢀꢀ
双轴螺杆捏合挤出机
[0190]
s2
ꢀꢀꢀ
t型模头
[0191]
s3
ꢀꢀꢀ
原料冷却装置(cast装置)
[0192]
s4
ꢀꢀꢀ
纵向拉伸装置(md装置)
[0193]
s5
ꢀꢀꢀ
第一横向拉伸装置(第一td装置)
[0194]
s6
ꢀꢀꢀ
萃取槽
[0195]
s7
ꢀꢀꢀ
第二横向拉伸装置(第二td装置)
[0196]
s7
’ꢀ
凹版涂覆装置
[0197]
s8
ꢀꢀꢀ
卷绕装置
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。