技术特征:
1.一种渣气联保药芯焊丝,其特征在于:所述药芯焊丝包括4ni钢制外皮和药粉芯,所述药粉芯占所述药芯焊丝总重量的18%-20%;所述药粉芯按照质量百分含量,由28.5-37.0%的造渣剂、1.5-2%的造气剂、1.5-2%的稳弧剂、25.5%-55.5%的合金剂和余量的fe粉组成。2.根据权利要求1所述的渣气联保药芯焊丝,其特征在于:所述4ni钢制外皮中的c质量百分含量≤0.02%,si质量百分含量≤0.02%,mn质量百分含量≤0.1%,s p的质量百分含量≤0.002%,ni质量百分含量约4.0%,余量为fe。3.根据权利要求1所述的渣气联保药芯焊丝,其特征在于:所述造渣剂含有大理石、萤石、金红石、锆英砂、er2o3和钛酸铋,其各自添加量占药粉芯总质量的百分比依次为:16%-18%,8%-9%,2%-3%、1%-3%、1%-3%和0.5%-1%,以上组成了cao-caf
2-tio
2-zro
2-sio
2-er4s3为主的渣系设计。4.根据权利要求1所述的渣气联保药芯焊丝,其特征在于:所述造气剂含有na2co3、k2co3和baco3的至少2种。5.根据权利要求1所述的渣气联保药芯焊丝,其特征在于:所述稳弧剂含有naf、kf和baf2的至少2种。6.根据权利要求1所述的渣气联保药芯焊丝,其特征在于:所述合金剂由石墨、75%si-fe合金,雾化锰粉,50%cr-fe合金,59%mo-fe合金、ni粉、cu粉、50%v-fe合金、20%b-fe合金组成,用于向熔敷金属中过渡的c、si、mn、cr、mo、ni、cu和fe元素,从而获得如下熔敷金属成分,按质量百分数计:0.08%≤c≤0.1%,0.4%≤si≤0.5%,1.8%≤mn≤1.9%,s p≤0.02%,0.5%≤cr≤0.6%,0.5%≤mo≤0.6%,4%≤ni≤8%,0.2%≤cu≤0.3%、其他合金元素<0.06%,余量为fe。所述其他合金元素包含钒、硼、及稀土铒元素。7.一种权利要求1-6任意一项所述渣气联保药芯焊丝的制备方法,其特征在于:将4ni钢制外皮辊压成形后,填充药粉,经辊型闭合、多道次拉拔后得到所述渣气联保药芯焊丝;其中,所述4ni钢制外皮辊压成形前进行无水酒精清洗 干燥的工序处理2-3遍;所述药粉的各个组分混合前进行烘烤。8.根据权利要求7所述的渣气联保药芯焊丝,其特征在于:经所述多道次拉拔后最终制得直径1.4mm规格的o型药芯焊丝。9.一种采用权利要求1-6任意一项所述渣气联保药芯焊丝进行气体保护的焊接方法,其特征在于:在80%ar 20%co2混合气保护氛围下进行电弧焊焊接得到焊接熔敷金属,随后在480-580℃温度下进行回火热处理2-4h。
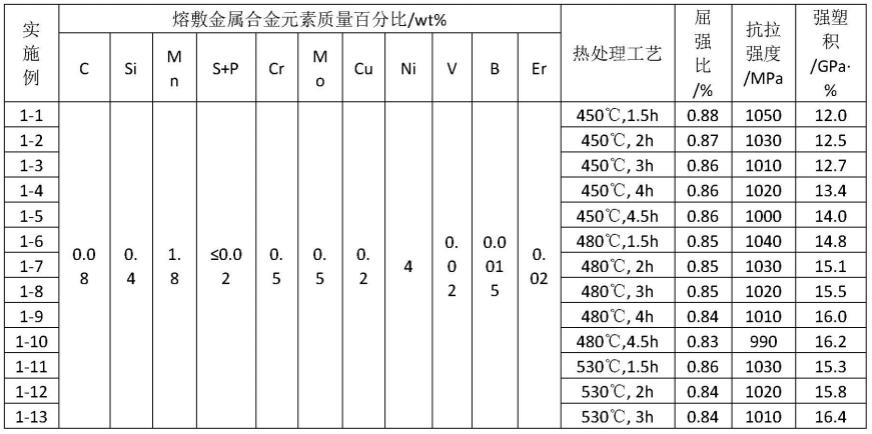
技术总结
本发明提供一种渣气联保药芯焊丝及其焊后热处理方法。所述药芯焊丝包括4Ni钢制外皮和药粉芯,所述药粉芯占所述药芯焊丝总重量的18%-20%;所述药粉芯按照质量百分含量,由28.5-37.0%的造渣剂、1.5-2%的造气剂、1.5-2%的稳弧剂、25.5%-55.5%的合金剂和余量的Fe粉组成。采用本发明中直径1.4mm规格的气保护O型渣气联保药芯焊丝,将焊接热输入从10kJ/cm提高至30kJ/cm条件下,经特定焊后回火热处理(480℃-580℃,2h-4h),室温下焊接熔敷金属的抗拉强度高达1000-1020MPa,屈强比为0.82-0.85,强塑积≥15GPa
技术研发人员:张楠 高建波 王欣 张平 王瑶 范斌
受保护的技术使用者:中机新材料研究院(郑州)有限公司 东莞材料基因高等理工研究院
技术研发日:2022.08.12
技术公布日:2022/11/15
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。