1.本发明涉及木材分选的技术领域,具体为一种基于智能识别缺陷的木材分选系统,本发明同时还涉及该种木材分选系统的分选方法。
背景技术:
2.实木地板生产的第一道工序是板材在线检测工序,检测项目包括板材的含水率分选、材色分选、缺陷筛查等。
3.具体来说,含水率分选是挑选出含水率检测值处于规定范围内的板材,高于或低于规定范围的板材应当用作它途或重新平衡调整含水率,其中,规定范围是根据使用环境(地理上的南方、北方,家用场合、商用场合或地暖场合等)、树种等因素确定的经验范围值。材色分选是挑选出板材的颜色接近的板材,一般情况下,首先挑选出可接受的颜色最深的样板、颜色最浅的样板、色差最大的样板(同一块板材上同时存在深色和浅色或粉红色和浅黄色等情形的两种材色),然后依据三块色板挑选出颜色位于颜色最深的样板与颜色最浅的样板之间且色差小于色差最大的样板的板材,材色在三块样板之外的板材应当用作它途,例如用于制作仿古工艺、擦色工艺等效果的实木地板。缺陷筛查是挑选出没有表裂、节疤(节子)、变色、腐朽、虫眼等木材缺陷的板材,具有上述缺陷的板材应当被修补、改规格或作为废料。当然的,上述检测在同一块板材上是同时进行的。
4.木材的材色由颜色、纹理、明暗等因素共同形成,所以,材色的判断标准难以形成数据化的基准。实际生产中,材色的分选多采用人工分选,人为、主观的判断一块板材的颜色是否在三块样板限定的范围中。相同的,木材的缺陷种类繁多,每种缺陷在一块板材上的程度也不同,所以缺陷筛查也通过人工判断。这些因素使得板材在线检测工序依赖大量的操作工人。
5.为了达到板材的智能分选,现有技术做出了大量的研究与实践。在中国专利数据库中,公开号为cn101767094a,名称为“根据颜色和木纹分选木材的方法及设备”的发明专利申请公开了以下技术方案:提取摄影获得的木材图像中的颜色、木纹倾斜角度、色板比例等信息并生成木材图像特征数据,将该特征数据与数据库相比较,得到被测木材属于哪一树种。该方案需要花费大量人力收集数据以建立数据库,并且只能识别木材属于哪一树种而无法进行更为细致的判断,更为严重的问题是,即使两个被测板材属于不同的树种,但也有可能出现相同(或者相近)的图像特征,导致系统无法识别。同样的情况出现在“基于图像多特征模式识别的木材分类分选算法研究”(作者罗微,东北林业大学)的论文中。作者采集5个东北常见树种的样本,制作这5个树种的2种切面(径切、弦切)的木材图像,每个树种100个,共计1000幅,其中包括104个死节、40个活节、72个虫害、92个裂纹缺陷图像,构建样本库。利用基于颜色空间非等间隔量化的主色调特征提取方法对木材图像进行特征匹配以对比检索判别树种,采用了bp神经网络模型、svm支持向量机分类模型、cnn卷积神经网络模型对采集的木材图像中的缺陷进行分类以确定被测板材具有何种缺陷。这些技术方案都很学术,但很明显,在实际生产中的可操作性不强。它们都基于精密的仪器、细致的算法,这在实
际生产现场是非常难以打理、维护的,成本往往过高。
6.公开号为cn111862028b,名称为“基于深度相机和深度学习的木材缺陷检测分选装置及方法”的发明专利公开了以下技术方案:获取木材的rgb图像和深度信息,rgbd色彩深度信息被处理成数据标准化的四维特征并输入卷积神经网络,将被测板材的数据与标准数据比较以判断被测板材是否存在缺陷以及属于何种缺陷。显然,这种方法只能筛选出具有缺陷的板材,功能相对单一。公开号为cn201331499y,名称为“木材缺陷自动成像定位仪”的实用新型专利,以及公开号为cn212093295,名称为“基于ranger系列三维相机的木材缺陷检测分选装置”的实用新型专利也存在着同样的问题。
7.综上所述,现有技术中,尚没有一种使用仪器相对简单,算法兼容性相对较高,且能够同时对板材的材色、缺陷同时进行检测的系统。
技术实现要素:
8.本发明的目的在于克服上述技术问题,提供一种基于智能识别缺陷的木材分选系统;本发明同时还提供了基于该种基于智能识别缺陷的木材分选系统的分选方法。
9.为实现上述目的,本发明的一个实施例提供了一种基于智能识别缺陷的木材分选系统,包括程序控制系统,还包括:
10.主输送线与多个子输送线,所述主输送线能够沿x轴方向输送;
11.检测机构,所述检测机构跨设于所述主输送线的上方,适用于检测被测物的表面粗糙度、得到表征该表面粗糙度的结果数据、将结果数据发送至所述程序控制系统;
12.分选机构,所述分选机构衔接所述主输送线与多个所述子输送线,所述分选机构接收所述程序控制系统的判断结果并依据判断结果将所述被测物输送至对应的子输送线。
13.作为优选,所述检测机构包括多个接触式的粗糙度检测仪。
14.作为优选,多个所述粗糙度检测仪间隔的沿y轴方向线性阵列。
15.作为优选,所述主输送线的前端设置有与它连接的砂光机。
16.作为优选,所述砂光机的前端设置有喷水装置。
17.为实现上述目的,本发明的另一个实施例提供了一种基于智能识别缺陷的木材分选系统的分选方法,包括以下步骤:标准值输入的步骤、取样的步骤、缺陷判断的步骤、分流的步骤;
18.在所述标准值输入的步骤中,对人工选取的标准样板取样点,获得标准取样点数据并计算形成评价数值范围;
19.在所述取样的步骤中,检测机构对受主输送线的输送而通过其下方的被测板材取点,沿x轴、y轴方向分别等间隔的取(4~6)
×
(4~6)个点,获得被测取样点数据,相邻被测取样点之间间隔0.2s~1.0s,每个所述被测取样点的取样长度0.1mm~0.8mm,随后将被测取样点数据发送至判断机构;
20.在所述缺陷判断的步骤中,所述程序控制系统按照所述被测取样点数据属于所述评价数值范围、高于所述评价数值范围或低于所述评价数值范围将判断结果发送至分选机构;
21.在所述分流的步骤中,所述分选机构根据所述程序控制系统的判断结果将被所述被测物分别输送至对应的所述子输送线。
22.作为优选,在所述标准值输入的步骤中,至少对被允许的最浅色样板和被允许的最深色样板取样点,沿x轴、y轴方向分别等间隔的取(4~6)
×
(4~6)个点,获得标准取样点数据;
23.设定被允许的最浅色样板的轮廓最大高度(rz)的最大值为上限、记作rzmax,设定被允许的最深色样板的轮廓最大高度(rz)的最小值为下限、记作rzmin,以(rzmin~rzmax)的数值范围构成第一评价数值范围;
24.计算被允许的最浅色样板的全部取样点的轮廓算数平均偏差(ra)的均值、记作ramax,计算被允许的最深色样板的全部取样点的轮廓算数平均偏差(ra)的均值、记作ramin,以(ramin~ramax)的数值范围构成第二评价数值范围。
25.作为优选,在所述取样的步骤中,所述被测取样点数据包括被测取样点的轮廓最大高度(rz)和轮廓算数平均偏差(ra),分别记作rztest和ratest。
26.作为优选,在所述缺陷判断的步骤中,计算每列取样点数据的rztest的平均值、记作rz’test,将每列的rz’test与所述第一评价数值范围比较,所述被测物所有rz’test均属于所述第一评价数值范围判断为合格,所述被测物所有rz’test均高于所述第一评价数值范围判断为浅色板,所述被测物所有rz’test均低于所述第一评价数值范围判断为深色板,所述被测物部分rz’test属于所述第一评价数值范围、部分低于或高于所述第一评价数值范围判断为双色板,所述被测物部分rz’test低于所述第一评价数值范围、部分高于所述第一评价数值范围判断为双色板;
27.计算全部取样点数据的ratest的平均值、记作ra’test,将ra’test与所述第二评价数值范围比较,用于辅助判断;
28.取样点数据出现部分rztest、ratest数值过小或无法连续取点的情形,判断为有裂节缺陷板,其中,数值过小的情形指的是rztest、ratest小于所述第一评价数值范围、所述第二评价数值范围下限的20%;
29.取样点数据出现部分或全部rztest、ratest数值过大的情形,判断为霉腐缺陷板,其中,数值过大的情形指的是rztest、ratest大于所述第一评价数值范围、所述第二评价数值范围上限的5倍。
30.作为优选,在取样之前,对所述被测物的表面粗砂光。
31.综上所述,与现有技术相比,本发明的有益效果是:
32.1、本技术的基于智能识别缺陷的木材分选系统以木质板材表面刨光或砂光性能,即刨光或砂光后的表面平整度,作为检测指标以预测木质板材的材色类别中的浅色、深色、双色的不合格情形以及材性类别中的开裂、节子、发霉、蓝变、腐朽的不合格情形,并发现木质板材表面刨光或砂光性能能够较好的表征木质板材的材色、材性特征。
33.2、本技术的基于智能识别缺陷的木材分选系统以木质板材表面刨光或砂光性能表征木质板材的材色、材性特征为原理判断被测物的缺陷种类,相较于现有技术的基于可视化原理的判断方法而言,具有计算方法简单、自我学习过程简单、判断准确率高的优点。
附图说明
34.为了更清楚地说明本技术实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅是本申
请的一些实施例,对于本领域技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
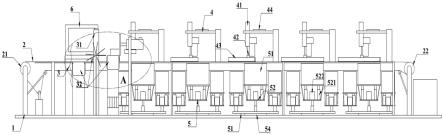
35.图1为本技术实施例1的基于智能识别缺陷的木材分选系统的结构示意图。
36.图2为本技术实施例1的标准样板取样点示意图。
37.图3为本技术实施例2的基于智能识别缺陷的木材分选系统的结构示意图。
38.图4为本技术实施例3的砂光机的结构示意图。
39.图5为本技术实施例4的基于智能识别缺陷的木材分选系统的结构示意图。
40.图中:a、被测物,10、程序控制系统,20、主输送线,31,32,33、子输送线,40、检测机构,41,42,43,44,45、粗糙度检测仪,50、分选机构,51、第一拨料单元,52、第二拨料单元,60、砂光机,70、喷水装置,80、摄像机,90、显示器。
具体实施方式
41.为了使本技术领域的人员更好地理解本技术中的技术方案,下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都应当属于本技术保护的范围。
42.实施例1
43.参照图1所示的一种基于智能识别缺陷的木材分选系统,包括程序控制系统10、主输送线20、多个子输送线31,32,33、检测机构40、分选机构50。程序控制系统10是现有技术中能够进行数据处理的工控机。
44.主输送线10是现有技术的皮带输送机,能够沿x轴方向输送。多个子输送线31,32,33都是现有技术的皮带输送机。第一子输送线31能够沿x轴方向输送,用于接收和继续输送合格的被测物。第二子输送线32能够沿y轴方向输送,用于接收和继续输送在材色方面不合格的被测物;材色方面的不合格的情形包括材色过浅、材色过深和双色板。第三子输送线32能够沿y轴方向输送,用于接收和继续输送在材性方面不合格的被测物;材性方面不合格的情形裂节(开裂与节子)、霉腐(蓝变与腐朽)。
45.检测机构40跨设于主输送线20的上方,适用于检测被测物a的表面粗糙度、得到表征该表面粗糙度的结果数据、将结果数据发送至程序控制系统10。本实施例中,检测机构40包括5个沿y轴方向间隔设置的接触式的粗糙度检测仪41,42,43,44,45,例如日本产粗糙度检测仪(型号:e-35a)。5个粗糙度检测仪41,42,43,44,45分别与程序控制系统10通讯连接。
46.分选机构50衔接主输送线20与多个子输送线31,32,33,分选机构50接收程序控制系统10的判断结果并依据判断结果将被测物输送至对应的子输送线。本实施例中,分选机构50包括连接主输送线20和第一子输送线31的辊子输送机51、分别设置在辊子输送机51两侧的第一拨料单元52和第二拨料单元53。第一拨料单元52和第二拨料单元53都是气动推料单元,例如都包括固定安装在辊子输送机51的机架上的气杆固定座、通过气杆固定座安装的气动推杆、螺接安装在气动推杆的自由端的推板。第一拨料单元52能够将被测物a推向第三子输送线33,第二拨料单元53能够将被测物a推向第二子输送线32。换言之,当程序控制系统10给出合格指示时,仅辊子输送机51运转以使被测物a从主输送线20进入第一子输送
线31,被测物a由第一子输送线31继续输送;当程序控制系统10给出1类不合格(材色不合格的情形)指示时,第二拨料单元53的气动推杆推出,将被测物a推向第二子输送线32,被测物a由第二子输送线32继续输送;当程序控制系统10给出2类不合格(材性不合格的情形)指示时,第一拨料单元52的气动推杆推出,将被测物a推向第三子输送线33,被测物a由第三子输送线33继续输送。
47.本实施例中,被测物a是经过四面刨光加工的番龙眼实木地板坯料,规格为925mm
×
123mm
×
18.5mm,含水率12
±
1%。本实施例的筛选目标是利用上述分选系统在50片番龙眼实木地板坯料中挑选出中性材色、无开裂、无节子、无发霉(包括蓝变)、无腐朽的合格栎木实木地板坯料。
48.本实施例通过标准值输入的步骤、取样的步骤、缺陷判断的步骤、分流的步骤按照上述要求完成分选工作。
49.首先,在标准值输入的步骤中,按照表1选取标准样板。
50.表1.标准样板选择规则
51.序号样板类型数量板材切面1被允许的最浅色样板33块弦切面2被允许的最深色样板32块弦切面、1块径切面3存在活节的样板33块弦切面4存在死节的样板33块弦切面5存在发霉/蓝变的样板32块弦切面、1块径切面6存在腐朽的样板33块径切面
52.在实际生产中,番龙眼板材以弦切面的板材为主,并且,在前期修正实验中,发明人选择材色相近的番龙眼弦切面板材与径切面板材分别检测平均轮廓最大高度(rz)后发现,弦切面板材与径切面板材的数值结果虽有差异,但远小于心材与边材的差异(导致板材出现颜色过深、过浅或双色的主要原因),因此,可以忽略被测物板材的切面方向。
53.将标准样板中被允许的最浅色样板、被允许的最深色样板逐一放到主输送线20上,随着标准样板在主输送线20上的输送,每个粗糙度检测仪41,42,43,44,45在标准样板对应的宽度上取5个标准取样点,相当于沿x轴、y轴方向分别等间隔的取5
×
5个点。相邻标准取样点之间间隔0.2s~1.0s,每个标准取样点的取样长度0.1mm~0.8mm(例如0.5mm)。当然,本领域普通技术人员可以理解,相邻取样点之间的取样时间间隔、取样长度应该与标准样板的实际宽度、主输送线20的实际输送速度相适应。本实施例中,标准样板实际宽度125mm,主输送线20输送速度35m/s,每个标准取样点的取样长度0.5mm,相邻标准取样点之间间隔0.6s。标准样板上的标准取样点的阵列图参照图2所示。
54.粗糙度检测仪41,42,43,44,45获取并得到每个标准取样点的数值,数值包括轮廓最大高度(rz)和轮廓算数平均偏差(ra)。将每个标准样板的25个取样点的数值以及数值与取样点之间的对应关系发送至程序控制系统10,程序控制系统10进行以下自我学习:
55.1、提取被允许的最浅色样板的25
×
3个标准取样点的数值中轮廓最大高度(rz)的最大值,以此数值作为上限,记作rz
max
;提取被允许的最深色样板的25
×
3个标准取样点的数值中轮廓最大高度(rz)的最小值,以此数值作为下限,记作rz
min
;以(rz
min
~rz
max
)的数值范围构成第一评价数值范围。
56.2、计算被允许的最浅色样板的25
×
3个标准取样点的轮廓算数平均偏差(ra)的均值,记作ra
max
;计算被允许的最深色样板的25
×
3个标准取样点的轮廓算数平均偏差(ra)的均值,记作ra
min
;以(ra
min
~ra
max
)的数值范围构成第二评价数值范围。当然的,上述平均值的计算过程中,应当剔除最大值与最小值。
57.将标准样板中存在活节或死节的样板、存在发霉/蓝变的样板、存在腐朽的样板逐一放到主输送线20上,选取与上述标准样板的缺陷所在位置相对应的某一个粗糙度检测仪41,42,43,44,45获取缺陷处的数值,数值包括轮廓最大高度(rz)和轮廓算数平均偏差(ra)。将每个标准样板的1个取样点的数值以及数值与取样点之间的对应关系发送至程序控制系统10,程序控制系统10进行以下自我学习:
58.1、计算存在活节的样板中3个活节处的轮廓最大高度(rz)和轮廓算数平均偏差(ra)的均值,分别记作rz
1ave
、ra
1ave
;
59.2、计算存在死节的样板中3个死节处的轮廓最大高度(rz)和轮廓算数平均偏差(ra)的均值,分别记作rz
2ave
、ra
2ave
;但是,本实施例中的死节已发生破裂与部分脱落,导致节子处无法读取到有效数值;
60.3、计算存在发霉/蓝变的样板中3个霉变处的轮廓最大高度(rz)和轮廓算数平均偏差(ra)的均值,分别记作rz
3ave
、ra
3ave
;
61.4、计算存在腐朽的样板中3个腐朽处的轮廓最大高度(rz)和轮廓算数平均偏差(ra)的均值,分别记作rz
4ave
、ra
4ave
;
62.5、以的rz
1ave
至rz
4ave
、ra
1ave
至ra
4ave
数值作为参照数据。
63.标准样板评价数值范围如表2所示。
64.表2.标准样板评价数值范围
[0065][0066]
随后,在取样的步骤中,检测机构40对受主输送线20输送而通过其下方的被测板材取点,同样的,沿x轴、y轴方向分别等间隔的取5
×
5个点,获得被测取样点数据,被测物a上的被测取样点的阵列图参照图2所示。每个被测取样点之间间隔0.2s~1.0s,每个被测取样点的取样长度0.1mm~0.8mm,随后将被测取样点数据发送至程序控制系统10。同样的,相邻取样点之间的取样时间间隔、取样长度应该与被测物a的实际宽度、主输送线20的实际输送速度相适应。本实施例中,被测物a实际宽度125mm,主输送线20输送速度35m/s,每个标准取样点的取样长度0.5mm,相邻标准取样点之间间隔0.6s。被测取样点的数据分别记作rz
test
和ra
test
。
[0067]
对每个被测物a上的25个取样点数值进行以下处理:1、计算每列取样点数据的rztest的平均值,记作rz’test
。例如计算411号至451号这一列的被测取样点数据的平均值,记作rz’1test
;计算412号至452号这一列的被测取样点数据的平均值,记作rz’2test
;以此类推。2、计算全部取样点数据的ra
test
的平均值、记作ra’test
。
[0068]
再后,在缺陷判断的步骤中,程序控制系统10按照被测取样点数据属于评价数值
范围、高于评价数值范围或低于评价数值范围将判断结果发送至分流机构。具体判断规则如下:
[0069]
1、将每列的rz’test
(rz’1test
至rz’5test
)的数值与第一评价数值范围比较,5个rz’test
的数值均属于第一评价数值范围且ra’test
的数值属于第二评价数值范围,则判断为合格;
[0070]
2、将每列的rz’test
(rz’1test
至rz’5test
)的数值与第一评价数值范围比较,5个rz’test
的数值均低于第一评价数值范围且ra’test
的数值也低于第二评价数值范围,则判断为深色板,属于1.1类不合格;
[0071]
3、将每列的rz’test
(rz’1test
至rz’5test
)的数值与第一评价数值范围比较,5个rz’test
的数值均高于第一评价数值范围且ra’test
的数值也高于第二评价数值范围,则判断为浅色板,属于1.2类不合格;
[0072]
4、将每列的rz’test
(rz’1test
至rz’5test
)的数值与第一评价数值范围比较,5个rz’test
的数值中部分属于第一评价数值范围、至少2个rz’test
的数值低于或高于第一评价数值范围判断为双色板,属于1.3类不合格;
[0073]
5、将每列的rz’test
(rz’1test
至rz’5test
)的数值与第一评价数值范围比较,5个rz’test
的数值中部分低于第一评价数值范围、部分高于第一评价数值范围判断为双色板,属于1.3类不合格;
[0074]
6、如规则1和2中出现rz’test
与ra’test
的比对结果不一致的情形时,则转入人工判定;
[0075]
7、取样点数据出现部分rz
test
、ra
test
数值过小或无法连续取点的情形,则判断为有裂节缺陷板,其中,数值过小的情形指的是rz
test
、ra
test
小于第一评价数值范围、第二评价数值范围下限的20%,属于2.1类不合格;
[0076]
8、取样点数据出现部分或全部rztest、ratest数值过大的情形,判断为霉腐缺陷板,其中,数值过大的情形指的是rztest、ratest大于第一评价数值范围、第二评价数值范围上限的5倍,属于2.2类不合格。
[0077]
最后,在分流的步骤中,分选机构50根据程序控制系统10的判断结果将被测物a送至子输送线31,32,33。分选机构50的工作方法如前所述。
[0078]
检测结果如表3所示。
[0079]
表3.检测结果
[0080]
判断结果合格1.1类不合格1.2类不合格1.3类不合格2.1类不合格2.2类不合格机检结果46片1片1片0片1片1片手检结果47片1片1片1片0片0片
[0081]
在上述结果中,手检是采用传统的人工检测方法,在检测机构40之前先检测被测物a、判断并在被测物a的侧面做标记。
[0082]
分析表3的结果可以发现,本实施例的分选系统在对材色的判断与分选上基本与手检结果是基本一致的,仅在1.3类不合格(双色板)和2.1类不合格(活节)的判断上出现了错误。经观察发现,这块缺陷的板材属于小面积的局部双色,程序控制系统10误判为活节。但是,本实施例的分选系统优于人工筛选而挑选出了具有暗裂缺陷的被测物a。众所周知,因为暗裂不易发现,所以暗裂板材的筛选一直是人工分选的一大难点。但在粗糙度检测中,
暗裂会被检测为极大的轮廓谷深而使具有暗裂处测得的rz
text
的数值远大于平均值,从而使得暗裂更容易被发现。
[0083]
显然,本实施例的分选系统能够大幅降低实木板材分选对人工的依赖,至少能够实现实木板材的半自动化分选。
[0084]
实施例2
[0085]
实施例2与实施例1的区别在于,参照图3所示,主输送线20的前端设置有与它连接的砂光机60。该砂光机60是现有技术的重型砂光机,优选使用的砂带型号是60
#
、80
#
或100
#
。发明人经过对比实验发现,相较于经过刨光处理的木质板材表面性能而言,经过粗砂处理的木质板材表面性能能够更准确的反映木质板材的材色特征和材性特征。与此同时,重型砂光机的砂光处理是板材分选和企口或油漆加工之间的必经工序,因此,本实施例中仅仅是将该提供提前至分选之前,从而能够提高智能分选的精度,也不会令生产工序复杂化。
[0086]
实施例3
[0087]
实施例3与实施例2的区别在于,参照图4所示,砂光机60的前端设置有喷水装置70。优选的,喷水装置70包括垂直于砂光机60的进给方向设置的水管、在水管上间隔设置的多个雾化水喷头、与水管连接的水源。发明人经过对比实验发现,对于湿表面的粗砂光处理能够更准确的反映木质板材的材色特征和材性特征,特别是对双色板、隐裂两种不合格情形的判断上。与此同时,对被测物a表面短时间喷雾化水不会对板材的含水率造成影响,也不会影响接触式含水率探测仪的检测精度。
[0088]
优选的,雾化水喷头倾斜朝向砂光机60一侧喷洒雾化水,且它与砂光机60的输送工作面之间的垂直距离是50cm~80cm。
[0089]
实施例4
[0090]
实施例4与实施例1的区别在于,参照图5所示,粗糙度检测仪41,42,43,44,45获取并得到每个标准取样点的数值,数值包括轮廓最大高度(rz)和轮廓算数平均偏差(ra)。将每个标准样板的25个取样点的数值以及数值与取样点之间的对应关系发送至程序控制系统10,程序控制系统10进行以下自我学习:
[0091]
1、提取被允许的最浅色样板的25
×
3个标准取样点的数值中轮廓最大高度(rz)的最大值,以此数值作为上限,记作rz
max
;提取被允许的最深色样板的25
×
3个标准取样点的数值中轮廓最大高度(rz)的最小值,以此数值作为下限,记作rz
min
;以(rz
min
~rz
max
)的数值范围构成第一评价数值范围。
[0092]
2、计算被允许的最浅色样板的25
×
3个标准取样点的轮廓算数平均偏差(ra)的均值,记作ra
max
;计算被允许的最深色样板的25
×
3个标准取样点的轮廓算数平均偏差(ra)的均值,记作ra
min
;以(ra
min
~ra
max
)的数值范围构成第二评价数值范围。当然的,上述平均值的计算过程中,应当剔除最大值与最小值。
[0093]
第一子输送线31能够沿x轴方向输送,用于接收和继续输送合格的被测物。第二子输送线32能够沿y轴方向输送,用于接收和继续输送不合格的被测物。
[0094]
分选机构50衔接主输送线20与子输送线31,32,分选机构50接收程序控制系统10的判断结果并依据判断结果将被测物输送至对应的子输送线。本实施例中,分选机构50包括连接主输送线20和第一子输送线31的辊子输送机51、设置在辊子输送机51一侧的第二拨料单元53。第二拨料单元53是气动推料单元,例如包括固定安装在辊子输送机51的机架上
的气杆固定座、通过气杆固定座安装的气动推杆、螺接安装在气动推杆的自由端的推板。第二拨料单元53能够将被测物a推向第二子输送线32。换言之,当程序控制系统10给出合格指示时,仅辊子输送机51运转以使被测物a从主输送线20进入第一子输送线31,被测物a由第一子输送线31继续输送;当程序控制系统10给出不合格指示时,第二拨料单元53的气动推杆推出,将被测物a推向第二子输送线32,被测物a由第二子输送线32继续输送。操作者通过观察经过第二子输送线32的被测物a以人工筛分具体的不合格类型,是一种系统与人工结合的分选方法。换言之,本实施例的分选系统负责挑选出符合要求的板材,操作者则负责对不符合要求的板材二次分选以进行缺陷归类。一般情况下不合格板材所占比例为10~20%,因此,该方法能够在大幅降低板材分选工序的用工人数和操作者的劳动强度,也能够同时发挥分选系统高效的优点与人工分选灵活的优点。
[0095]
在一些优选的实施方式中,第二子输送线32上通过跨梁安装有摄像机80,第二子输送线32的末端通过子分选机构接驳有多层下线输送线。多个下线输送线均是皮带输送线,通过同一机架层叠设置。子分选机构是能够升降的辊子输送段。工作时,摄像机80与机房中的显示器90通讯连接,用于向显示器90传输经过第二子输送线32上的被测物a的实时图像。子分选机构与机房中的程序控制系统10通讯连接。操作者观看显示器90中的图像,通过程序控制系统10操控子分选机构的辊子输送段与对应缺陷的下线输送线接驳,以将人工判断的被测物a归类输送。
[0096]
检测结果如表4所示。
[0097]
表4.检测结果
[0098]
判断结果合格1.1类不合格1.2类不合格1.3类不合格2.1类不合格2.2类不合格机检结果46片/////手检结果/1片1片1片0片1片
[0099]
分析表4的结果可以发现,由于分选系统挑选出存在暗裂缺陷的板材,所以操作者(两次试验中挑选了不同的操作者)经过细致比对发现了板材上存在的暗裂;与此同时,由人工细分缺陷,存在局部双色的板材得到了正确的归类。显然,系统与人工结合的分选方法提高了分选精度。
[0100]
实施例5
[0101]
实施例5与实施例1的区别在于,被测物a是经过四面刨光加工的栎木实木地板坯料,规格为925mm
×
123mm
×
18.5mm,含水率14~16%。本实施例的筛选目标是利用上述分选系统在50片栎木实木地板坯料中挑选出中性材色、无开裂、无节子、无发霉(包括蓝变)、无腐朽的合格栎木实木地板坯料。检测结果如表5所示。
[0102]
表5.检测结果
[0103]
判断结果合格1.1类不合格1.2类不合格1.3类不合格2.1类不合格2.2类不合格机检结果42片0片2片3片0片3片手检结果43片0片2片3片2片0片
[0104]
相较于结构较为均一的番龙眼板材,栎木板材具有双色相对明显,活节相对较多、活节直径相对较小的特点。所以,通过分析表5的结果可以得知:1、由于栎木板材的双色相对明显且一般不出现局部双色板,所以分选系统正确的挑选出了双色缺陷的板材;2、由于栎木的活节直径相对较小、被测取样点的密度不足,导致全部存在节子缺陷的板材都没有
被发现;3、分选系统能够较为稳定的挑选出存在暗裂缺陷的板材。
[0105]
以上描述是为了进行图示说明而不是为了进行限制。通过阅读上述描述,在所提供的示例之外的许多实施方式和许多应用对本领域技术人员来说都将是显而易见的。因此,本教导的范围不应该参照上述描述来确定,而是应该参照所附权利要求以及这些权利要求所拥有的等价物的全部范围来确定。出于全面之目的,所有文章和参考包括专利申请和公告的公开都通过参考结合在本文中。在前述权利要求中省略这里公开的主题的任何方面并不是为了放弃该主体内容,也不应该认为申请人没有将该主题考虑为所公开的申请主题的一部分。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。