1.本实用新型涉及一种墩头装置,具体为一种吊杆组装机的全自动墩头装置。
背景技术:
2.船舶上吊杆为吊杆装置的组成部分,吊杆装置是由吊杆、起重柱、起货索具以及绞车等部件所组成的一种起货设备。吊杆装置根据起重量不同可分为轻型和重型两种。
3.目前,大部分的全自动墩头装置需要人工操作对传送到工作台上的吊杆进行固定,工作量大且浪费时间,影响工作效率,因此我们对此做出改进,提出一种吊杆组装机的全自动墩头装置。
技术实现要素:
4.为解决现有技术存在的缺陷,本实用新型提供一种吊杆组装机的全自动墩头装置。
5.为了解决上述技术问题,本实用新型提供了如下的技术方案:
6.本实用新型一种吊杆组装机的全自动墩头装置,包括设有两个墩头机构的工作台,所述工作台上设有传送吊杆的传送带,所述工作台上设有对吊杆进行定位的定位机构,定位机构包括设在工作台上的定位板和滑动设在定位板上的第一弧形夹板,定位板上设有收纳腔,收纳腔内设有与第一弧形夹板相配合对吊杆夹紧的第二弧形夹板,收纳腔内安装有驱动第二弧形夹板向上运动的第一电动推杆。
7.作为本实用新型的一种优选技术方案,所述工作台上设有固定板,固定板上安装有驱动第一弧形夹板水平运动的第二电动推杆。
8.作为本实用新型的一种优选技术方案,所述第一弧形夹板的底端设有与定位板上开设的燕尾槽相匹配的燕尾块。
9.作为本实用新型的一种优选技术方案,所述第一弧形夹板内壁上设有安装板,安装板上嵌设有压力传感器,工作台上安装有plc控制器,压力传感器与plc控制器电性连接。
10.作为本实用新型的一种优选技术方案,所述第一弧形夹板上开设有安装槽,安装槽的内部设有对压力传感器缓冲的缓冲弹簧,安装板设在安装槽的端部,安装板上设有覆盖在压力传感器上的弹性橡胶垫。
11.作为本实用新型的一种优选技术方案,所述定位板上设有向上倾斜的导料板,定位板上固定有对导料板支撑的支撑杆,导料板的最顶端与传送带相齐平。
12.本实用新型的有益效果是:
13.1、该种吊杆组装机的全自动墩头装置,通过传送带将吊杆传送到定位板上,第一电动推杆的输出轴推动第二弧形夹板向上运动,在第二弧形夹板从收纳腔的内部伸出到与第一弧形夹板相对应后,第一弧形夹板在定位板向第二弧形夹板运动并与第二弧形夹板相配合对吊杆进行夹紧,便于对吊杆进行固定,实现了自动对吊杆固定的性能,节省了时间,避免了人为操作对吊杆进行固定导致工作效率低的情况。
14.2、该种吊杆组装机的全自动墩头装置,当吊杆在定位板上移动到第一弧形夹板处时,与安装板上嵌设的压力传感器相接触后,压力传感器将接收的信号发送给plc控制器,plc控制器对接收的信号分析处理后控制第一电动推杆的输出端将第二弧形夹板从收纳腔中顶出,然后第二电动推杆的输出端推动第一弧形夹板朝第二弧形夹板的方向水平直线运动,从而对吊杆进行夹紧。
附图说明
15.附图用来提供对本实用新型的进一步理解,并且构成说明书的一部分,与本实用新型的实施例一起用于解释本实用新型,并不构成对本实用新型的限制。在附图中:
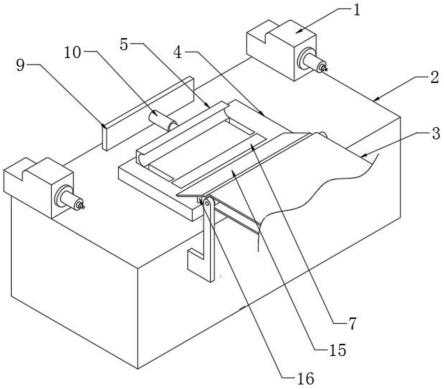
16.图1是本实用新型一种吊杆组装机的全自动墩头装置的结构示意图;
17.图2是本实用新型一种吊杆组装机的全自动墩头装置第一弧形夹板的结构示意图;
18.图3是本实用新型一种吊杆组装机的全自动墩头装置第二弧形夹板的结构示意图。
19.图中:1、墩头机构;2、工作台;3、传送带;4、定位板;5、第一弧形夹板;6、收纳腔;7、第二弧形夹板;8、第一电动推杆;9、固定板;10、第二电动推杆;11、安装板;12、压力传感器;13、安装槽;14、缓冲弹簧;15、导料板;16、支撑杆。
具体实施方式
20.以下结合附图对本实用新型的优选实施例进行说明,应当理解,此处所描述的优选实施例仅用于说明和解释本实用新型,并不用于限定本实用新型。
21.实施例:如图1、图2和图3所示,本实用新型一种吊杆组装机的全自动墩头装置,包括设有两个墩头机构1的工作台2,工作台2上设有传送吊杆的传送带3,工作台2上设有对吊杆进行定位的定位机构,定位机构包括设在工作台2上的定位板4和滑动设在定位板4上的第一弧形夹板5,定位板4上设有收纳腔6,收纳腔6内设有与第一弧形夹板5相配合对吊杆夹紧的第二弧形夹板7,收纳腔6内安装有驱动第二弧形夹板7向上运动的第一电动推杆8,通过传送带3将吊杆传送到定位板4上,第一电动推杆8的输出轴推动第二弧形夹板7向上运动,在第二弧形夹板7从收纳腔6的内部伸出到与第一弧形夹板5相对应后,第一弧形夹板5在定位板4向第二弧形夹板7运动并与第二弧形夹板7相配合对吊杆进行夹紧,便于对吊杆进行固定,实现了自动对吊杆固定的性能,节省了时间,避免了人为操作对吊杆进行固定导致工作效率低的情况。
22.其中,工作台2上设有固定板9,固定板9上安装有驱动第一弧形夹板5水平运动的第二电动推杆10,第一弧形夹板5的底端设有与定位板4上开设的燕尾槽相匹配的燕尾块,第一弧形夹板5内壁上设有安装板11,安装板11上嵌设有压力传感器12,工作台2上安装有plc控制器,压力传感器12与plc控制器电性连接,第一弧形夹板5上开设有安装槽13,安装槽13的内部设有对压力传感器12缓冲的缓冲弹簧14,安装板11设在安装槽13的端部,安装板11上设有覆盖在压力传感器12上的弹性橡胶垫,当吊杆在定位板4上移动到第一弧形夹板5处时,与安装板11上嵌设的压力传感器12相接触后,压力传感器12将接收的信号发送给plc控制器,plc控制器对接收的信号分析处理后控制第一电动推杆8的输出端将第二弧形
夹板7从收纳腔6中顶出,然后第二电动推杆10的输出端推动第一弧形夹板5朝第二弧形夹板7的方向水平直线运动,从而对吊杆进行夹紧。
23.其中,定位板4上设有向上倾斜的导料板15,定位板4上固定有对导料板15支撑的支撑杆16,导料板15的最顶端与传送带3相齐平,吊杆在传送带3上移动,通过导料板15将传送带3上的吊杆移动到定位板4上,通过支撑杆16对导料板15进行支撑。
24.工作时,通过传送带3将吊杆传送到定位板4上,第一电动推杆8的输出轴推动第二弧形夹板7向上运动,在第二弧形夹板7从收纳腔6的内部伸出到与第一弧形夹板5相对应后,第一弧形夹板5在定位板4向第二弧形夹板7运动并与第二弧形夹板7相配合对吊杆进行夹紧,便于对吊杆进行固定,实现了自动对吊杆固定的性能,节省了时间,避免了人为操作对吊杆进行固定导致工作效率低的情况,当吊杆在定位板4上移动到第一弧形夹板5处时,与安装板11上嵌设的压力传感器12相接触后,压力传感器12将接收的信号发送给plc控制器,plc控制器对接收的信号分析处理后控制第一电动推杆8的输出端将第二弧形夹板7从收纳腔6中顶出,然后第二电动推杆10的输出端推动第一弧形夹板5朝第二弧形夹板7的方向水平直线运动,从而对吊杆进行夹紧。
25.最后应说明的是:以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
