1.本发明涉及激光焊接技术领域,具体来说是一种精密焊接夹具高速切换的自动保护装置和方法。
背景技术:
2.金属件之间的焊接通常是采用激光焊接技术完成,当金属件由多个部分组成且精度要求比较高时,就需要制作专门的焊接夹具来保证精度,而焊接夹具在使用和搬运过程中不可避免的会发生损坏。
3.例如,在多个金属件的激光焊接过程中,由于产品本身比较小,如厚度为0.25mm,且多个金属件之间的焊点比较密集,焊点距离金属件边缘0.3mm,精度要求极高。在设备正常生产中,由于各种原因造成产品放不到位、漏放及产品缺料,导致在焊接夹具中有漏放或缺料,使得激光焊接直接焊接到焊接夹具表面,造成焊接夹具的损坏,并影响了后续产品焊接的精度。
4.同时,焊接夹具在自动化生产中,2s完成一个生产节拍,在不影响设备正常生产的情况下,当检测到产品在精密焊接夹具上未放好或缺失时,如何实现取下异常夹具并高速切换备用夹具,实现设备运行不停机,提升设备的产出至关重要。
技术实现要素:
5.本发明的目的在于解决现有技术的不足,提供一种精密焊接夹具高速切换的自动保护装置和方法,实现对焊接夹具的检测。
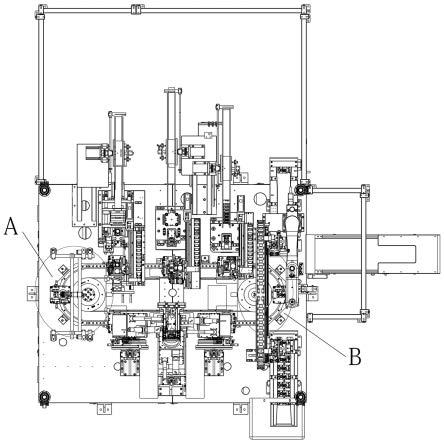
6.为了实现上述目的,设计一种精密焊接夹具高速切换的自动保护装置,包括闭合的高速环形导轨线,高速环形导轨线沿线设有焊接工站和高速切换工站;若干高速平台,沿高速环形导轨线运动,高速平台上设有夹具固定夹,夹具固定夹上设有斜孔,夹具固定夹用于固定焊接夹具;高精度随动轴承组件,设置于高速环形导轨线弧形一端;抓取模块,安装在龙门架上,龙门架上还设有横向运动模块和竖向运动模块,带动抓取模块运动;相机,通过可调节平台安装在支架上,用于判断产品在焊接夹具中漏装或偏位;焊接工站,包括激光镜头和焊接机构;高速切换工站,包括开夹机构,龙门架上的横向运动模块和竖向运动模块带动开夹机构插入夹具固定夹,使夹具固定夹与焊接夹具分离。
7.本发明还包括如下优选的技术方案:1.可调节平台由固定块和安装块两部分组成,固定块安装在支架上,相机安装在安装块上,所述的固定块与安装块通过纵向调节机构和横向调节机构连接。
8.2.纵向调节机构和横向调节机构均由滑块和丝杆组成,且包括纵向调节旋钮和横向调节旋钮,所述的调节旋钮上设有与丝杆相啮合的螺纹,旋转调节旋钮,控制丝杆伸缩,进而控制滑块移动,实现横向调节和纵向调节。
9.3.高速平台上设有定位针,所述的焊接夹具上对应于所述的定位针设有定位孔。
10.4.焊接夹具上设有定位台阶,并且所述的焊接夹具上还相对设有固定推块和侧推
块,用于对产品进行定位。
11.5.还包括夹具上料流水线和夹具下料流水线,沿横向设置于所述的高速环形导轨线的两侧。
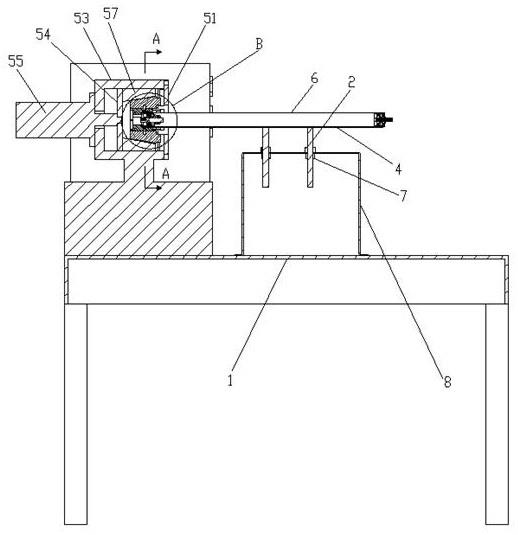
12.进一步地,上述一种精密焊接夹具高速切换的自动保护装置的使用方法如下:s1.产品设置在焊接夹具上,高速平台带动焊接夹具沿高速环形轨道线运动;s2.相机判断产品在焊接夹具中是否漏装或偏位;s21.无漏装或偏移,高速平台继续带动焊接夹具运动至焊接工站,焊接机构对产品进行焊接s22.有漏装或偏移,高速平台带动异常夹具至高速切换工站,开夹机构使得异常夹具与夹具固定夹分离,第一抓取模块取下异常夹具运送至夹具下料流水线,第二抓取模块将备用焊接夹具从夹具上料流水线运送至高速平台。
13.本发明同现有技术相比,其优点在于:通过相机实现对焊接夹具的视觉检测,并给予对焊接夹具的检测结果,通过高速切换工站对检测不通过的焊接夹具进行更换,防止对有质量缺陷的焊接夹具进行激光焊接操作,导致焊接夹具的进一步损害并影响产品的焊接质量,并且焊接夹具的检测装置整合设置于一条完整的环形输送带上,检测高效便捷,所有动作高效快速,整体用时1.8s(小于设备2s的运作节拍),实现设备不停机持续运行。
附图说明
14.图1示例性示出了本发明的整体结构示意图;图2示例性示出了本发明图1中a部分的细节放大图;图3示例性示出了本发明的可调节平台的示意图;图4示例性示出了本发明的可调节平台的横向调节示意图;图5示例性示出了本发明的可调节平台的纵向调节示意图;图6示例性示出了本发明的焊接夹具结构示意图;图7示例性示出了本发明的产品的示意图;图8示例性示出了本发明的焊接工站的示意图;图9示例性示出了本发明图1中b部分的细节放大图;图10示例性示出了本发明的夹具更换结构的示意图;图11示例性示出了本发明图9中c部分的细节放大图;图中:a.支架布置示意图;b.高速切换工站的示意图;c.夹具更换结构与焊接夹具的夹具固定夹的配合示意图;1.支架
ꢀꢀ
2.相机
ꢀꢀ
3.光源
ꢀꢀ
31.定位台阶
ꢀꢀ
32.侧推块
ꢀꢀ
33.固定推块
ꢀꢀ
4.焊接夹具
ꢀꢀ
5.可调节平台
ꢀꢀ
51.纵向调节旋钮
ꢀꢀ
52.横向调节旋钮
ꢀꢀ
53.固定块
ꢀꢀ
54.横向固定旋钮
ꢀꢀ
55.安装块
ꢀꢀ
56.纵向滑块
ꢀꢀ
57.导向块
ꢀꢀ
6.焊接盖板
ꢀꢀ
8.夹具上料流水线
ꢀꢀ
9. 夹具下料流水线
ꢀꢀ
10.龙门架
ꢀꢀ
101.横向运动模块
ꢀꢀ
102.竖向运动模块
ꢀꢀ
103.第二抓取模块
ꢀꢀ
104.第一抓取模块
ꢀꢀ
1041.夹头
ꢀꢀ
105.开夹机构
ꢀꢀ
11.高速环形导轨线
ꢀꢀ
12.高速平台
ꢀꢀ
13.夹具固定夹。
具体实施方式
15.本实施方式提供一种精密焊接夹具高速切换的自动保护装置,主要包括闭合的高速环形导轨线、若干高速平台、高精度随动轴承组件、抓取模块、相机、焊接工站和高速切换工站,高速环形导轨线沿线设有焊接工站和高速切换工站;高速平台沿高速环形导轨线运动,高速平台上设有夹具固定夹,夹具固定夹上设有斜孔,夹具固定夹用于固定焊接夹具;高精度随动轴承组件设置于高速环形导轨线弧形一端;抓取模块安装在龙门架上,龙门架上还设有横向运动模块和竖向运动模块,带动抓取模块运动;相机通过可调节平台安装在支架上,用于判断产品在焊接夹具中漏装或偏位;焊接工站包括激光镜头和焊接机构;高速切换工站包括开夹机构,龙门架上的横向运动模块和竖向运动模块带动开夹机构插入夹具固定夹,使夹具固定夹与焊接夹具分离。
16.参见图1所示,焊接夹具的检测机构包括支架、可调节平台、相机和光源3,所述的支架1上连接有两个所述的可调节平台,两个所述的可调节平台分别用于连接相机2和光源3,其中相机2用于对焊接夹具4进行ccd检测,光源3用于为相机2提供合适的光照。优选地,所述的光源3采用led环形光源,所述的led环形光源设置于所述的相机2的下侧。
17.所述的可调节平台由固定块和安装块两部分组成,固定块安装在支架上,相机安装在安装块上,所述的固定块与安装块通过纵向调节机构和横向调节机构连接。以便对安装于所述的可调节平台上的相机2和光源的位置进行调整。例如,在一个实施方式中,结合图2、图3和图4所示,所述的可调节平台包括固定块53和安装块55,所述的固定块53用于与支架1连接,所述的安装块55用于连接相机2或光源3。所述的固定块53上配合连接有可沿纵向运动的纵向滑块56,例如固定块53上设有纵向滑槽,所述的纵向滑块56配合在所述的纵向滑槽内,纵向调节旋钮上设有螺纹,通过旋转纵向调节旋钮,控制丝杆伸缩,进而实现滑块运动,且纵向滑块56连接导向块57,能带动导向块57同步运动,而所述的导向块57上设有横向调节旋钮52,所述的横向调节旋钮52通过螺纹配合连接一丝杆,丝杆另一端连接一横向滑块,横向滑块与所述的安装块55相连,从而转动横向调节旋钮52能带动横向滑块和安装块55沿横向运动。进而,通过对横向调节旋钮52和纵向调节旋钮51的调节,可实现安装块55的横向和纵向运动,并带动相机2或光源3运动。在优选的实施方式中,所述的导向块57上还设有固定片,所述的固定片延伸至所述的安装块55的一侧,且固定片上设有导向槽,导向槽内连接有横向固定旋钮54,通过调节横向固定旋钮54的松紧可以实现横向的固定。
18.使用时,高速环形轨道线11上的焊接夹具4被运送到检测工位并且位置稳定后,ccd系统接到信号,自动打开光源3,相机2拍照识别进行检测。相机2拍照后保存图像,并自动识别搜集的图像特征。待图像识别完成后,将识别信息发送至焊接工站以及高速切换工站以便进行后续操作。
19.检测合格的焊接夹具4被高速环形导轨线11输送至焊接工站后对产品进行焊接操作。在焊接工站,产品被上料至焊接夹具4内,并进行相应的焊接操作。结合图5和图6所示,所述的焊接夹具4上设有与所述的产品的空腔相对应设置的定位台阶31,用于对产品的空腔进行定位,并且在所述的产品的两侧分别设有固定推块33和侧推块32,所述的侧推块32近于产品的一侧设有若干0.5mm的侧推针,所述的侧推块32与侧推驱动机构,例如气缸,相连接并能在侧推驱动机构的推动下接近或远离所述的固定推块33,从而固定所述的产品。结合图7和图8所示,在焊接工站还设有焊接机构,受驱动机构驱动的焊接盖板6下压后对所
述的产品进行焊接操作。
20.检测不合格的焊接夹具4被高速环形导轨线11输送至高速切换工站后进行换夹操作。所述的换夹机构包括夹具上料流水线8、夹具下料流水线9和开夹机构,龙门架上的横向运动模块和竖向运动模块带动开夹机构插入夹具固定夹,使夹具固定夹与焊接夹具分离,所述的夹具上料流水线8和夹具下料流水线9沿横向设置于所述的环形输送带11的两侧。
21.使用时,识别不合格后,发送指令到焊接工站,焊接工站不进行激光焊接操作,焊接夹具4继续被环形输送带11运送到高速切换工站,高速切换工站接到指令后,横向运动模块101配合竖向运动模块驱动第二抓取模块运动至夹具上料流水线8上侧,第二抓取模块带动夹爪组件夹持夹具上料流水线8上的备用焊接夹具4,放置于高速平台上,横向运动模块101配合竖向运动模块驱动第一抓取模块104带动夹爪组件夹持高速环形导轨线11上的检测不合格的焊接夹具4,放置于夹具下料流水线上,而后分别退回至原位。
22.在一个实施方式中,所述的高速平台12上设有定位针,所述的焊接夹具4上对应于所述的定位针设有定位孔,在取放所述的焊接夹具4时通过所述的定位针和定位孔的配合实现快速有效的配合连接。在优选的实施方式中,结合图9、图10和图11所示,所述的高速切换工站包括开夹机构,所述的高速平台12上设有可活动的夹具固定夹13,例如将夹具固定夹13设置在一滑槽中,在可活动的夹具固定夹13的一侧设有固定的固定镶件,通过可活动的夹具固定夹13向焊接夹具4施加指向固定镶件的作用力,以固定焊接夹具4。所述的夹具固定夹13对应于所述的开夹机构105设有一由上至下逐渐向焊接夹具4靠近的斜孔,所述的开夹机构由竖向运动模块驱动下移时,能与所述的斜孔相接触,从而带动夹具固定夹13向远离焊接夹具4的方向运动从而松开对焊接夹具4的夹持。并且,所述的夹具固定夹13还连接有施加指向焊接夹具4的作用力的弹性件,例如弹簧,以便开夹机构105脱离与斜孔的接触后,夹具固定夹13能在弹簧的作用力下复位并继续夹持焊接夹具4。
23.以上所述,仅为此发明的具体实施方式,但本发明的保护范围不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案和新型的构思加于等同替换或改变,都应涵盖在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。