1.本实用新型涉及过胶机技术领域,尤其涉及一种新型快速预热过胶机机芯及过胶机。
背景技术:
2.常规的过胶机是利用加热板和加热管对热胶辊进行加热,由于热胶辊要达到合适的温度范围才能开始过胶,所以需要对热胶辊先进行预热,现在的热胶辊预热时间长(一般都在60秒以上),导致用户等待时间太久,用户体验差;另外因为预热时间长,为便于用户间隙过胶,机器设定停止过胶后待机时间也会延长,一般休眠时间设定为60分钟,在此期间加热管会一直工作,至少也要脉冲加热补温,耗能严重,机器的寿命也会变短,市场竞争力差,有待改进。
技术实现要素:
3.本实用新型的目的在于提供一种新型快速预热过胶机机芯及过胶机,预热时间大幅缩短,还更加节能。
4.本实用新型是这样实现的:一种新型快速预热过胶机机芯,包括一对前胶辊、一对后胶辊、一对热胶辊和前导入板,每个热胶辊还配设有加热板和主加热管,所述主加热管用于对加热板进行加热,所述加热板再对热胶辊进行加热,还包括预热加热管,所述预热加热管布置在热胶辊和前导入板之间,用于对加热板和热胶辊加热,还用于对过胶膜进行预热。
5.其中,所述加热板内表面为弧形,且与热胶辊相适配。
6.其中,所述主加热管设置在加热板内侧中部位置,所述预热加热管设置在加热板内侧前端位置。
7.其中,所述加热板内侧前端还设有第二弧形部,用于与预热加热管相适配。
8.其中,所述过胶机机芯包括二组热敏电阻器,其中一组热敏电阻器与预热加热管串联,用于控制预加热管的温度,另外一组热敏电阻器与主加热管串联,用于控制热胶辊的温度。
9.其中,所述热胶辊和后胶辊之间还设有中导出板。
10.其中,所述过胶机机芯还包括左端板、右端板和驱动电机,所述前胶辊、后胶辊、热胶辊的两端分别设置在左端板和右端板上,所述驱动电机用于带动热胶辊旋转。
11.本实用新型提供的另一种技术方案为:一种过胶机,包括上面所述的新型快速预热过胶机机芯。
12.本实用新型的有益效果为:所述新型快速预热过胶机机芯在现有技术的基础上,增设了预热加热管,并把预热加热管布置在热胶辊和前导入板之间,这样预热加热管不仅能对加热板和热胶辊加热,还能对过胶膜进行预热,在前期预热阶段,主加热管和预热加热管同时工作,首先,由于受到两个加热管同时叠加加热,热胶辊温度上升快,达到合适的过胶温度的时间更短,会缩短预热时间;其次,预热加热管温升很快,可以对过胶膜进行预热,
过胶膜温度升高后,对热胶辊的温度要求降低,即在热胶辊还未达到最合适的温度范围时,就已经可以提前进行过胶了,质量还能得到保证,进一步缩短了预热时间。通过以上改进,本技术的过胶机预热时间大幅变短,用户体验提升,此时可以将机器停止过胶后的待机时间缩短,更节能,还降低了待机时的隐患,即节能又安全,机器寿命也延长了,提升了产品在市场的竞争力。
附图说明
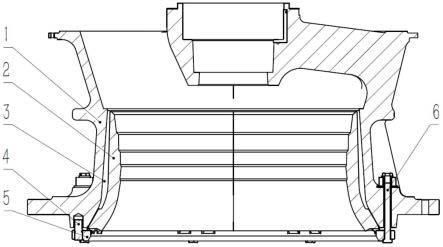
13.图1是本实用新型所述新型快速预热过胶机机芯实施例的结构示意图;
14.图2是本实用新型所述新型快速预热过胶机机芯实施例的分解结构示意图;
15.图3是本实用新型所述新型快速预热过胶机机芯实施例内部布局图。
16.1、前胶辊;2、后胶辊;3、热胶辊;4、前导入板;5、加热板;51、第二弧形部;6、主加热管;7、预热加热管;8、热敏电阻器;9、中导出板;10、左端板;11、右端板;12、驱动电机;100、过胶膜。
具体实施方式
17.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
18.作为本实用新型所述新型快速预热过胶机机芯和过胶机的实施例,如图1至图3所示,所述过胶机包括过胶机机芯,所述过胶机机芯包括一对前胶辊1、一对后胶辊2、一对热胶辊3和前导入板4,每个热胶辊3还配设有加热板5和主加热管6,所述主加热管6用于对加热板5进行加热,所述加热板5再对热胶辊3进行加热,所述过胶机机芯还包括预热加热管7,所述预热加热管7布置在热胶辊3和前导入板4之间,用于对加热板5和热胶辊3加热,还用于对过胶膜100进行预热。
19.所述新型快速预热过胶机机芯在现有技术的基础上,增设了预热加热管7,并把预热加热管7布置在热胶辊3和前导入板4之间,这样预热加热管7不仅能对加热板5和热胶辊3加热,还能对过胶膜100进行预热,在前期预热阶段,主加热管6和预热加热管7同时工作,首先,由于受到两个加热管同时叠加加热,热胶辊3温度上升快,达到合适的过胶温度的时间更短,会缩短预热时间;其次,预热加热管7温升很快,可以对过胶膜100进行预热,过胶膜100温度升高后,对热胶辊3的温度要求降低,即在热胶辊3还未达到最合适的温度范围时,就已经可以提前进行过胶了,质量还能得到保证,进一步缩短了预热时间。通过以上改进,本技术的过胶机预热时间大幅变短,用户体验提升,此时可以将机器停止过胶后的待机时间缩短,更节能,根据实际的实验数据,本技术所述的快速预热过胶机预热等待时间极短,开机10秒甚至更短时间就过能过胶,而且机器停止过胶后待机时间设定为5分钟内或更短,还降低了待机时的隐患,即节能又安全,机器寿命也延长了,提升了产品在市场的竞争力。
20.在本实施例中,所述加热板5内表面为弧形,且与热胶辊3相适配。弧形加热板5与热胶辊3的配合面积大,接近热胶辊3表面积的一半,更容易把热量均匀地辐射给热胶辊3。为了使加热板5不妨碍热胶辊3转动,两者之间还应该有一个小的间隙。
21.在本实施例中,所述主加热管6设置在加热板5内侧中部位置,这样加热板5的温度
会更均匀,尤其是前后端温度会非常接近,更利于加热热胶辊3。所述预热加热管7设置在加热板5内侧前端位置,这样预热加热管7既能给加热板5加热,又能给过胶膜100预热。
22.在本实施例中,所述加热板5内侧前端还设有第二弧形部51,用于与预热加热管7相适配,此设计主要目的是增加预热加热管7与加热板5的配合面积,提高传热效率。
23.在本实施例中,所述过胶机机芯包括二组热敏电阻器8,其中一组热敏电阻器与预热加热管7串联,用于控制预加热管的温度,另外一组热敏电阻器与主加热管6串联,用于控制热胶辊3的温度。
24.利用双热敏电阻器8、双加热系统来控制热胶辊3的温度,具体工作过程如下:开始预热时,主加热管6和预热加热管7同时开启加热工作,当热胶辊3表面达到第一温度阶段点a时,第一组热敏电阻器8控制预热加热管7停止加热或脉冲补温,主加热管6继续加热,此阶段可以开始过胶作业了;当热胶辊3表面达到第二温度阶段点b时,第二组热敏电阻器8控制主加热管6停止加热或脉冲补温,此阶段进入正常的过胶作业。
25.在本实施例中,所述热胶辊3和后胶辊2之间还设有中导出板9,以使过胶膜100能顺利地进入后胶辊2之间,并被后胶辊2带出来。
26.在本实施例中,所述过胶机机芯还包括左端板10、右端板11和驱动电机12,所述前胶辊1、后胶辊2、热胶辊3的两端分别设置在左端板10和右端板11上,所述驱动电机12用于带动热胶辊3旋转,通过齿轮结构,驱动电机12可以同时带动前胶辊1、后胶辊2和热胶辊3同步运动。
27.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。