一种abs拉杆箱生产用拼装式多滑块模具及其拼装方法
技术领域
1.本发明涉及abs拉杆箱模具技术领域,具体为一种abs拉杆箱生产用拼装式多滑块模具及其拼装方法。
背景技术:
2.拉杆箱是现代青年必出行必不可少的旅行装备,拉杆箱由行李箱、滚轮和拉杆组成,拉杆箱可以手提也可放在地面进行拖拉,大大降低了人们出行的负担,行李箱材质有布、abs、皮质、pc等为主要材质分多种,其中abs主要特点是质量较轻,表面比较柔韧、刚硬、耐冲击,能够更好地保护拉杆箱里面的物品,使得abs成为拉杆箱的主要材料;
3.拉杆箱箱体分为前后两个部分,两部分的外形相似,但是,拉杆箱后半部分具有安装拉杆的槽口,使得拉杆箱生产时两个模具用于生产拉杆箱前后部分,众所周知模具的成本时非常的高,这对制作拉杆箱大型工厂来说无疑是一笔巨额的支出,而对小微企更是业难以承担,另外,小微企业的订单量本身也不多,频繁地更换两种模具,不仅会影响生产速度,模具在搬运过程中容易出现磕碰,还会加速模具的损耗,大大地提高了拉杆箱生产的门槛,大大的阻碍了拉杆箱产业的发展。
技术实现要素:
4.本发明的技术问题在于提供一种能够生产拉杆箱前后两部分的abs拉杆箱生产用拼装式多滑块模具及其拼装方法。
5.为实现上述目的,本发明提供如下技术方案:包括模壳,所述模壳滑动连接有基座,所述模壳中部活动设置有滑板、前模板、后模板和替换机构,所述替换机构用于驱动前模板、后模板交替上下移动和驱动滑板往复移动,所述模壳侧边设置有外拉杆槽、用于封堵外拉杆槽的拉杆模块和用于驱动拉杆模块翻转的翻转机构,所述模壳顶部内壁设置有缓冲机构,所述翻转机构通过拉杆模块驱动缓冲机构对滑板进行缓冲;
6.所述拉杆模块包括内方形块,所述内方形块开设有内拉杆槽,所述内方形块固定连接有位于内拉杆槽对角的外方形块,所述内方形块两侧均滑动连接有两个相互垂直的斜齿条,同向设置的所述斜齿条共同固定连接有用于填充外方形块与模壳之间间隙的条形板,所述条形板与内方形板之间均固定连接有复位弹簧;
7.所述翻转机构包括与外侧斜齿条固定连接的滑座,所述滑座外侧均固定连接有滑杆,所述滑杆端部均固定连接有限位块,所述滑杆与限位块外壁均设置有z行结构的导向轨道,所述滑杆外壁均滑动连接有条型槽板,所述条型槽板均螺纹连接有与模壳转动连接的丝杆,所述丝杆均螺纹连接有与基座固定连接的丝杠套,所述滑杆外壁均通过键滑动连接有翻转齿轮,所述翻转齿轮外壁转动连接有导向件,所述导向轨道之间固定连接有导向板,所述导向板顶部与模壳固定连接且底部固定连接有底座,所述导向板固定连接有翻转齿条,所述导向板开设有用于导向键导向的导向槽;
8.作为本发明的进一步方案,所述替换机构包括与底座固定连接为柱状的伸缩气
囊,所述伸缩气囊之间相互连通,且其中一个所述伸缩气囊侧壁固定连接有伸缩杆和驱动齿条;
9.作为本发明的进一步方案,所述替换机构还包括固定连接在滑板底部两侧的往复齿条,所述往复齿条啮合有往复齿轮,所述往复齿轮底部安装有一对用于换向的斜齿轮组,所述斜齿轮组其中一个斜齿轮同轴设置有与驱动齿条间歇啮合的驱动齿轮;
10.作为本发明的进一步方案,所述前模板、后模板两侧均固定连接有连接件,所述连接件均固定连接有限位杆;
11.作为本发明的进一步方案,所述缓冲机构包括缓冲板,所述缓冲板固定连接有具有伸缩功能的弹簧杆,所述弹簧杆末端固定连接有楔形块;
12.作为本发明的进一步方案,所述前模板、后模板表面均设置有可拆卸的图案模板;
13.作为本发明的进一步方案,所述导向槽包括位于翻转齿条上下两端的导向斜边。
14.一种abs拉杆箱生产用拼装式多滑块模具的拼装方法,适用于以下任意一项所述的一种abs拉杆箱生产用拼装式多滑块模具,该abs拉杆箱模具的拼装方法的具体步骤如下:
15.步骤一:模壳初次从底部上升,丝杆在丝杠套的作用下发生转动,使得拉杆模块相对模壳上升,拉杆模块上的内拉杆槽与模壳上的外拉杆槽组成完成的槽口,拉杆模块与模壳接触形成完整的拉杆箱后半部分的模具;
16.步骤二:步骤一进行的同时替换机构工作,使得前模板下降,然后滑板移动至前模板上方,后模板上升至滑板初始位置,能够保证拉杆箱背部平整;
17.步骤三:模壳从顶部下降时,翻转齿轮与翻转齿条配合使得拉杆模块翻转180
°
,并且外方形块朝上,内方形块移动至顶部后,通过斜齿条使得条形板向外移动,并且与外方形块将外拉杆槽填充,从而使得模具转换成拉杆箱前半部分的模具;
18.步骤四:步骤三进行的同时,替换机构工作,并且将滑板、前模板和后模板复位,使得模具制作拉杆箱前半部分时,能够在拉杆箱前半部分印出图案。
19.与现有技术相比,本发明的有益效果是:
20.1、本发明中,滑杆上升时,通过滑座使得竖直状态的斜齿条上升,竖直状态的斜齿条驱动水平状态的斜齿条水平移动,从而使得条形板移动至与外方形块齐平,从而填充外拉杆槽,条形板移动时,拉伸复位弹簧,使得内方形块能够紧贴模壳,避免模壳与内方形块之间产生缝隙,影响拉杆箱的成型,滑杆下降时,通过滑座使得两个条形板复位,使得模壳能够适用于拉杆箱前半部分和后半部分的制作,无需采购两套模具,降低了采购的成本;
21.2、本发明中,通过翻转齿轮与翻转齿条配合,使得内方形块翻转180
°
,从而将内拉杆槽与外方形块调换位置,然后,通过导向件与导向板上的导向槽,使得导向件移动并且将翻转齿轮外移,使得翻转齿轮上升时,不啮合翻转齿条,翻转齿轮越过翻转齿条后,导向槽通过导向件将翻转齿轮复位,使得翻转齿轮下降时,能够再次啮合翻转齿条,使得内拉杆槽与外方形块能够再次调换位置,使得内方形块在下降时进行翻转,配合模壳上下往复移动,使得模壳上下往复单个流程中内方形块翻转一次,使得内方形块与模壳组成的模具能够生产拉杆箱前半部分后切换成制作拉杆箱后半部分的模具,无需生产或者采购两套模具,极大地降低了拉杆箱工厂的资金压力,另外,拉杆模块在模壳下降时,自动翻转进行切换,使得此模具能够生产拉杆箱前半部分后,切换成拉杆箱后半部分的模具,从而能够生产拉杆
箱后半部分,实现拉杆箱前后部分切换,模具每生产两个便可对拉杆箱进行进一步加工并进行拼装,无需等待拉杆箱其中一般生产后,再生产另一半,生产其中一半时,需要等待另一半生产完成后才能够进行拼装,降低了拉杆箱生产制作的时间,适用于订单量少的小微企业使用。
附图说明
22.为了更清楚地说明本发明实施例的技术方案,下面将对实施例描述所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
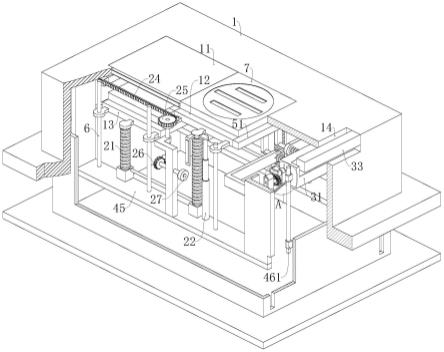
23.图1为本发明总体结构示意图;
24.图2为本发明总体剖面结构示意图;
25.图3为本发明图2中a处放大结构示意图;
26.图4为本发明模壳内部结构示意图;
27.图5为本发明模壳内部结构示意图;
28.图6为本发明翻转机构及其连接关系爆炸结构示意图;
29.图7为本发明拼装方法示意图
30.附图中,各标号所代表的部件列表如下:
31.1、模壳;11、滑板;12、前模板;13、后模板;14、外拉杆槽;21、伸缩气囊;22、伸缩杆;23、驱动齿条;24、往复齿条;25、往复齿轮;26、斜齿轮组;27、驱动齿轮;3、拉杆模块;31、内方形块;32、内拉杆槽;33、外方形块;34、斜齿条;35、条形板;36、复位弹簧;41、滑座;42、滑杆;421、翻转齿轮;422、导向件;423、导向板;424、翻转齿条;425、导向槽;426、导向斜边;43、限位块;44、导向轨道;45、底座;46、条型槽板;461、丝杠套;462、丝杆;51、缓冲板;52、弹簧杆;53、楔形块;6、限位杆;7、图案模板。
具体实施方式
32.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
33.请参阅图1-图7,本发明提供一种技术方案:包括模壳1,模壳1滑动连接有基座,模壳1中部活动设置有滑板11、前模板12、后模板13和替换机构,替换机构用于驱动前模板12、后模板13交替上下移动和驱动滑板11往复移动,模壳1侧边设置有外拉杆槽14、用于封堵外拉杆槽14的拉杆模块3和用于驱动拉杆模块3翻转的翻转机构,模壳1顶部内壁设置有缓冲机构,翻转机构通过拉杆模块3驱动缓冲机构对滑板11进行缓冲;
34.拉杆模块3包括内方形块31,内方形块31开设有内拉杆槽32,内方形块31固定连接有位于内拉杆槽32对角的外方形块33,内方形块31两侧均滑动连接有两个相互垂直的斜齿条34,同向设置的斜齿条34共同固定连接有用于填充外方形块33与模壳1之间间隙的条形板35,条形板35与内方形板之间均固定连接有复位弹簧36;
35.翻转机构包括与外侧斜齿条34固定连接的滑座41,滑座41外侧均固定连接有滑杆42,滑杆42端部均固定连接有限位块43,滑杆42与限位块43外壁均设置有z型结构的导向轨道44,滑杆42外壁均滑动连接有条型槽板46,条型槽板46均螺纹连接有与模壳1转动连接的丝杆462,所述丝杆462均螺纹连接有与基座固定连接的丝杠套461,滑杆42外壁均通过键滑动连接有翻转齿轮421,翻转齿轮421外壁转动连接有导向件422,导向轨道44之间固定连接有导向板423,导向板423顶部与模壳1固定连接且底部固定连接有底座45,导向板423固定连接有翻转齿条424,导向板423开设有用于导向键导向的导向槽425;
36.使用前,将基座进行固定,当abs材质的薄板加热并吹起后,通过升降设备将模壳1向上送入abs材质;
37.模壳1上升过程中,基座保持不动,模壳1带动与其转动连接的丝杆462上升,而丝杠套461保持不动,丝杆462在丝杠套461的作用下发生转动,丝杆462随着模壳1上升的同时转动;
38.随着丝杆462的转动,与其螺纹连接的条型槽板46相对丝杆462上升,条型槽板46带动与其滑动连接的滑杆42上升,滑杆42在z型结构的导向轨道44的作用下倾斜向上向模壳1边角处移动,能够避免外方形块33与模壳1接触,滑杆42通过滑座41带动外侧斜齿条34倾斜向上移动,斜齿条34通过与其固定连接的条形板35带动复位弹簧36倾斜向上移动,内方形块31在复位弹簧36的作用下相对模壳1倾斜向上移动;
39.当内方形块31两面接触模壳1内壁时,内方形块31模壳1停止上升,滑杆42在导向轨道44的作用下,由倾斜向上移动转变成竖直向上移动,滑座41在滑杆42的作用下竖直向上,与其固定连接有斜齿条34带动与其固定连接的条形板35上升同时拉伸复位弹簧36,直至条形板35与外方形块33齐平时,模壳1进入abs材料中并停止上升,而在外侧斜齿条34上升过程中,与其啮合的水平方形的斜齿条34带动与其固定连接的条形板35水平移动并且拉伸水平方向的复位弹簧36,直到该条形板35完全与外方形块33侧壁齐平,此时,模壳1与拉杆模块3组成一个完整的模具,适用于拉杆箱前半部分的生产制作使用,然后将abs材料与模具之间的空气排出,使得abs材料贴合在模具上,等待材料冷却;
40.abs材料定型后,通过升降设备下降模壳1,模壳1带动丝杆462下降,丝杆462在丝杠套461的作用下反向转动,丝杆462随着模壳1下降的同时反向转动;
41.随着丝杆462反向转动,使得滑杆42带动滑座41沿着导向轨道44顶部的竖直段相对模壳1向下移动,滑座41带动与其固定连接的斜齿条34向下移动,水平设置的斜齿条34在竖向设置的斜齿条34作用下向模壳1内移动,使得两个条形板35收回至内方形块31内,同时复位弹簧36收缩,使得条形板35收回的过程中内方形块31内保持不动,避免内方形块31内移动导致条形板35受到模壳1的阻碍增加;
42.拉杆模块3切换过程,当条形板35完全收回至内方形块31内后,滑杆42移动至导向轨道44的倾斜段,滑杆42通过滑座41、斜齿条34、条形板35和复位弹簧36带动内方形块31倾斜向下移动,当外方形块33完全收回模壳1内后,滑杆42移动至导向轨道44的底部的竖直段,滑杆42继续下降,当翻转齿轮421接触翻转齿条424时,翻转齿轮421在翻转齿条424的作用下旋转180
°
使得内方形块31将内拉杆槽32一侧转动至上方,同时,导向件422接触导向板423并且沿着导向板423向下移动,当翻转齿轮421脱离翻转齿条424后,导向件422在导向板423的作用下向外侧移动,直到模壳1下降至最底部;
43.升降设备驱动模壳1再次上升时,滑杆42向上移动,由于此时翻转齿轮421向外侧移动,翻转齿轮421上升时不与翻转齿条424啮合,当翻转齿轮421越过翻转齿条424后,导向件422在导向槽425的作用下向内侧移动,并且回到初始位置,方便再次下降时,能够与翻转齿条424啮合,使得内方形块31翻转,当内方形块31两面接触模壳1时,模壳1上的外拉杆槽14与内方形块31上的内拉杆槽32组成制作安装拉杆的槽口,适用于制作拉杆箱后半部分;
44.翻转机构驱动拉杆模块3移动过程中,切换机构同时驱动前模板12下降,滑板11移动至前模板12的位置,后模板13上升至滑板11的位置,与外方形块33朝上时对应,反之则与外方形块33朝下对应,实现在拉杆箱正面提供图案;
45.内方形块31处于底部上升过程中,内方形块31处于导向轨道44底部竖直端上半部分时,内方形块31抵触挤压缓冲机构,使得缓冲机构移动,由于内方形块31相对内拉杆槽32更加突出,内拉杆槽32位于底部时,并不接触缓冲机构,不会对前模板12上下移动造成阻碍,发生位于的缓冲机构能够提前接触滑板11,从而对滑板11起到缓冲作用,降低滑板11移动对模壳1的撞击损坏程度,并且滑杆42移动至导向轨道44倾斜端向上移动,能够逐渐释放缓冲组件,能够保证滑板11到达最边缘出,避免缓冲组件对滑板11移动造成阻碍,导致滑板11与模壳1之间存在间隙,影响拉杆箱后半部分的制作;
46.限位块43在导向轨道44内移动时,能够避免翻转齿轮421脱离翻转齿条424后出现转动,从而导致内方形块31转动,导致内方形块31无法贴合模壳1,条形板35无法移出与外方形块33齐平并且填充外拉杆槽14,从而提高模壳1制作拉杆箱的精度,另外,通过增加导向件422与翻转齿轮421之间的摩擦力能够从避免导向件422转动,导致导向件422无法与导向板423配合,阻碍翻转齿轮421下降,影响拉杆箱的生产与制作;
47.本发明中,滑杆42上升时,通过滑座41使得竖直状态的斜齿条34上升,竖直状态的斜齿条34驱动水平状态的斜齿条34水平移动,从而使得条形板35移动至与外方形块33齐平,从而填充外拉杆槽14,条形板35移动时,拉伸复位弹簧36,使得内方形块31能够紧贴模壳1,避免模壳1与内方形块31之间产生缝隙,影响拉杆箱的成型,滑杆42下降时,通过滑座41使得两个条形板35复位,使得模壳1能够适用于拉杆箱前半部分和后半部分的制作,无需采购两套模具,降低了采购的成本;
48.本发明中,通过翻转齿轮421与翻转齿条424配合,使得内方形块31翻转180
°
,从而将内拉杆槽32与外方形块33调换位置,然后,通过导向件422与导向板423上的导向槽425,使得导向件422移动并且将翻转齿轮421外移,使得翻转齿轮421上升时,不啮合翻转齿条424,翻转齿轮421越过翻转齿条424后,导向槽425通过导向件422将翻转齿轮421复位,使得翻转齿轮421下降时,能够再次啮合翻转齿条424,使得内拉杆槽32与外方形块33能够再次调换位置,使得内方形块31在下降时进行翻转,配合模壳1上下往复移动,使得模壳1上下往复单个流程中内方形块31翻转一次,使得内方形块31与模壳1组成的模具能够生产拉杆箱前半部分后切换成制作拉杆箱后半部分的模具,无需生产或者采购两套模具,极大地降低了拉杆箱工厂的资金压力,另外,拉杆模块3在模壳1下降时,自动翻转进行切换,使得此模具能够生产拉杆箱前半部分后,切换成拉杆箱后半部分的模具,从而能够生产拉杆箱后半部分,实现拉杆箱前后部分切换,模具每生产两个便可对拉杆箱进行进一步加工并进行拼装,无需等待拉杆箱其中一般生产后,再生产另一半,生产其中一半时,需要等待另一半生产完成后才能够进行拼装,降低了拉杆箱生产制作的时间;
49.作为本发明的进一步方案,替换机构包括与底座45固定连接为柱状的伸缩气囊21,伸缩气囊21之间相互连通,且其中一个伸缩气囊21侧壁固定连接有伸缩杆22和驱动齿条23;包括固定连接在滑板11底部两侧的往复齿条24,往复齿条24啮合有往复齿轮25,往复齿轮25底部安装有一对用于换向的斜齿轮组26,斜齿轮组26其中一个斜齿轮同轴设置有与驱动齿条23间歇啮合的驱动齿轮27;
50.工作时,伸缩杆22伸缩端带动伸缩气囊21顶部下降,使得与伸缩气囊21顶部固定连接的前模板12和驱动齿条23下降,同时,与前模板12固定连接的伸缩气囊21内的气体移动至与后模板13固定连接的伸缩气囊21内,使得后模板13上升,前模板12脱离模壳1后,驱动齿条23接触驱动齿轮27,驱动齿轮27转动并且通过斜齿轮组26(斜齿轮组26即两个轴线垂直交叉的斜齿轮)驱动往复齿轮25转动,往复齿轮25通过与其啮合的往复齿条24驱动滑板11水平移动,当滑板11移动至另一侧(前模板12初始位置)后,驱动齿轮27与驱动齿条23脱离,后模板13上升至与模壳1齐平(滑板11初始位置),反之则使得滑板11、前模板12和后模板13复位,能够使得拉杆箱制作时,在拉杆箱前半部分制作出图案,后半部分时,无图案,也可在前模板12和后模板13上附上不同的图案,实现两种图案的切换,提高了模具的实用性;
51.作为本发明的进一步方案,前模板12、后模板13两侧均固定连接有连接件,连接件均固定连接有限位杆6;
52.前模板12、后模板13移动时,限位杆6对其进行限位,从而提高前模板12、后模板13的稳定性,使得前模板12、后模板13能够与模壳1侧壁贴合。
53.作为本发明的进一步方案,缓冲机构包括缓冲板51,缓冲板51固定连接有具有伸缩功能的弹簧杆52,弹簧杆52末端固定连接有楔形块53;
54.拉杆模块3中的外方形块33朝下时,外方形块33沿着导向轨道44底部竖直端上升时,移动至最顶部时,外方形块33挤压楔形块53,楔形块53通过弹簧杆52移动缓冲板51,移动后的缓冲板51在滑板11移动至前模板12一侧时,能够对其起到缓冲的作用,并且外方形块33沿着导向轨道44倾斜端移动,能够逐渐释放楔形块53,使得缓冲板51逐渐复位,避免对滑板11造成阻碍,影响滑板11与模壳1贴合,从而导致两者之间产生间隙,导致拉杆箱出现凹痕,另外,外方形块33朝上时,由于内拉杆槽32呈内凹状,从而使得拉杆模块3此时不接触楔形块53,避免了此时缓冲板51移动,对前模板12造成阻碍,影响前模板12与模壳1贴合,从而导致两者之间产生间隙,导致拉杆箱出现凹痕;
55.作为本发明的进一步方案,前模板12、后模板13表面均设置有可拆卸的图案模板7;
56.更换可拆卸的图案模板7,换上带有最新图案的图案模板7,使得模具能够制作出更多不同图案拉杆箱,避免模具生产出的行李箱图案过时,而导致模具无法使用,增加了模具的实用性与使用年限;
57.作为本发明的进一步方案,导向槽425包括位于翻转齿条424上下两端的导向斜边426;
58.导向斜边426位于翻转齿条424两侧,使得能够翻转齿轮421与翻转齿条424错位后复位和错开。
59.一种abs拉杆箱生产用拼装式多滑块模具的拼装方法,适用于以下任意一项的一
种abs拉杆箱生产用拼装式多滑块模具,该abs拉杆箱模具的拼装方法的具体步骤如下:
60.步骤一:模壳1初次从底部上升,丝杆462在丝杠套461的作用下发生转动,使得拉杆模块3相对模壳1上升,拉杆模块3上的内拉杆槽32与模壳1上的外拉杆槽组成完成的槽口,拉杆模块3与模壳1接触形成完整的拉杆箱后半部分的模具;
61.步骤二:步骤一进行的同时替换机构工作,使得前模板12下降,然后滑板11移动至前模板12上方,后模板13上升至滑板11初始位置,能够保证拉杆箱背部平整;
62.步骤三:模壳1从顶部下降时,翻转齿轮421与翻转齿条424配合使得拉杆模块3翻转180
°
,并且外方形块33朝上,内方形块31移动至顶部后,通过斜齿条34使得条形板35向外移动,并且与外方形块33将外拉杆槽14填充,从而使得模具转换成拉杆箱前半部分的模具;
63.步骤四:步骤三进行的同时,替换机构工作,并且将滑板11、前模板12和后模板13复位,使得模具制作拉杆箱前半部分时,能够在拉杆箱前半部分印出图案。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。