1.本发明实施例涉及宽幅钛薄板制备技术领域,尤其涉及一种建筑装饰用钛板的制备方法。
背景技术:
2.随着建筑装饰领域的快速发展,钛板材因其色泽迷人、耐蚀性能优异、反射率与膨胀系数低、轻量化以及安全、环保、节能等特点,已经被广泛应用于大型建筑物的屋顶、幕墙、外壁等部位,具有广阔的市场前景。
3.目前,很多地标建筑都使用钛板材作为外墙的装饰材料,但建筑装饰用钛板材的厚度、平整度和表面粗度、均匀性具有较高的要求,国内无法完全满足需求,需要大量国外进口而导致装饰成本很高。同时,建筑装饰的面积普遍都很巨大,且装饰一般都需要大量拼接才能完成,不仅会导致施工困难、成本高,而且装饰的整体效果较差,需要在降低厚度的同时提高钛板材的宽幅,从而实现减少拼接以提高整体效果以及降低施工难度和成本。
4.但是,利用传统的一次冷轧方法制备宽幅钛薄板不仅很容易发生板形不良的问题,而且在制备中会因轧制、退火的程序与参数设计和/或控制等因素的影响,不仅导致板材的力学性能、粗糙度和平直度明显下降,而且造成板材产品表面毛化的色泽、粗度不均匀。
技术实现要素:
5.本发明实施例的目的在于提供一种建筑装饰用钛板的制备方法,采用连续退火与二次冷轧相结合的工艺方案,从而解决了一次冷轧工艺制备宽幅钛薄板易发生板形不良以及易导致钛板材产品的力学性能、粗糙度、平直度、表面毛化的色泽与粗度均匀性等下降的技术问题。
6.为了实现上述目的,本发明实施例的技术方案是:
7.本发明实施例提供了一种建筑装饰用钛板的制备方法,包括以下步骤:
8.提供钛板坯;
9.将所述钛板坯依次进行热连轧、酸洗、一次冷轧、退火、二次冷轧和精整,得到所述建筑装饰用钛板。
10.在本发明实施例的进一步改进方案中,所述建筑装饰用钛板的厚度为0.36-0.40mm,宽度为1250mm,抗拉强度rm≥345mpa,屈服强度rp
0.2
≥275mpa,断后伸长率a
50
(td)≥15%,表面粗糙度≥4.28um。
11.在本发明实施例的进一步改进方案中,以质量百分比计,所述钛板坯的化学成分为:
12.o≤0.05%;fe≤0.03%;c≤0.01%;n≤0.01%;h≤0.015%;余量的ti和不可避免的杂质;
13.所述不可避免的杂质总和≤0.02%。
14.在本发明实施例的进一步改进方案中,所述钛板坯的制备方法包括:
15.采用真空自耗设备通过三次熔炼方式制备,得到铸锭;以及
16.将所述铸锭进行锻造,得到钛板坯。
17.在本发明实施例的进一步改进方案中,所述酸洗工序包括:
18.将破磷机压下量控制为20-50mm后,利用hno3与hf的混合酸进行酸洗,其中,所述hno3的质量浓度为70-120g/l,所述hf的质量浓度为12-16g/l;酸洗中的温度控制为30-50℃,金属离子控制为≤80g/l。
19.在本发明实施例的进一步改进方案中,所述退火工序是在ar气氛保护下的连续退火;
20.所述连续退火的温度为680-860℃,时间为90-180sec。
21.在本发明实施例的进一步改进方案中,所述二次冷轧工序中使用双机架六辊ucm轧机;
22.所述双机架六辊ucm轧机由第一机加和第二机加组成,且所述第一机加和所述第二机加的工作辊表面均镀有铬层。
23.在本发明实施例的进一步改进方案中,所述第一机加的压下率控制为5-18%,轧制力控制为312-400t;所述第二机加的延伸率控制为1.5
±
0.5%。
24.在本发明实施例的进一步改进方案中,所述第一机加的工作辊粗糙度控制为0.335-0.365,所述第二机加的工作辊粗糙度控制为0.665-0.765。
25.在本发明实施例的进一步改进方案中,所述第一机加和所述第二机加的工作辊凸度均为8/1000。
26.与现有技术相比,本发明实施例的优点或有益效果至少包括:
27.本发明实施例提供的建筑装饰用钛板的制备方法,将连续退火与二次冷轧工艺相结合,一方面可以利用连续退火方式所特有的高温与合适的张力条件有效地改善板形不良问题,而且有利于提高钛板材退火的均匀性,实现晶粒尺寸均匀性的提高以改善产品性能;另一方面通过二次冷轧方式可以在提高钛板材产品力学性能的基础上实现钛板材的进一步减薄,从而获得需要的粗糙度和平直度。除此之外,本发明实施例的制备方法还简化了制备程序,实现了生产效率的提高以及能耗的降低。基于此,通过该制备方法获得的钛板材具有强度高、厚度低,宽幅大、控制精度高、粗糙度和平直度优异以及表面毛化的色泽、粗度均匀的优点,从而在降低生产成本的同时实现了建筑装饰用钛板材强度、成形性能以及表面毛化的色泽、粗度均匀性的提高。
28.实施例测试结果表明,本发明实施例制备的建筑装饰用钛板的厚度为0.36-0.40mm,宽度为1250mm,抗拉强度rm≥345mpa,屈服强度rp
0.2
≥275mpa,断后伸长率a
50
(td)≥15%,表面粗糙度≥4.28um,具有良好的力学性能以及均匀的粗糙度和色泽。
附图说明
29.为了更清楚地说明本技术实施例的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍。显而易见地,下面描述中的附图仅是本技术中记载的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
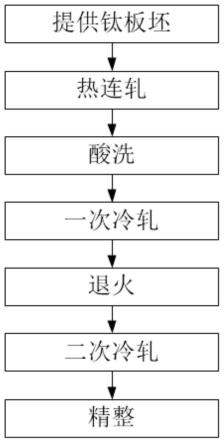
30.图1为本发明实施例提供的建筑装饰用钛板的制备方法的流程示意图。
具体实施方式
31.下面结合附图所示的各实施方式对本发明实施例作进一步详细阐述,但应当说明的是,这些实施方式并非对本发明实施例的限制,本领域普通技术人员根据这些实施方式所作的功能或方法上的等效变换或替代,均属于本发明实施例的保护范围之内。
32.为了解决一次冷轧工艺制备宽幅钛薄板易发生板形不良以及易导致制备成的钛板材产品的力学性能、粗糙度、平直度、表面毛化的色泽与粗度均匀性等下降的技术问题,本实施例提供了一种建筑装饰用钛板的制备方法。
33.如图1所示,该建筑装饰用钛板的制备方法包括以下步骤。
34.提供钛板坯;
35.将所述钛板坯依次进行热连轧、酸洗、一次冷轧、退火、二次冷轧和精整,得到所述建筑装饰用钛板。
36.本实施例提供钛板坯时优选设计钛板坯的化学成分为:o≤0.05%,fe≤0.03%,c≤0.01%,n≤0.01%,h≤0.015%,余量的ti和不可避免的杂质,其中,所述不可避免的杂质总和≤0.02%,以有利于钛板坯的压延减薄和板形控制。需要说明的是,虽然元素o、n、c、fe可以提高板坯的强度,但会降低塑形,所以本发明实施例控制o≤0.05%,fe≤0.03%,c≤0.01%,n≤0.01%,从而有效解决了压延过程中因变形抗力太大导致的厚度减薄困难,板形难于控制等问题。
37.在本实施例可能的实施方案中,以质量百分比计,优选设计所述钛板坯的化学成分如表1所示。
38.表1-优选设计钛板坯的化学成分
[0039][0040]
本实施例提供钛板坯时优选的制备方法为:按照所述设计钛板坯的化学成分将原料海绵钛压制电极后进行真空自耗电弧熔炼,得到铸锭;以及将所述铸锭进行锻造,得到板坯。需要说明的是,所述海绵钛优选为0级海绵钛或1级海绵钛,当然本实施例对所述海绵钛的具体来源没有特殊的限定,以得到满足化学成分要求的钛板坯为准,例如可以市购获得,
[0041]
进一步地,本实施例所述真空自耗电弧熔炼的次数为三次,其中,第一次熔炼的电流为14ka,电压为28v;第二次熔炼的电流为18ka,电压为30v;第三次熔炼的电流为26ka,电压为33v。
[0042]
进一步地,本实施例所述锻造的工序优选包括:
[0043]
将所述铸锭在800℃的温度下进行保温120min后,升温至1040℃,继续保温490min;
[0044]
将保温后的铸锭镦粗至1060mm,开始展宽至600mm
×
1200mm
×
l;
[0045]
在980℃的温度下进行回炉补火,时间≤3h,锻造至目标尺寸。
[0046]
本实施例将所述钛板坯进行热连轧的工序优选包括:将所述钛板坯采用气炉加热至900
±
20℃,保温时间为180-350min后,通过运输辊道至热轧机入口,在750-860℃温度条件下进行热轧,得到热轧钛带,且轧制后厚度为2.0-3.0mm;轧制变形量大于98%。。
[0047]
本实施例将所述热轧钛带进行酸洗时优选的酸洗工序包括:将破磷机压下量控制为20-50mm后,利用hno3与hf的混合酸进行酸洗以去除所述热轧钛带表面的氧化层,其中,所述hno3的质量浓度为70-120g/l,所述hf的质量浓度为12-16g/l;酸洗中的温度控制为30-50℃,金属离子控制为≤80g/l。
[0048]
本实施例所述一次冷轧的优选工序为:将酸洗后的钛板坯进行一次冷轧,得到冷轧钛带。其中,所述一次冷轧的道次数为12-16个;变形量为75.5-83.9%。
[0049]
本实施例所述退火优选在ar气氛保护下的连续退火,其中,所述连续退火的温度为680-860℃,时间为90-180sec。需要说明的是,本实施例采用连续退火方式(ca),其退火温度为680-860℃,通板张力13-17n/m2,在该退火温度以及张力条件下,不仅可以有效改善上述一次冷轧材料出现的板形不良问题,而且能够提高退火的均匀性,实现晶粒尺寸均匀性的提高以改善产品性能。
[0050]
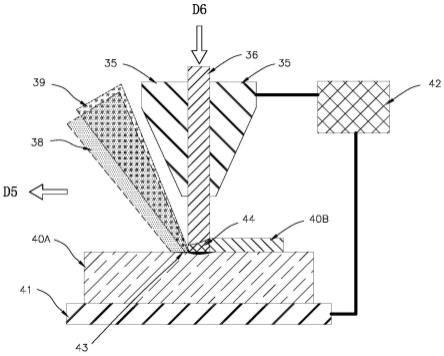
本实施例所述二次冷轧的优选工序为:使用双机架六辊ucm轧机将退火后的钛板坯进行二次冷轧。本领域技术人员应当理解,所述双机架六辊ucm轧机由第一机加和第二机加组成,其中,所述第一机加控制二次冷轧的压下率,所述第二机加控制钛板坯表面的粗糙度。需要说明的是,所述第一机加和所述第二机加的工作辊表面均镀有一层铬层,从而能够有效地提解决控制钛板坯表面粗糙度的衰减和表面色差等问题;所述第一机加的压下率优选控制为5-18%,轧制力优选控制为312-400t;所述第二机加的延伸率优选控制为1.5
±
0.5%;所述第一机加的工作辊粗糙度优选控制为0.335-0.365,所述第二机加的工作辊粗糙度优选控制为0.665-0.765;所述第一机加和所述第二机加的工作辊凸度均优选为8/1000。
[0051]
在本实施例可能的实施方案中,优选控制所述二次冷轧的工艺参数如表2所示。
[0052]
表2-优选控制二次冷轧的工艺参数
[0053][0054]
本实施例通过表1和2的工艺参数制备的建筑装饰用钛板的厚度分别为0.36mm、0.36mm、0.38mm、0.38mm、0.40mm,宽度为1250mm,抗拉强度rm≥345mpa,屈服强度rp0.2≥275mpa,断后伸长率a
50
(td)≥15%,表面粗糙度≥4.28um。
[0055]
综合以上可知,本实施例提供的建筑装饰用钛板的制备方法,将连续退火与二次冷轧工艺相结合,一方面可以利用连续退火方式所特有的高温与合适的张力条件有效地改
善板形不良问题,而且有利于提高钛板材退火的均匀性,实现晶粒尺寸均匀性的提高以改善产品性能;另一方面通过二次冷轧方式可以在提高钛板材产品力学性能的基础上实现钛板材的进一步减薄,从而获得需要的粗糙度和平直度。除此之外,本发明实施例的制备方法还简化了制备程序,实现了生产效率的提高以及能耗的降低。基于此,通过该制备方法获得的钛板材具有强度高、厚度低,宽幅大、控制精度高、粗糙度和平直度优异以及表面毛化的色泽、粗度均匀的优点,从而在降低生产成本的同时实现了建筑装饰用钛板材强度、成形性能以及表面毛化的色泽、粗度均匀性的提高。
[0056]
下面将结合具体实施例对本发明提供的建筑装饰用钛板的制备方法进行详细地描述。
[0057]
实施例1
[0058]
本实施例1提供一种建筑装饰用钛板的制备方法,包括以下步骤:
[0059]
步骤s10:提供钛板坯
[0060]
按质量百分含量计,设计建筑装饰用钛板的化学成分为
[0061]
o 0.031%;fe 0.017%;c 0.012%;n 0.003%;h 0.0006%;
[0062]
余量的ti和不可避免的杂质;
[0063]
其中,所述不可避免的杂质≤0.02%。
[0064]
按照所述设计建筑装饰用钛板的化学成分将0级海绵钛混合压制电极后用真空自耗电弧炉进行三次熔炼,得到钛锭,其中,第一次熔炼的电流为14ka,电压为28v;第二次熔炼的电流为18ka,电压为30v;第三次熔炼的电流为26ka,电压为33v;
[0065]
将所述钛锭进行如下加工:
[0066]
冷料装炉后在800℃的温度下保温120min,继续升温至1040℃,保温490min;
[0067]
镦粗至1060mm,开始展宽至600mm
×
1200mm
×
l;
[0068]
在980℃的温度下进行回炉补火,时间≤3h,锻造至目标尺寸。
[0069]
步骤s201:将所述钛板坯依次进行热连轧
[0070]
将所述钛板坯采用气炉加热至900
±
20℃,保温时间为180-350min后,通过运输辊道至热轧机入口,在750-860℃温度条件下进行热轧,得到热轧钛带,且轧制后厚度为2.0-3.0mm;轧制变形量大于98%。
[0071]
步骤s202:将所述热轧钛带进行酸洗
[0072]
将破磷机压下量控制为20-50mm后,利用hno3与hf的混合酸进行酸洗以去除所述热轧钛带表面的氧化层,其中,所述hno3的质量浓度为70-120g/l,所述hf的质量浓度为12-16g/l;酸洗中的温度控制为30-50℃,金属离子控制为≤80g/l;
[0073]
步骤s203:将酸洗后的钛带进行一次冷轧
[0074]
将酸洗后的钛带进行一次冷轧,得到冷轧钛带,其中,所述一次冷轧的道次数为15个道次;变形量为75.56%;
[0075]
步骤s204:将所述一次冷轧的钛带进行连续退火
[0076]
一次冷轧后的钛带进行连续退火,其退火温度为680℃,保温时间为78sec,炉内通板张力为13-17n/m2;
[0077]
步骤s205:将退火后的钛带进行二次冷轧
[0078]
使用双机架六辊ucm轧机将退火后的钛板坯进行二次冷轧,其中,第一机加控制压
下率为18.18%,轧制力为400t,工作辊(wr1)粗糙度为0.335um;第二机加控制表面粗糙度,其延伸率为0.6%,工作辊(wr2)粗糙度为0.665um;工作辊(wr1和wr2)凸度均为8/1000。
[0079]
步骤s206:将所述冷轧钛带进行精整。
[0080]
实施例2
[0081]
本实施例2提供一种建筑装饰用钛板的制备方法,包括以下步骤:
[0082]
步骤s10:提供钛板坯
[0083]
按质量百分含量计,设计建筑装饰用钛板的化学成分为
[0084]
o 0.037%;fe 0.019%;c 0.008%;n 0.003%;h 0.0006%;
[0085]
余量的ti和不可避免的杂质;
[0086]
其中,所述不可避免的杂质≤0.02%。
[0087]
按照所述设计建筑装饰用钛板的化学成分将0级海绵钛混合压制电极后用真空自耗电弧炉进行三次熔炼,得到钛锭,其中,第一次熔炼的电流为14ka,电压为28v;第二次熔炼的电流为18ka,电压为30v;第三次熔炼的电流为26ka,电压为33v;
[0088]
将所述钛锭进行如下加工:
[0089]
冷料装炉后在800℃的温度下保温120min,继续升温至1040℃,保温490min;
[0090]
镦粗至1060mm,开始展宽至600mm
×
1200mm
×
l;
[0091]
在980℃的温度下进行回炉补火,时间≤3h,锻造至目标尺寸。
[0092]
步骤s201:将所述钛板坯依次进行热连轧
[0093]
将所述钛板坯采用气炉加热至900
±
20℃,保温时间为180-350min后,通过运输辊道至热轧机入口,在750-860℃温度条件下进行热轧,得到热轧钛带,且轧制后厚度为2.0-3.0mm;轧制变形量大于98%。
[0094]
步骤s202:将所述热轧钛带进行酸洗
[0095]
将破磷机压下量控制为20-50mm后,利用hno3与hf的混合酸进行酸洗以去除所述热轧钛带表面的氧化层,其中,所述hno3的质量浓度为70-120g/l,所述hf的质量浓度为12-16g/l;酸洗中的温度控制为30-50℃,金属离子控制为≤80g/l;
[0096]
步骤s203:将酸洗后的钛带进行一次冷轧
[0097]
将酸洗后的钛带进行一次冷轧,得到冷轧钛带,其中,所述一次冷轧的道次数为15个道次;变形量为77.50%。
[0098]
步骤s204:将所述一次冷轧的钛带进行连续退火
[0099]
一次冷轧后的钛带进行连续退火,其退火温度为695℃,保温时间为89sec,炉内通板张力为13-17n/m2。
[0100]
步骤s205:将退火后的钛带进行二次冷轧
[0101]
使用双机架六辊ucm轧机将退火后的钛板坯进行二次冷轧,其中,第一机加控制压下率为15.56%,轧制力为388t,工作辊(wr1)粗糙度为0.340um;第二机加控制表面粗糙度,其延伸率为0.8%,工作辊(wr2)粗糙度为0.705um;工作辊(wr1和wr2)凸度均为8/1000;
[0102]
步骤s206:将所述冷轧钛带进行精整。
[0103]
实施例3
[0104]
本实施例3提供一种建筑装饰用钛板的制备方法,包括以下步骤:
[0105]
步骤s10:提供钛板坯
[0106]
按质量百分含量计,设计建筑装饰用钛板的化学成分为
[0107]
o 0.042%;fe 0.021%;c 0.012%;n 0.004%;h 0.0006%;
[0108]
余量的ti和不可避免的杂质;
[0109]
其中,所述不可避免的杂质≤0.02%。
[0110]
按照所述设计建筑装饰用钛板的化学成分将0级海绵钛混合压制电极后用真空自耗电弧炉进行三次熔炼,得到钛锭,其中,第一次熔炼的电流为14ka,电压为28v;第二次熔炼的电流为18ka,电压为30v;第三次熔炼的电流为26ka,电压为33v;
[0111]
将所述钛锭进行如下加工:
[0112]
冷料装炉后在800℃的温度下保温120min,继续升温至1040℃,保温490min;
[0113]
镦粗至1060mm,开始展宽至600mm
×
1200mm
×
l;
[0114]
在980℃的温度下进行回炉补火,时间≤3h,锻造至目标尺寸。
[0115]
步骤s201:将所述钛板坯依次进行热连轧
[0116]
将所述钛板坯采用气炉加热至900
±
20℃,保温时间为180-350min后,通过运输辊道至热轧机入口,在750-860℃温度条件下进行热轧,得到热轧钛带,且轧制后厚度为2.0-3.0mm;轧制变形量大于98%。。
[0117]
步骤s202:将所述热轧钛带进行酸洗
[0118]
将破磷机压下量控制为20-50mm后,利用hno3与hf的混合酸进行酸洗以去除所述热轧钛带表面的氧化层,其中,所述hno3的质量浓度为70-120g/l,所述hf的质量浓度为12-16g/l;酸洗中的温度控制为30-50℃,金属离子控制为≤80g/l;
[0119]
步骤s203:将酸洗后的钛带进行一次冷轧
[0120]
将酸洗后的钛带进行一次冷轧,得到冷轧钛带,其中,所述一次冷轧的道次数为16个道次;变形量为79.55%。
[0121]
步骤s204:将所述一次冷轧的钛带进行连续退火
[0122]
一次冷轧后的钛带进行连续退火,其退火温度为703℃,保温时间为108sec,炉内通板张力为13-17n/m2。
[0123]
步骤s205:将退火后的钛带进行二次冷轧
[0124]
使用双机架六辊ucm轧机将退火后的钛板坯进行二次冷轧,其中,第一机加控制压下率为11.11%,轧制力为382t,工作辊(wr1)粗糙度为0.345um;第二机加控制表面粗糙度,其延伸率为1.0%,工作辊(wr2)粗糙度为0.685um;工作辊(wr1和wr2)凸度均为8/1000;
[0125]
步骤s206:将所述冷轧钛带进行精整。
[0126]
实施例4
[0127]
本实施例4提供一种建筑装饰用钛板的制备方法,包括以下步骤:
[0128]
步骤s10:提供钛板坯
[0129]
按质量百分含量计,设计建筑装饰用钛板的化学成分为
[0130]
o 0.044%;fe 0.025%;c 0.017%;n 0.003%;h 0.0006%;
[0131]
余量的ti和不可避免的杂质;
[0132]
其中,所述不可避免的杂质≤0.02%。
[0133]
按照所述设计建筑装饰用钛板的化学成分将0级海绵钛混合压制电极后用真空自耗电弧炉进行三次熔炼,得到钛锭,其中,第一次熔炼的电流为14ka,电压为28v;第二次熔
炼的电流为18ka,电压为30v;第三次熔炼的电流为26ka,电压为33v;
[0134]
将所述钛锭进行如下加工:
[0135]
冷料装炉后在800℃的温度下保温120min,继续升温至1040℃,保温490min;
[0136]
镦粗至1060mm,开始展宽至600mm
×
1200mm
×
l;
[0137]
在980℃的温度下进行回炉补火,时间≤3h,锻造至目标尺寸。
[0138]
步骤s201:将所述钛板坯依次进行热连轧
[0139]
将所述钛板坯采用气炉加热至900
±
20℃,保温时间为180-350min后,通过运输辊道至热轧机入口,在750-860℃温度条件下进行热轧,得到热轧钛带,且轧制后厚度为2.0-3.0mm;轧制变形量大于98%。。
[0140]
步骤s202:将所述热轧钛带进行酸洗
[0141]
将破磷机压下量控制为20-50mm后,利用hno3与hf的混合酸进行酸洗以去除所述热轧钛带表面的氧化层,其中,所述hno3的质量浓度为70-120g/l,所述hf的质量浓度为12-16g/l;酸洗中的温度控制为30-50℃,金属离子控制为≤80g/l;
[0142]
步骤s203:将酸洗后的钛带进行一次冷轧
[0143]
将酸洗后的钛带进行一次冷轧,得到冷轧钛带,其中,所述一次冷轧的道次数为16个道次;变形量为80.43%。
[0144]
步骤s204:将所述一次冷轧的钛带进行连续退火
[0145]
一次冷轧后的钛带进行连续退火,其退火温度为721℃,保温时间为124sec,炉内通板张力为13-17n/m2。
[0146]
步骤s205:将退火后的钛带进行二次冷轧
[0147]
使用双机架六辊ucm轧机将退火后的钛板坯进行二次冷轧,其中,第一机加控制压下率为8.89%,轧制力为335t,工作辊(wr1)粗糙度为0.335um;第二机加控制表面粗糙度,其延伸率为1.2%,工作辊(wr2)粗糙度为0.805um;工作辊(wr1和wr2)凸度均为8/1000;
[0148]
步骤s206:将所述冷轧钛带ta2进行精整。
[0149]
实施例5
[0150]
本实施例5提供一种建筑装饰用钛板的制备方法,包括以下步骤:
[0151]
步骤s10:提供钛板坯
[0152]
按质量百分含量计,设计建筑装饰用钛板的化学成分为
[0153]
o 0.047%;fe 0.025%;c 0.012%;n 0.004%;h 0.0006%;
[0154]
余量的ti和不可避免的杂质;
[0155]
其中,所述不可避免的杂质≤0.02%。
[0156]
按照所述设计建筑装饰用钛板的化学成分将0级海绵钛混合压制电极后用真空自耗电弧炉进行三次熔炼,得到钛锭,其中,第一次熔炼的电流为14ka,电压为28v;第二次熔炼的电流为18ka,电压为30v;第三次熔炼的电流为26ka,电压为33v;
[0157]
将所述钛锭进行如下加工:
[0158]
冷料装炉后在800℃的温度下保温120min,继续升温至1040℃,保温490min;
[0159]
镦粗至1060mm,开始展宽至600mm
×
1200mm
×
l;
[0160]
在980℃的温度下进行回炉补火,时间≤3h,锻造至目标尺寸。
[0161]
步骤s201:将所述钛板坯依次进行热连轧
16g/l;酸洗中的温度控制为30-50℃,金属离子控制为≤80g/l;
[0188]
步骤s203:将酸洗后的钛带进行一次冷轧
[0189]
将酸洗后的钛带进行一次冷轧,得到冷轧钛带,其中,所述一次冷轧的道次数为16个道次;变形量为85.91%。
[0190]
步骤s204:将所述一次冷轧的钛带进行连续退火
[0191]
一次冷轧后的钛带进行连续退火,其退火温度为735℃,保温时间为175sec,炉内通板张力为13-17n/m2。
[0192]
步骤s205:将退火后的钛带进行二次冷轧
[0193]
使用双机架六辊ucm轧机将退火后的钛板坯进行二次冷轧,其中,第一机加控制压下率为6.2%,轧制力为375t,工作辊(wr1)粗糙度为0.385um;第二机加控制表面粗糙度,其延伸率为1.2%,工作辊(wr2)粗糙度为0.72um;工作辊(wr1和wr2)凸度均为8/1000;
[0194]
步骤s206:将所述冷轧钛带ta2进行精整。
[0195]
将以上实施例1-6制备的建筑装饰用钛板进行性能测定,其结果如表3所示。
[0196]
表3-本发明实施例建筑装饰用钛板的横向力学性能、表面粗糙度
[0197][0198]
通过表3可以看出,本发明实施例1-5制备的建筑装饰用钛板的力学性能和表面粗糙度均表现良好,其中,实施例1-3相比于实施例4-5,其制备的建筑装饰用钛板,在保证一定塑形的条件下,其力学性能更好,实例6相比其他实例,在化学成分上有所不同,其最终的塑形不能满足钛板材深加工,且其表面粗度偏低,需要进一步优化,由此可见,本实施例通过控制钛板坯的化学成分、一次冷轧、退火和二次冷轧参数能够提高钛板产品的综合力学性能。
[0199]
对于本领域技术人员而言,显然本发明实施例不限于上述示范性实施例的细节,而且在不背离本发明实施例的精神或基本特征的情况下,能够以其他的具体形式实现本发明实施例。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明实施例的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明实施例内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。