技术特征:
1.一种用于借助于钻螺纹孔工具加工工件螺纹孔(1)的方法,该方法包括:钻孔行程(b),在钻孔行程中,使旋转的钻螺纹孔工具在钻孔方向上攻入工件(5)中直至额定孔深(t
b
),确切的说在形成无螺纹的底孔(51)的情况下;攻丝行程(g),在攻丝行程中,钻螺纹孔工具以攻丝进给量(v
f
)以及与此同步的攻丝转速(n)在底孔(51)中加工出内螺纹(9),其特征在于,为了准备攻丝行程(g),在钻孔行程(b)之后进行逆向行程(r1),在逆向行程中,钻螺纹孔工具在与钻孔方向相反的逆向方向上如此程度地从底孔(51)中被引导出来,使得在偏移行程(v1)中,将钻螺纹孔工具径向调整径向偏移量(δr1),在攻丝行程(g)中,在沿着围绕孔轴线(a)的圆形轨迹(53)的圆周转动运动中引导径向被调整的旋转的钻螺纹孔工具,以及在攻丝行程(g)中,以同向的转动运动并且在相同转速下进行工具旋转和工具圆周运动。2.根据权利要求1所述的方法,其特征在于,攻丝行程(g)和钻孔行程(b)具有相同的行程方向,和/或在攻丝行程(g)中,钻螺纹孔工具的螺纹加工区段(39)加工内螺纹(9)直至额定螺纹深度(t
g
),尤其是,随着达到额定螺纹深度(t
g
),使攻丝行程(g)延长一自由切削行程(f),在自由切削行程中,钻螺纹孔工具的进给量(v
f
)和转速(n)不再彼此同步,尤其是在没有螺距的情况下加工紧接着内螺纹(9)的环绕的退刀槽(13)。3.根据权利要求2所述的方法,其特征在于,在完成自由切削行程(f)之后,为了准备逆向行程(r2),进行第二偏移行程(v2),在第二偏移行程中,使钻螺纹孔工具在径向上从内螺纹(9)或退刀槽(13)自由移出径向偏移量(δr2),从而在逆向行程(r2)中,钻螺纹孔工具可无负载地、也就是说在没有螺纹接合或者没有切削接合的情况下从工件螺纹孔(1)中引导出来。4.根据上述权利要求中任一项所述的方法,其特征在于,在钻孔行程(b)中,钻螺纹孔工具的钻孔区段(s1、s2)与工件(5)切削接合,并且无负载地一起引导螺纹加工区段(39),和/或在攻丝行程(g)中,螺纹加工区段(39)与底孔内壁形状和/或切割接合,并且无负载地一起引导钻孔区段(s1、s2)。5.根据上述权利要求中任一项所述的方法,其特征在于,在钻孔行程(b)中,钻工具轴(w)和孔轴线(a)彼此同轴,和/或在攻丝行程(g)中,工具轴(w)和孔轴线(a)彼此轴平行,确切的说具有相当于径向偏移量(δr1)的轴距离。6.根据权利要求1至5中任一项所述的方法,其特征在于,钻螺纹孔工具的钻孔区段(s1、s2)具有至少一个第一钻孔切削部(s1)和第二钻孔切削部(s2),第一钻孔切削部和第二钻孔切削部在工具周向(u)上彼此间隔楔角(α),如此设计楔角(α)的大小,使得两个钻孔切削部(s1、s2)能在攻丝行程(g)中被无负载地并且与加工出的内螺纹(9)脱开接合地引入到工件螺纹孔(1)中。7.根据权利要求6所述的方法,其特征在于,工具螺纹加工区段(39)在工具周向(u)上布置在由两个钻孔切削部(s1、s2)包夹的旋转角区域(α)之外。8.根据权利要求6或7所述的方法,其特征在于,第一和第二钻孔切削部(s1、s2)在工具旋转时在具有钻孔切削部直径(d
k
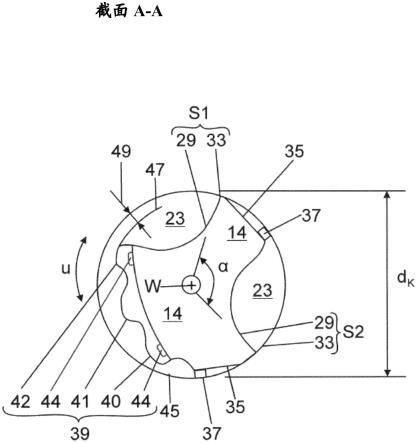
)的公共的钻孔切削部圆形轨迹(45)上运动,尤其是在钻孔行程(b)中,工具螺纹加工区段(39)在小于底孔直径(d
vb
)的外直径上运动。9.根据上述权利要求中任一项所述的方法,其特征在于,工具螺纹加工区段(39)具有至少一个、尤其是多个螺纹加工齿(40、41、42),和/或每个加工齿(40、41、42)位于自己的齿
廓直径上,其中,齿廓直径的差异表示在两个相继的螺纹加工齿之间的余量,和/或在旋转方向(38)上作为最后一个加工齿(42)的加工齿是精加工齿,该精加工齿的齿廓直径大于之前的加工齿(41、42)的齿廓直径,和/或螺纹加工齿(40、41、42)位于包络线(图4;47)上。10.根据权利要求9所述的方法,其特征在于,如此设计加工齿(40、41、42)的切割几何形状,使得加工齿(40、41、42)在加工螺纹时嵌入到底孔壁的材料中,由此,钻螺纹孔工具被侧向的偏转力加载,以及为了平衡偏转力,工具螺纹加工区段(39)具有至少一个布置在周侧的基础支撑件(44),该基础支撑件的外直径在加工螺纹时近似位于底孔直径(d
vb
)上,从而在加工螺纹时钻螺纹孔工具的基础支撑件(44)抵靠在底孔壁上。11.根据权利要求10所述的方法,其特征在于,在轴向上观察,在加工齿(40、41、42)的两侧分别构造有至少一个基础支撑件(44)。12.根据权利要求6至11中任一项所述的方法,其特征在于,第一和第二钻孔切削部(s1、s2)在工具轴向上布置在不同的高度位置(h1、h2)处,也就是说彼此具有轴向的高度错移量(δh),并且尤其是如此设计在钻孔切削部(s1、s2)之间的轴向高度错移量(δh)的大小,使得在钻孔行程(b)中每个钻孔切削部(s1、s2)的钻孔切削部负载几乎相同。13.根据权利要求6至12中任一项所述的方法,其特征在于,每个钻孔切削部(s1、s2)具有至少一个构造在工具顶端上的端侧的横向切削棱(29),并且尤其是两个钻孔切削部(s1、s2)的横向切削棱(29)在工具轴向上以高度错移量(δh)彼此高度错移。14.根据权利要求13所述的方法,其特征在于,每个钻孔切削部(s1、s2)的横向切削棱(29)在径向外部的刀尖(33)处过渡到纵向切削棱(图14:27)中,和/或钻孔切削部(s1、s2)分别构造在工具纵向上伸延的孔钻桥接部(14)上,所述孔钻桥接部(14)在工具周向(u)上通过容屑槽(23)彼此间隔开,和/或限定容屑槽(23)的切削面在纵向切削棱(27)处过渡到周侧的孔钻桥接部自由面(35)中,和/或导向边(37)分别从周侧的孔钻桥接部自由面(35)伸出,和/或在周侧的孔钻桥接部自由面(35)上构造有工具螺纹加工区段(39)。15.根据权利要求14所述的方法,其特征在于,每个钻孔切削部(s1、s2)的横向切削棱(29)与工具轴(w)包夹锐角(β1、β2),钻孔切削部(s1、s2)的锐角(β1、β2)相同,或者钻孔切削部(s1、s2)的锐角(β1、β2)不同,由此,在工具周侧上,也就是说在钻孔切削部(s1、s2)的刀尖(33)上得到轴向的高度错移量(δh),或者说钻孔切削部(s1、s2)的不同高度位置(h1、h2)。16.根据权利要求15所述的方法,其特征在于,在工具顶端上,限定容屑槽(23)的切削面在端侧的横向切削棱(29)处过渡到端侧的自由面(30)中,端侧的自由面朝着工具轴(w)的方向上锥形地收缩。17.根据上述权利要求中任一项所述的方法,其特征在于,借助于cnc控制装置执行用于加工螺纹孔的过程步骤。18.根据权利要求1至16中任一项所述的方法,其特征在于,借助于接纳部执行用于加工螺纹孔的过程步骤,在接纳部中可机械地调整工具,并且尤其是在攻丝行程(g)之前,例如在第一逆向行程(r1)期间进行钻螺纹孔工具的旋转方向反转,尤其是所述旋转方向反转用作用于调整所述径向偏移量(δr1)的信号。19.一种用于实施根据上述权利要求中任一项所述的用于加工工件螺纹孔(1)的方法的钻螺纹孔工具。
技术总结
本发明涉及一种用于借助于钻螺纹孔工具加工工件螺纹孔(1)的方法,该方法具有:钻孔行程(B),在钻孔行程中,使旋转的钻螺纹孔工具在钻孔方向上攻入工件(5)中直至额定孔深(t
技术研发人员:P
受保护的技术使用者:奥迪股份公司
技术研发日:2021.02.10
技术公布日:2022/11/11
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。