技术特征:
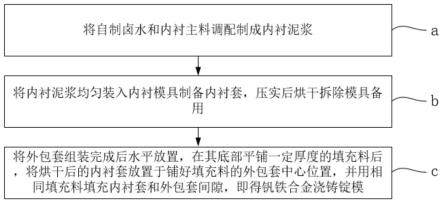
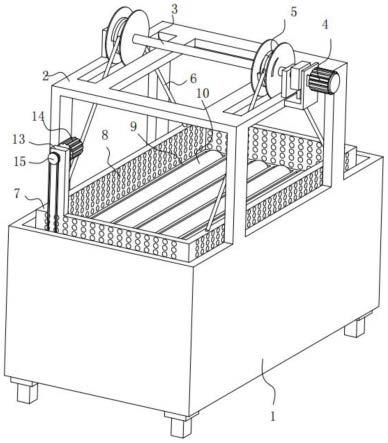
1.一种钒铁合金浇铸锭模,其特征在于,包括内衬套和外包套,所述内衬套外侧与外包套之间填充有填充料,且内衬套内侧形成有容纳浇注料的腔体。2.一种如权利要求1所述的钒铁合金浇铸锭模的制备方法,其特征在于,包括以下步骤:将自制卤水和内衬主料调配制成内衬泥浆;将内衬泥浆均匀装入内衬模具制备内衬套,压实后烘干拆除模具备用;将外包套组装完成后水平放置,在其底部平铺一定厚度的填充料后,将烘干后的内衬套放置于铺好填充料的外包套中心位置,并用相同填充料填充内衬套和外包套间隙,即得钒铁合金浇铸锭模。3.根据权利要求2所述的钒铁合金浇铸锭模的制备方法,其特征在于,将自制卤水和内衬主料调配制成内衬泥浆的方法为:将自制卤水与内衬主料按照质量比为1:2-5进行混合,搅拌均匀即得内衬泥浆。4.根据权利要求3所述的钒铁合金浇铸锭模的制备方法,其特征在于,所述自制卤水包括mgcl2溶液,所述mgcl2溶液的浓度为100-500g/l。5.根据权利要求3所述的钒铁合金浇铸锭模的制备方法,其特征在于,所述内衬主料为镁砂和钒铁冶炼制成的刚玉渣,其中,镁砂质量比≥50%,镁砂纯度≥95%,刚玉渣中al2o3含量≥60%。6.根据权利要求2所述的钒铁合金浇铸锭模的制备方法,其特征在于,由内衬泥浆制备而成的内衬套套壁厚度、底部厚度、内径与高度的比例为1:1-3:10-30:30-60。7.根据权利要求6所述的钒铁合金浇铸锭模的制备方法,其特征在于,所述内衬套的烘干温度为500-800℃,烘烤时间为0.5-2.0h/t。8.根据权利要求2所述的钒铁合金浇铸锭模的制备方法,其特征在于,所述外包套为铁皮包覆镁砖制成的一层或多层固定壳体,各层壳体由螺栓固定。9.根据权利要求8所述的钒铁合金浇铸锭模的制备方法,其特征在于,所述填充料为冶炼钒铁产生的刚玉渣、镁砂中的一种或两种,其中,镁砂纯度≥90%,刚玉渣中al2o3含量≥60%。10.根据权利要求2所述的钒铁合金浇铸锭模的制备方法,其特征在于,填充于外包套底部的填充料、内衬套和外包套之间的间隙以及内衬套底部的厚度比例为1-2:1-2:1。
技术总结
本发明涉及冶金领域,具体公开了一种钒铁合金浇铸锭模及其制备方法,钒铁合金浇铸锭模包括内衬套和外包套,内衬套外侧与外包套之间填充有填充料,且内衬套内侧形成有容纳浇注料的腔体。本发明通过将钒铁合金浇铸锭模按照不同结构和组成分别进行制备,能够实现锭模的模块化和规格化制备,还能实现炉体的快速组装和拆炉,并减少容积误差;通过对浇铸锭模内衬套按照一定组成和配比进行的模块化制备,能够显著降低炉衬侵蚀、降低渗合金产生量,同时提高合金饼表面光洁度;通过将钒铁合金浇铸锭模按照不同结构和组成分别功能化分类,可实现钒铁浇铸锭模填充料及外衬套的循环利用。浇铸锭模填充料及外衬套的循环利用。浇铸锭模填充料及外衬套的循环利用。
技术研发人员:余彬 景涵 叶明峰 黄云
受保护的技术使用者:攀钢集团攀枝花钢铁研究院有限公司
技术研发日:2022.08.18
技术公布日:2022/11/11
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。