1.本发明属于汽车用喷涂技术领域,具体涉及一种用于涂装烘干炉的控制系统、控制方法、设备及存储介质。
背景技术:
2.在汽车加工制造领域中,涂装车间往往能耗非常大,而在涂装车间中能耗最大的是烘干炉;在汽车生产的涂装车间中,常用到烘干炉。涂装车间的烘干炉主要用于对车身电泳、面漆、胶进行烘干以及强冷作用。目前,现有的烘干炉一般体积较大,其中的风道设计不合理导致炉内的气密性不是特别好,保温性能差,导致烘干效果和烘干效率不高。
3.烘干炉包括烘干炉室体、加热系统和强冷系统,现有烘干炉存在以下几点缺陷:
4.1.烘干炉室体的入口和出口处没有设置入口门和出口门,导致对烘干炉室体内部进行加热预吹扫时热量流失,造成加热时间过长,能源浪费;
5.2.为了保证烘干炉的安全性,在点火前需要通过加热系统的循环风机对烘干炉室体内部预吹扫,并通过排气风机排气、降压,进行空气置换;同样烘干炉在关闭后,也要对烘干炉室体内进行空气置换,以达到降温及降低voc含量的目的;而现有烘干炉中加热系统的循环风机和排气风机多采用定频风机,烘干炉开启后加热阶段的预吹扫时间以及关闭后降温阶段的后吹扫时间非常长,造成不必要的能源浪费;
6.3.烘干炉室体出口处的强冷系统在室体内部升温完成后自动启动,而此时待烘烤车体才刚刚进入室体入口,导致强冷系统存在启动过早的问题,造成能源浪费;
7.4.强冷系统在烘干炉关闭后才会自动关闭,而实际生产中为了保证生产的连续性,进入烘干炉室体的最后一批车体在烘烤后将进入位于强冷系统后方的存储区常时间存放,可通过自然降温来实现工艺要求,因此,强冷系统存在关闭过晚的问题,造成能源浪费;
8.5.由于现有强冷系统是随烘干炉一同开启或关闭的,而整个涂装车间烘烤后的存储区较大,输送到下一工位的时间较长,在冬季温度较低时,车体在经过存储区输送到下一工位的过程中可通过自然降温来满足下一工位的工艺要求,无需再开启强冷系统,因此也会造成一定的能源浪费。
9.因此,降低烘干炉的能耗对单台车体成本的降低以及对整个工厂节能降耗都显得尤为重要。
技术实现要素:
10.为了克服现有技术中存在的烘干炉在非生产和非连续过车时间段的高能耗等问题,本发明提供了一种用于涂装烘干炉的控制系统、控制方法、设备及存储介质,该控制系统及控制方法可以在正常生产状态下,系统自动分析生产状态和生产间隙,自动调整烘干炉各段炉温和送风频率,在满足质量要求的情况下节省电和天然气等能源,在间歇式生产状态下效果尤为突出。
11.本发明通过如下技术方案实现:
12.第一方面,本发明提供了一种用于涂装烘干炉的控制系统,包括中控系统、加热控制系统及输送链控制系统,所述中控系统分别与加热控制系统、输送链控制系统通讯连接;所述中控系统,用于对在制和后续车身情况进行位置监控,通过监控烘干炉前在制品车身状态,识别生产间隙,根据生产节拍,识别生产空隙到达烘干炉时间,在中控系统中对不同时间空隙的应对方式进行预先设定;所述加热控制系统,用于对烘干炉燃烧机、送排风风机进行控制,根据中控系统预先设定的非连续生产信息调整烘干炉的参数;所述输送链控制系统,用于对在制和非连续过车空隙位置进行监控。
13.进一步地,所述烘干炉的参数包括各段送风温度、送风风机频率、排风风机频率,到温和频率信号反馈。
14.进一步地,所述中控系统,包括车身在制车辆位置监控模块、加热系统远程控制模块及输送链远程控制模块,在制车辆位置监控模块用于识别生产空隙时长和到烘房时间,加热系统远程控制模块用于根据空隙时长选择不同的预设参数,输送链远程控制系统用于监控生产空隙实际到达烘房状态,并对过线和在制状态进行监控。
15.进一步地,所述加热控制系统,包括燃气控制模块及送风控制模块,所述燃气控制模块用于降低烘干炉相应段的燃烧机送风温度,所述送风控制模块,用于降低相应段的风机送风频率。
16.进一步地,所述输送链控制系统,包括plc及计数模块;plc系统用于识别烘干前车辆占位控制信号,识别生产空隙和空隙时长;计数模块用于监控烘干炉在制车辆和空隙实际过线状态。
17.另一方面,本发明还提供了一种用于涂装烘干炉的控制方法,具体包括如下步骤:
18.步骤一:车身在制车辆位置监控模块采集烘干炉前在制品车身状态,识别生产间隙,根据生产节拍,识别生产空隙到达烘干炉时间,并通过输送链远程控制模块与输送链控制系统信号交互,将生产空隙信息提前传递至plc;
19.步骤二:当生产空隙到达烘干炉时,plc识别空隙,并与中控系统之前发送的生产空隙信息比对,信息确认后将信息传递回中控系统;
20.步骤三:计数模块实时采集生产空隙变化,并将信息发送给plc,plc判定生产空隙处于烘干炉的具体位置,并将此信息实时传递回中控系统;
21.步骤四:加热系统远程控制模块与加热控制系统通讯连接,通过燃气控制模块降低烘干炉相应段的燃烧机送风温度,通过送风控制模块,降低相应段的风机送风频率;
22.步骤五:计数模块与plc持续跟踪生产空隙经过烘干炉情况,预计生产间隙在烘干炉的完成时间,并将此信息传递回中控系统;
23.步骤六:当生产间隙即将完全通过烘干炉时,根据中控系统设定时间,中控系统中的加热系统远程控制模块和加热系统控制系统进行系统通讯,通过燃气控制模块恢复烘干炉相应段的燃烧机送风温度,通过送风控制模块,恢复相应段的风机送风频率。
24.第三方面,本发明实施例还提供了一种计算机设备,包括存储器、处理器及存储在存储器上并可在处理器上运行的计算机程序,所述处理器执行所述程序时实现如本发明实施例中任一所述的一种用于涂装烘干炉的控制方法。
25.第四方面,本发明实施例还提供了一种计算机可读存储介质,其上存储有计算机程序,该程序被处理器执行时实现如本发明实施例中任一所述的一种用于涂装烘干炉的控
制方法。
26.与现有技术相比,本发明的优点如下:
27.1、本发明的一种用于涂装烘干炉的控制系统及控制方法,通过采用中控系统监控在制及后续来车,ccr远程控制加热系统和输送链,及相互的数据交换,来实现设备分段降频降温;
28.2、该控制系统可以在正常生产状态下,自动分析生产状态和生产间隙,自动调整烘干炉各段炉温和送风频率,在满足质量要求的情况下节省电和天然气等能源,在间歇式生产状态下效果尤为突出;
29.3、该控制系统结构简单、使用便捷,可有效降低能源消耗。
附图说明
30.为了更清楚地说明本发明具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍。在所有附图中,类似的元件或部分一般由类似的附图标记标识。附图中,各元件或部分并不一定按照实际的比例绘制。
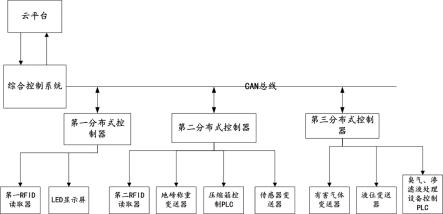
31.图1为本发明的一种用于涂装烘干炉的控制系统的结构框图;
32.图2为本发明的一种用于涂装烘干炉的控制方法的流程示意图;
33.图3是本发明实施例3中的一种电子设备的结构示意图。
具体实施方式
34.为清楚、完整地描述本发明所述技术方案及其具体工作过程,结合说明书附图,本发明的具体实施方式如下:
35.在本发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
36.在本发明中,除非另有明确的规定和限定,第一特征在第二特征“上”或“下”可以是第一和第二特征直接接触,或第一和第二特征通过中间媒介间接接触。而且,第一特征在第二特征“之上”、“上方”和“上面”可是第一特征在第二特征正上方或斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”可以是第一特征在第二特征正下方或斜下方,或仅仅表示第一特征水平高度小于第二特征。
37.在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不必须针对的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任一个或多个实施例或示例中以合适的方式结合。此外,在不相互矛盾的情况下,本领域的技术人员可以将本说明书中描述的不同实施例或示例以及不同实施例或示例的特征进行结合和组合。
38.实施例1
39.如图1所示,为本发明的一种用于涂装烘干炉的控制系统的结构框图;所述控制系统包括中控系统、加热控制系统及输送链控制系统,所述中控系统分别与加热控制系统、输送链控制系统通讯连接;所述中控系统,用于对在制和后续车身情况进行位置监控,通过监控烘干炉前在制品车身状态,识别生产间隙,根据生产节拍,识别生产空隙到达烘干炉时间,在中控系统中对不同时间空隙的应对方式进行预先设定;所述加热控制系统,用于对烘干炉燃烧机、送排风风机进行控制,根据中控系统预先设定的非连续生产信息调整烘干炉的参数;所述输送链控制系统,用于对在制和非连续过车空隙位置进行监控。
40.中控系统与加热控制系统信号交互:非连续生产空隙参数设定,包括各段送风温度、送风风机频率、排风风机频率,到温和频率信号反馈。
41.中控系统与输送链控制系统信号交互:输送系统占位信号、车辆计数信号,车辆和滑橇信息。
42.进一步地,所述烘干炉的参数包括各段送风温度、送风风机频率、排风风机频率,到温和频率信号反馈。
43.进一步地,所述中控系统,包括车身在制车辆位置监控模块、加热系统远程控制模块及输送链远程控制模块,在制车辆位置监控模块用于识别生产空隙时长和到烘房时间,加热系统远程控制模块用于根据空隙时长选择不同的预设参数,输送链远程控制系统用于监控生产空隙实际到达烘房状态,并对过线和在制状态进行监控。
44.进一步地,所述加热控制系统,包括燃气控制模块及送风控制模块,所述燃气控制模块用于降低烘干炉相应段的燃烧机送风温度,所述送风控制模块,用于降低相应段的风机送风频率。
45.进一步地,所述输送链控制系统,包括plc及计数模块;plc系统用于识别烘干前车辆占位控制信号,识别生产空隙和空隙时长;计数模块用于监控烘干炉在制车辆和空隙实际过线状态。
46.实施例2
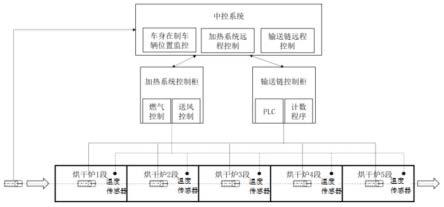
47.如图2所示,为本发明的一种用于涂装烘干炉的控制方法的流程示意图,所述控制方法具体包括如下步骤:
48.步骤一:车身在制车辆位置监控模块采集烘干炉前在制品车身状态,识别生产间隙,根据生产节拍,识别生产空隙到达烘干炉时间,并通过输送链远程控制模块与输送链控制系统信号交互,将生产空隙信息提前传递至plc;
49.步骤二:当生产空隙到达烘干炉时,plc识别空隙,并与中控系统之前发送的生产空隙信息比对,信息确认后将信息传递回中控系统;
50.步骤三:计数模块实时采集生产空隙变化,并将信息发送给plc,plc判定生产空隙处于烘干炉的具体位置,并将此信息实时传递回中控系统;
51.步骤四:加热系统远程控制模块与加热控制系统通讯连接,通过燃气控制模块降低烘干炉相应段的燃烧机送风温度,通过送风控制模块,降低相应段的风机送风频率;
52.步骤五:计数模块与plc持续跟踪生产空隙经过烘干炉情况,预计生产间隙在烘干炉的完成时间,并将此信息传递回中控系统;
53.步骤六:当生产间隙即将完全通过烘干炉时,根据中控系统设定时间,中控系统中的加热系统远程控制模块和加热系统控制系统进行系统通讯,通过燃气控制模块恢复烘干
炉相应段的燃烧机送风温度,通过送风控制模块,恢复相应段的风机送风频率。
54.实施例3
55.图3为本发明实施例3中的一种计算机设备的结构示意图。图3示出了适于用来实现本发明实施方式的示例性计算机设备12的框图。图3显示的计算机设备12仅仅是一个示例,不应对本发明实施例的功能和使用范围带来任何限制。
56.如图3所示,计算机设备12以通用计算设备的形式表现。计算机设备12的组件可以包括但不限于:一个或者多个处理器或者处理单元16,系统存储器28,连接不同系统组件(包括系统存储器28和处理单元16)的总线18。
57.总线18表示几类总线结构中的一种或多种,包括存储器总线或者存储器控制器,外围总线,图形加速端口,处理器或者使用多种总线结构中的任意总线结构的局域总线。举例来说,这些体系结构包括但不限于工业标准体系结构(isa)总线,微通道体系结构(mac)总线,增强型isa总线、视频电子标准协会(vesa)局域总线以及外围组件互连(pci)总线。
58.计算机设备12典型地包括多种计算机系统可读介质。这些介质可以是任何能够被计算机设备12访问的可用介质,包括易失性和非易失性介质,可移动的和不可移动的介质。
59.系统存储器28可以包括易失性存储器形式的计算机系统可读介质,例如随机存取存储器(ram)30和/或高速缓存存储器32。计算机设备12可以进一步包括其它可移动/不可移动的、易失性/非易失性计算机系统存储介质。仅作为举例,存储系统34可以用于读写不可移动的、非易失性磁介质(图3未显示,通常称为“硬盘驱动器”)。尽管图3中未示出,可以提供用于对可移动非易失性磁盘(例如“软盘”)读写的磁盘驱动器,以及对可移动非易失性光盘(例如cd-rom,dvd-rom或者其它光介质)读写的光盘驱动器。在这些情况下,每个驱动器可以通过一个或者多个数据介质接口与总线18相连。存储器28可以包括至少一个程序产品,该程序产品具有一组(例如至少一个)程序模块,这些程序模块被配置以执行本发明各实施例的功能。
60.具有一组(至少一个)程序模块42的程序/实用工具40,可以存储在例如存储器28中,这样的程序模块42包括——但不限于——操作系统、一个或者多个应用程序、其它程序模块以及程序数据,这些示例中的每一个或某种组合中可能包括网络环境的实现。程序模块42通常执行本发明所描述的实施例中的功能和/或方法。
61.计算机设备12也可以与一个或多个外部设备14(例如键盘、指向设备、显示器24等)通信,还可与一个或者多个使得用户能与该计算机设备12交互的设备通信,和/或与使得该计算机设备12能与一个或多个其它计算设备进行通信的任何设备(例如网卡,调制解调器等等)通信。这种通信可以通过输入/输出(i/o)接口22进行。另外,本实施例中的计算机设备12,显示器24不是作为独立个体存在,而是嵌入镜面中,在显示器24的显示面不予显示时,显示器24的显示面与镜面从视觉上融为一体。并且,计算机设备12还可以通过网络适配器20与一个或者多个网络(例如局域网(lan),广域网(wan)和/或公共网络,例如因特网)通信。如图所示,网络适配器20通过总线18与计算机设备12的其它模块通信。应当明白,尽管图中未示出,可以结合计算机设备12使用其它硬件和/或软件模块,包括但不限于:微代码、设备驱动器、冗余处理单元、外部磁盘驱动阵列、raid系统、磁带驱动器以及数据备份存储系统等。
62.处理单元16通过运行存储在系统存储器28中的程序,从而执行各种功能应用以及
数据处理,例如实现本发明实施例所提供的一种用于涂装烘干炉的控制方法。
63.实施例4
64.本发明实施例4提供了一种计算机可读存储介质,其上存储有计算机程序,该程序被处理器执行时实现如本技术所有发明实施例提供的一种用于涂装烘干炉的控制方法。
65.可以采用一个或多个计算机可读的介质的任意组合。计算机可读介质可以是计算机可读信号介质或者计算机可读存储介质。计算机可读存储介质例如可以是——但不限于——电、磁、光、电磁、红外线、或半导体的系统、装置或器件,或者任意以上的组合。计算机可读存储介质的更具体的例子(非穷举的列表)包括:具有一个或多个导线的电连接、便携式计算机磁盘、硬盘、随机存取存储器(ram)、只读存储器(rom)、可擦式可编程只读存储器(eprom或闪存)、光纤、便携式紧凑磁盘只读存储器(cd-rom)、光存储器件、磁存储器件、或者上述的任意合适的组合。在本文件中,计算机可读存储介质可以是任何包含或存储程序的有形介质,该程序可以被指令执行系统、装置或者器件使用或者与其结合使用。
66.计算机可读的信号介质可以包括在基带中或者作为载波一部分传播的数据信号,其中承载了计算机可读的程序代码。这种传播的数据信号可以采用多种形式,包括——但不限于——电磁信号、光信号或上述的任意合适的组合。计算机可读的信号介质还可以是计算机可读存储介质以外的任何计算机可读介质,该计算机可读介质可以发送、传播或者传输用于由指令执行系统、装置或者器件使用或者与其结合使用的程序。
67.计算机可读介质上包含的程序代码可以用任何适当的介质传输,包括——但不限于——无线、电线、光缆、rf等等,或者上述的任意合适的组合。
68.可以以一种或多种程序设计语言或其组合来编写用于执行本发明操作的计算机程序代码,所述程序设计语言包括面向对象的程序设计语言—诸如java、smalltalk、c ,还包括常规的过程式程序设计语言—诸如“c”语言或类似的程序设计语言。程序代码可以完全地在用户计算机上执行、部分地在用户计算机上执行、作为一个独立的软件包执行、部分在用户计算机上部分在远程计算机上执行、或者完全在远程计算机或服务器上执行。在涉及远程计算机的情形中,远程计算机可以通过任意种类的网络——包括局域网(lan)或广域网(wan)—连接到用户计算机,或者,可以连接到外部计算机(例如利用因特网服务提供商来通过因特网连接)。
69.以上结合附图详细描述了本发明的优选实施方式,但是,本发明并不限于上述实施方式中的具体细节,在本发明的技术构思范围内,可以对本发明的技术方案进行多种简单变型,这些简单变型均属于本发明的保护范围。
70.另外需要说明的是,在上述具体实施方式中所描述的各个具体技术特征,在不矛盾的情况下,可以通过任何合适的方式进行组合,为了避免不必要的重复,本发明对各种可能的组合方式不再另行说明。
71.此外,本发明的各种不同的实施方式之间也可以进行任意组合,只要其不违背本发明的思想,其同样应当视为本发明所公开的内容。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。